1.本发明涉及太阳能基板加工技术领域,特别涉及一种太阳能硅片加工设备。
背景技术:
2.太阳能光伏发电技术是近年来发展起来的一种清洁高效的能源,随着太阳能光伏电池从军事领域、航天领域普及进入工业、商业、农业、通信、家用电器以及公用设施等领域,其便捷灵活性尤其适用于在边远地区、高山、沙漠、海岛和农村的地域,表现出强劲的市场需求。在太阳能光伏发电技术中,太阳能基板是太阳能发电系统中的核心部分,其作用是将太阳能转换为电能。而目前的太阳能基板加工设备中,普遍存在加工效率低的情况,导致太阳能基板生产量较少,难以满足市场需求。
技术实现要素:
3.本发明的主要目的是提出一种太阳能硅片加工设备,旨在提升太阳能基板的生产效率。
4.为实现上述目的,本发明提出的太阳能硅片加工设备,包括:机体,设有上料装置和下料装置;激光加工装置,设于所述机体;转运机械手,设于所述上料装置和所述下料装置之间;加工转盘,包括第一旋转机构和多个载料座,所述第一旋转机构安装于所述机体,并位于所述转运机械手的一侧,多个所述载料座均安装于所述第一旋转机构,并沿所述第一旋转机构的周向间隔分布,所述加工转盘用于在所述载料座接收所述转运机械手从所述上料装置转移过来的生料硅片后,将所述载料座旋转至所述激光加工装置处;以及浆料转印装置,设于所述加工转盘远离所述转运机械手的一侧,所述浆料转印装置设有玻璃治具,所述浆料转印装置用于在玻璃治具上涂布银浆后,将玻璃治具移动至所述激光加工装置处,并使得所述玻璃治具覆盖在所述载料座上的生料硅片上方,通过所述激光加工装置将玻璃治具上的银浆成型到所述载料座上的生料硅片上,所述转运机械手还用于将所述载料座上经过所述激光加工装置加工后的熟料硅片转移至所述下料装置。
5.可选地,上料装置包括上料输送机构和破片检测机构,破片检测机构设于所述上料输送机构的输送路径上,并朝向所述上料输送机构设置,所述破片检测机构用于对所述上料输送机构的输送路径上的生料硅片进行检测。
6.可选地,所述上料输送机构的输送路径上设有检测位,所述破片检测机构包括照明灯与检测相机,所述照明灯与所述检测相机分设于所述检测位的相对两侧,且相互朝向设置;所述照明灯呈沿水平方向延伸的长条状,且所述照明灯的长度方向垂直于所述上料输送机构的输送方向;所述照明灯位于所述检测位的下方,所述检测相机位于所述检测位的上方。
7.可选地,所述太阳能硅片加工设备还包括硅片定位装置和生料回收装置,所述硅
片定位装置设于所述加工转盘的一侧,所述硅片定位装置用于检测所述载料座上的上料硅片的位置信息;所述生料回收装置包括第一回收框和第一机械手,所述第一回收框位于所述硅片定位装置远离所述加工转盘的一侧,所述第一机械手用于将经过所述破片检测机构检测且移动至所述硅片定位装置处的缺陷生料硅片转移至所述第一回收框。
8.可选地,载料座包括座体、校正模块和负压吸盘,负压吸盘通过所述校正模块安装于所述座体,所述校正模块被配置为根据所述硅片定位装置对所述负压吸盘上生料硅片的位置信息检测结果调整所述负压吸盘在水平位置。
9.可选地,所述浆料转印装置包括浆料涂布装置、治具转盘和治具定位装置,所述治具转盘包括第二旋转机构、多个翻转机构和多个所述玻璃治具,所述第二旋转机构安装于所述激光加工装置和所述浆料涂布装置之间,多个所述翻转机构安装于所述第二旋转机构,并沿所述第二旋转机构的周向间隔分布,所述翻转机构的轴线沿水平方向延伸,每个所述翻转机构均设有一个所述玻璃治具,所述玻璃治具背向所述翻转机构轴线的一面为浆料涂布面,所述玻璃治具具有所述浆料涂布面朝上的涂布状态和所述浆料涂布面朝下的转印状态;所述玻璃治具用于以所述涂布状态在所述浆料涂布装置处接收浆料后,在所述激光加工装置处以所述转印状态覆盖在生料硅片上方,以通过激光加工装置将所述浆料涂布面上的浆料转印至下方的生料硅片上;所述治具定位装置位于所述玻璃治具从所述浆料涂布装置移动至所述激光加工装置的路径上,所述治具定位装置被配置为对朝所述激光加工装置移动的玻璃治具进行定位,所述硅片定位装置被配置为根据所述治具定位装置对所述玻璃治具的位置信息确定所述载料座上的上料硅片位置信息。
10.可选地,所述载料座的数量不少于三个,当所述加工转盘旋转至其中一个所述载料座位于所述激光加工装置处时,所述转运机械手处和所述硅片定位装置处各具有一个所述载料座;所述翻转机构的数量不少于三个,当所述治具转盘旋转至其中一个所述玻璃治具位于所述激光加工装置处时,所述治具定位装置处和所述浆料涂布装置处各具有一个所述玻璃治具。
11.可选地,所述翻转机构远离所述旋转机构的一端设有连接件,所述连接件沿垂直于所述翻转机构轴线的方向延伸,并延伸至所述翻转机构的外侧,每个所述连接件的自由端均设有一个所述玻璃治具,在所述涂布状态,所述浆料涂布面高于所述翻转机构的上侧面。
12.可选地,所述下料装置包括下料输送机构、熟料检测机构和熟料回收装置,所述下料输送机构设于所述转运机械手的一侧,所述熟料检测机构设于所述下料输送机构的输送路径上,并朝向所述下料输送机构设置,所述熟料检测机构用于对所述下料输送机构的输送路径上的熟料硅片进行检测;所述熟料回收装置包括第二回收框和第二机械手,所述第二回收框位于所述下料输送机构的一侧,并位于所述熟料检测机构的下游位置,所述第二机械手用于将下料输送机构上的缺陷熟料硅片转移至所述第二回收框。
13.可选地,所述转运机械手包括第三旋转机构和两个取料机械手,所述第三旋转机构位于所述上料装置和所述下料装置之间,两个所述取料机械手之间相对固定地安装于所述第三旋转机构,两个所述取料机械手呈夹角设置,且均沿水平方向延伸,所述第三旋转机构安装于所述机体,并用于驱动两个所述取料机械手同步转动,以使其中一个所述取料机
械手将所述载料座上经过所述激光加工装置加工后的熟料硅片移动至所述下料装置的同时,另一个所述取料机械手将所述上料装置上的生料硅片移动至取下熟料硅片后空置的所述载料座上。
14.本发明技术方案的太阳能硅片加工设备通过在机体上设置上料装置、下料装置、激光加工装置、转运机械手、加工转盘和浆料转印装置,使转运机械手设于上料装置和下料装置之间,浆料转印装置设于加工转盘远离转运机械手的一侧,浆料转印装置设有玻璃治具。而加工转盘包括第一旋转机构和多个载料座,第一旋转机构安装于机体,并位于转运机械手的一侧,多个载料座均安装于第一旋转机构,并沿第一旋转机构的周向间隔分布。在加工时,可以通过加工转盘在载料座接收转运机械手从上料装置转移过来的生料硅片后,将载料座旋转至激光加工装置处,并在浆料转印装置将涂布银浆后的玻璃治具移动至激光加工装置处,使得玻璃治具覆盖在载料座上的生料硅片上方时,即可通过激光加工装置将玻璃治具上的银浆成型到载料座上的生料硅片上。激光转印完成后,再通过第一旋转机构驱动多个载料座继续转动,使得载料座远离激光加工装置,并回到转运机械手处时,最后通过转运机械手将载料座上经过激光加工装置加工后的熟料硅片转移至下料装置进行下料,从而完成生料硅片到熟料硅片的加工过程。如此加工转盘在将生料硅片移动至激光加工装置处时,不需要将生料硅片卸下,可以直接在载料座上进行激光转印,可以减少再次转移生料硅片的工序。而且激光转印完成后,第一旋转机构驱动载有熟料硅片的载料座离开进行下料时,可以使得下一个载有生料硅片的载料座移动至激光加工装置处进行激光转印,这样使得激光转印过程较为连续,可以减小激光加工装置的空闲时间,从而能够提升生产效率。
附图说明
15.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
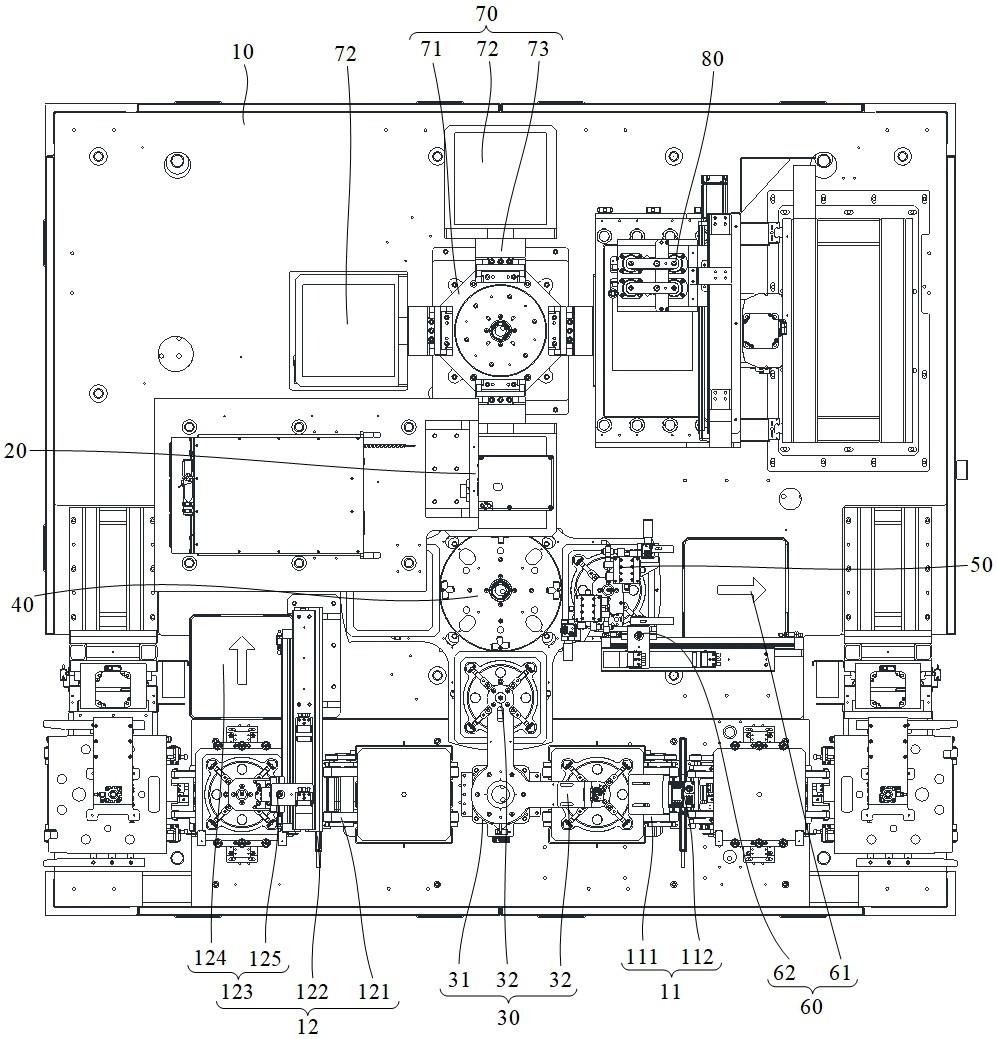
16.图1为本发明太阳能硅片加工设备一实施例的部分结构示意图;图2为图1中a处的放大图;图3为图1中b处的放大图;图4为图1中c处的放大图;图5为图1中太阳能硅片加工设备的俯视图;图6为图5中加工转盘的结构示意图;图7为图6中校正模块的示意图;图8为图5中治具转盘的结构示意图;图9为图5中加工转盘和治具转盘的配合结构示意图;图10为图1中太阳能硅片加工设备另一角度的结构示意图;图11为图10中d处的放大图;图12为图11中涂布机构的结构示意图;图13为图5中第一回收框和第一机械手的结构示意图。
17.附图标号说明:10、机体;11、上料装置;111、上料输送机构;115、第一输送组件;
116、第二输送组件;112、破片检测机构;113、照明灯;114、检测相机;12、下料装置;121、下料输送机构;122、熟料检测机构;123、熟料回收装置;124、第二回收框;125、第二机械手;20、激光加工装置;30、转运机械手;31、第三旋转机构;32、取料机械手;40、加工转盘;41、第一旋转机构;42、载料座;421、座体;422、载料盘;423、驱动件;50、硅片定位装置;60、生料回收装置;61、第一回收框;62、第一机械手;621、横移组件;622、升降机构;623、取料件;70、治具转盘;71、第二旋转机构;72、玻璃治具;73、翻转机构;74、连接件;80、浆料涂布装置;81、安装架;811、升降模块;82、横移模块;83、固定架;831、固定板;832、让位孔;833、限位块;834、第一调节螺钉;835、第二调节螺钉;84、涂布机构;841、刮刀;8411、板体部;8412、刮涂部;842、刀座;8421、安装槽;843、固定座;844、连接轴;845、锁紧套;846、限位件;847、螺纹件;848、升降组件;85、隔板;851、刮涂避让孔;90、治具定位装置。
18.本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
19.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
20.另外,若本发明实施例中有涉及“第一”、“第二”等的描述,则该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
21.本发明提出一种太阳能硅片加工设备。
22.在本发明实施例中,请参照图1至图13,该太阳能硅片加工设备包括机体10、激光加工装置20、转运机械手30、加工转盘40和浆料转印装置,机体10设有上料装置11和下料装置12;激光加工装置20设于机体10,转运机械手30设于上料装置11和下料装置12之间。加工转盘40包括第一旋转机构41和多个载料座42,第一旋转机构41安装于机体10,并位于转运机械手30的一侧,多个载料座42均安装于第一旋转机构41,并沿第一旋转机构41的周向间隔分布,加工转盘40用于在载料座42接收转运机械手30从上料装置11转移过来的生料硅片后,将载料座42旋转至激光加工装置20处。
23.浆料转印装置设于加工转盘40远离转运机械手30的一侧,浆料转印装置设有玻璃治具72,浆料转印装置用于在玻璃治具72上涂布银浆后,将玻璃治具72移动至激光加工装置20处,并使得玻璃治具72覆盖在载料座42上的生料硅片上方,通过激光加工装置20将玻璃治具72上的银浆成型到载料座42上的生料硅片上,转运机械手30还用于将载料座42上经过激光加工装置20加工后的熟料硅片转移至下料装置12。
24.本实施例中,太阳能硅片加工设备还包括电控装置,激光加工装置20、转运机械手30、加工转盘40和浆料转印装置均与电控装置电连接,电控装置用于控制激光加工装置20、转运机械手30、加工转盘40和浆料转印装置工作。第一旋转机构41的旋转轴线沿上下方向
延伸,即第一旋转机构41能够驱动多个载料座42在水平面上围绕第一旋转机构41的旋转轴线运动。
25.在加工时,通过上料装置11将生料硅片转运至载料座42上,通过第一旋转机构41驱动多个载料座42沿逆时针方向(也可以沿顺时针方向转动)转动,当载有生料硅片的载料座42移动至激光加工装置20处时停下。而在生料硅片上料的过程中,可以同时通过浆料转印装置将涂布银浆后的玻璃治具72移动至激光加工装置20处,并使得玻璃治具72涂有浆料的一侧朝下覆盖在载料座42上的生料硅片上方(玻璃治具72与生料硅片可以不接触,也可以接触,本实施例中,玻璃治具72与生料硅片间隔,两者之间的间隙不小于30um,且不大于200um),随后通过激光加工装置20发射激光束对玻璃治具72上浆料图形进行扫描,以使浆料脱离玻璃基板,而转移至生料硅片表面形成栅线(即激光转印过程)。
26.在生料硅片上形成栅线后,通过第一旋转机构41驱动多个载料座42继续转动,使得载料座42远离激光加工装置20,并回到转运机械手30处时,通过转运机械手30将载料座42上经过激光加工装置20加工后的熟料硅片转移至下料装置12进行下料,从而完成生料硅片到熟料硅片(太阳能基板)的加工过程。其中,转运机械手30可以先将加工完成后的熟料硅片取下至下料装置12后,再将上料硅片放至空置的载料座42上。或者转运机械手30设有两个取料件623,在通过一个取料件623在上料装置11拿取生料硅片的同时,通过另一个取料件623在载料座42处拿取熟料硅片。
27.本发明技术方案的太阳能硅片加工设备通过在机体10上设置上料装置11、下料装置12、激光加工装置20、转运机械手30、加工转盘40和浆料转印装置,使转运机械手30设于上料装置11和下料装置12之间,浆料转印装置设于加工转盘40远离转运机械手30的一侧,浆料转印装置设有玻璃治具72。而加工转盘40包括第一旋转机构41和多个载料座42,第一旋转机构41安装于机体10,并位于转运机械手30的一侧,多个载料座42均安装于第一旋转机构41,并沿第一旋转机构41的周向间隔分布。在加工时,可以通过加工转盘40在载料座42接收转运机械手30从上料装置11转移过来的生料硅片后,将载料座42旋转至激光加工装置20处,并在浆料转印装置将涂布银浆后的玻璃治具72移动至激光加工装置20处,使得玻璃治具72覆盖在载料座42上的生料硅片上方时,即可通过激光加工装置20将玻璃治具72上的银浆成型到载料座42上的生料硅片上。
28.激光转印完成后,再通过第一旋转机构41驱动多个载料座42继续转动,使得载料座42远离激光加工装置20,并回到转运机械手30处时,最后通过转运机械手30将载料座42上经过激光加工装置20加工后的熟料硅片转移至下料装置12进行下料,从而完成生料硅片到熟料硅片的加工过程。如此加工转盘40在将生料硅片移动至激光加工装置20处时,不需要将生料硅片卸下,可以直接在载料座42上进行激光转印,可以减少再次转移生料硅片的工序。而且激光转印完成后,第一旋转机构41驱动载有熟料硅片的载料座42离开进行下料时,可以使得下一个载有生料硅片的载料座42移动至激光加工装置20处进行激光转印,这样使得激光转印过程较为连续,可以减小激光加工装置20的空闲时间,从而能够提升生产效率。
29.在一些实施例中,上料装置11包括上料输送机构111和破片检测机构112,破片检测机构112设于上料输送机构111的输送路径上,并朝向上料输送机构111设置,破片检测机构112用于对上料输送机构111的输送路径上的生料硅片进行检测。即在上料输送机构111
将生料硅片输送至转运机械手30的过程中,可以通过破片检测机构112对上料输送机构111上的生料硅片进行检测,以检测生料硅片是否存在裂纹、脏污等等缺陷,避免有缺陷的生料硅片进行激光转印而浪费资源的情况。其中,上料输送机构111可以为传送带结构,也可以为传送辊结构。
30.在一些实施例中,上料输送机构111的输送路径上设有检测位,破片检测机构112包括照明灯113与检测相机114,照明灯113与检测相机114分设于检测位的相对两侧,且相互朝向设置。具体地,检测位即上料输送机构111上的一个区域,生料硅片在输送过程中会经过检测位。通过将照明灯113与检测相机114分设于检测位的相对两侧,当生料硅片经过检测位时,照明灯113发出的光线可以透过生料硅片,从而可以反映出生料硅片的内部是否存在隐裂的情况,能够提升对生料硅片的检测准确度,有利于提升良品率。检测相机114可以为ccd工业检测相机114或其它工业检测相机114。
31.在一些实施例中,照明灯113位于检测位的下方,检测相机114位于检测位的上方。如此设置,可以充分利用上料输送机构111上方的空间安装检测相机114,便于检测相机114的安装,而照明灯113的尺寸可以设置较小,可以减小对上料输送机构111安装空间的占用,结构更加合理。当然,在其它实施例中,也可以将照明灯113位于检测位的上方,检测相机114位于检测位的下方。
32.在一些实施例中,照明灯113呈沿水平方向延伸的长条状,且照明灯113的长度方向垂直于上料输送机构111的输送方向。具体地,照明灯113为灯条/灯带,照明灯113的长度大于上料输送机构111的宽度,且大于生料硅片的宽度,这样只需要安装一个照明灯113即可,能降低安装难度,便于安装。当然,在其它实施例中,检测位的下方设有多个照明灯113,多个照明灯113上料输送机构111的宽度方向间隔分布。
33.在一些实施例中,上料输送机构111包括第一输送组件115与第二输送组件116,第一输送组件115与第二输送组件116间隔设置,照明灯113安装在第一输送组件115与第二输送组件116之间。具体地, 照明灯113安装在第一输送组件115与第二输送组件116的间隔之间,不需要设置额外的安装位置,而且这种照明灯113的照明方式结构较方便。其中,第一输送组件115和第二输送组件116可以为传送带结构,也可以为传送辊结构。
34.在一些实施例中,太阳能硅片加工设备还包括硅片定位装置50,硅片定位装置50设于加工转盘40的一侧,并位于载料座42从转运机械手30处移动至激光加工装置20处的移动路径上,硅片定位装置50用于检测载料座42上的上料硅片的位置信息。即第一旋转机构41驱动多个载料座42沿逆时针方向转动时,每个载料座42均依次经过转运机械手30处、硅片定位装置50处和激光加工装置20处后,再回到转运机械手30处,如此循环。当第一旋转机构41驱动载料座42移动至硅片定位装置50处时,可以通过硅片定位装置50检测载料座42上的上料硅片的位置信息,以在载料座42转动至激光加工装置20处时,能使得生料硅片与玻璃治具72准确对位配合。其中,硅片定位装置50可以采用ccd视觉定位,也可以采用其它标记定位。当然,在其它实施例中,也可以将硅片定位装置50设置转运机械手30处。
35.生料硅片与玻璃治具72之间定位配合的方式具有多种,例如, 由于玻璃治具72可以重复利用,可以使得每次玻璃治具72移动至激光加工装置20处时的位置恒定,故可以在检测到上料硅片的位置信息后,通过调整载料座42上生料硅片的位置来配合玻璃治具72。具体地,在一实施例中,载料座42包括座体421、校正模块和负压吸盘(参见附图6中标号422
所示结构),负压吸盘通过校正模块安装于座体421,校正模块被配置为根据硅片定位装置50对负压吸盘上生料硅片的位置信息检测结果调整负压吸盘的水平位置。即校正模块可以驱动负压吸盘在水平面上移动,即校正模块至少能够驱动负压吸盘沿第一水平方向(如图7中的x方向)和第二水平方向(如图7中的y方向)运动,第一水平方向与第二水平方向垂直。如此设置,可以独立调节每个载料座42上的生料硅片来配合玻璃治具72,使得玻璃治具72和每个生料硅片移动至激光加工装置20处时都处于相同的位置,便于激光加工装置20进行扫描。而且可以减小转运机械手30将生料硅片放至在载料座42上时的位置要求,能简化转运机械手30的结构,降低成本。当然,在其它实施例中,也可以根据硅片定位装置50检测到的位置信息(载料座42上的上料硅片的位置信息)调整玻璃治具72的位置。
36.在一些实施例中,太阳能硅片加工设备还包括生料回收装置60,生料回收装置60包括第一回收框61和第一机械手62,第一回收框61位于硅片定位装置50远离加工转盘40的一侧,第一机械手62用于将经过破片检测机构112检测且移动至硅片定位装置50处的缺陷生料硅片转移至第一回收框61。
37.具体地,在破片检测机构112对上料输送机构111上的生料硅片检测后,若存在有缺陷的生料硅片,生料硅片同样被转运机械手30移动至载料座42上,当生料硅片移动至硅片定位装置50处时,若该生料硅片存在缺陷,则回收机械手会将该缺陷生料硅片移动至回收框内。而当合格生料硅片移动至硅片定位装置50处时,第一机械手62不工作,合格生料硅片进行正常定位工序。相较在检测位置旁单独设置回收装置的方式,利用硅片定位装置50旁空间设置生料回收装置60,使得生料回收装置60与硅片定位装置50共用部分空间,提升了太阳能加工设备上的空间利用率,使得太阳能加工设备的结构更加紧凑,有利于减小太阳能硅片加工设备的体积。
38.在一些实施例中,第一机械手62包括横移组件621和取料件623,横移组件621间隔设于第一回收框61的上方,并沿第一回收框61指向硅片定位装置50的方向延伸,取料件623安装于横移组件621。具体的,由取料件623对存在缺陷的生料硅片进行取料,然后横移组件621带动取料件623进行移动,将存在缺陷的生料硅片移至第一回收框61的上方,取料件623松开存在缺陷的生料硅片后,存在缺陷的生料硅片落入第一回收框61内,完成回收。另外,在其它实施例中,设置多关节机械手臂,对存在缺陷的生料硅片进行取料回收。
39.在一些实施例中,取料件623为真空吸盘。具体的,真空吸盘利用气压直接吸取硅片的方式,取料较方便、快捷,回收的效率较高。
40.在一些实施例中,横移组件621设有升降机构622,取料件623固定在升降机构622,以通过升降机构622驱动取料件623上下移动。具体的,在取料件623对硅片进行取料之后,升降机构622带动取料件623上升,在回收生料硅片时对加工转盘40进行避位,避免了在回收过程中硅片与加工转盘40的干涉。可选地,升降机构622包括升降气缸,升降气缸的缸体安装在横移组件621,取料件623安装在升降气缸的活塞杆。
41.在一些实施例中,浆料转印装置包括浆料涂布装置80和治具转盘70,治具转盘70包括第二旋转机构71、多个翻转机构73和多个玻璃治具72,第二旋转机构71安装于激光加工装置20和浆料涂布装置80之间,多个翻转机构73安装于第二旋转机构71,并沿第二旋转机构71的周向间隔分布,翻转机构73的轴线沿水平方向延伸,每个翻转机构73均设有一个玻璃治具72,玻璃治具72背向翻转机构73轴线的一面为浆料涂布面,玻璃治具72具有浆料
涂布面朝上的涂布状态和浆料涂布面朝下的转印状态。玻璃治具72用于以涂布状态在浆料涂布装置80处接收浆料后,在激光加工装置20处以转印状态覆盖在生料硅片上方,以通过激光加工装置20将浆料涂布面上的浆料转印至下方的生料硅片上。
42.具体地,第二旋转机构71的旋转轴线沿上下方向延伸,即第二旋转机构71能够驱动多个翻转机构73和玻璃治具72在水平面上围绕第二旋转机构71的旋转轴线运动。当第二旋转机构71驱动玻璃治具72移动至浆料涂布装置80处时,且翻转机构73驱动玻璃治具72翻转至涂布状态时,可以通过浆料涂布装置80在玻璃治具72的浆料涂布面涂设浆料。完成浆料涂设后,由第二旋转机构71驱动玻璃治具72朝激光加工装置20处移动,同时后一玻璃治具72移动至浆料涂布装置80处涂布浆料。而在涂设有浆料的玻璃治具72移动至激光加工装置20处之前,可以先通过翻转机构73驱动玻璃治具72翻转至转印状态,以使玻璃治具72能够以转印状态移动至激光加工装置20处,当玻璃治具72正确覆盖在生料硅片上方时,即可通过激光加工装置20将浆料涂布面上的浆料转印至下方的生料硅片上。而在转印完成后,第二旋转机构71驱动多个玻璃治具72继续转动,使得转印后的玻璃治具72朝浆料涂布装置80处移动,同时后一玻璃治具72移动至激光加工装置20处进行转印,如此重复。
43.其中,玻璃治具72离开激光加工装置20处后,可以在达到浆料涂布装置80处前通过翻转机构73将玻璃治具72翻转至涂布状态,也可以在达到浆料涂布装置80处时再通过翻转机构73将玻璃治具72翻转至涂布状态。
44.如此设置,可以使得通过浆料涂布装置80向玻璃治具72涂布浆料的工序和通过激光加工装置20进行转印的工序同时进行,整个激光转印过程较为连续,可以减小激光加工装置20和浆料涂布装置80的空闲时间,从而能够提升生产效率。而且结构简单,可以降低太阳能硅片加工装置的成本。
45.当然,在其它实施例中,浆料转印装置包括浆料涂布装置80和至少一个六轴机械臂,通过六轴机械臂带动玻璃治具72在所述激光加工装置20和浆料涂布装置80之间移动。
46.在一些实施例中,浆料转印装置还包括治具定位装置90,治具定位装置90位于玻璃治具72从浆料涂布装置80移动至激光加工装置20的路径上,治具定位装置90被配置为对朝激光加工装置20移动的玻璃治具72进行定位,硅片定位装置50被配置为根据治具定位装置90对玻璃治具72的位置信息确定载料座42上的上料硅片位置信息。具体地,治具定位装置90位于玻璃治具72的下方位置,当经过浆料涂布装置80涂设浆料后的玻璃治具72移动至治具定位装置90处之前,可以先通过翻转机构73驱动玻璃治具72翻转至转印状态,以使玻璃治具72能够以转印状态移动至治具定位装置90处,从而可以通过下方的治具定位装置90进行定位,随后玻璃治具72可以直接以转印状态移动至激光加工装置20处。即可以避免玻璃治具72从治具定位装置90处移动至激光加工装置20过程中进行翻转,从而可以避免玻璃治具72从治具定位装置90处移动至激光加工装置20过程中因翻转而导致位置误差增大的情况。
47.一实施例中,在治具定位装置90获得玻璃治具72的位置信息后,硅片定位装置50能根据治具定位装置90对玻璃治具72的位置信息确定载料座42上的上料硅片位置信息,若硅片定位装置50检测到上料硅片位置信息与玻璃治具72的位置信息不对应时,可以通过矫正模块调整生料硅片的位置,直至硅片定位装置50检测到上料硅片位置信息与玻璃治具72的位置信息对应时(即玻璃治具72和生料硅片均移动至激光加工位置处时,玻璃治具72和
生料硅片均处于要求的位置),即可通过第一旋转装置驱动载料座42移动至激光加工装置20处进行转印。当然,在其它实施例中,也可以将治具定位装置90设于玻璃治具72的上方。
48.在一些实施例中,载料座42的数量不少于三个,当加工转盘40旋转至其中一个载料座42位于激光加工装置20处时,转运机械手30处和硅片定位装置50处各具有一个载料座42。如此设置,当加工转盘40旋转至其中一个载料座42位于激光加工装置20处进行转印时,使得一个载料座42位于转运机械手30处进行上料,还有一个载料座42位于硅片定位装置50处,这样使得多个工位同时进行,能够提升加工效率。
49.可选地,载料座42的数量为四个,四个载料座42沿第一旋转机构41的周向均匀间隔分布,转运机械手30、硅片定位装置50和激光加工装置20沿第一旋转机构41的旋转方向依次分布,激光加工装置20和转运机械手30分设于第一旋转机构41的相对两侧,第一旋转机构41背向硅片定位装置50的一侧具有空置位,自激光加工装置20加工的载料座42经过空置位后转移至转运机械手30处,这样载料座42在空置位停留时可以使得熟料硅片上的浆料进行冷却。
50.在一些实施例中,翻转机构73的数量不少于三个,当治具转盘70旋转至其中一个玻璃治具72位于激光加工装置20处时,治具定位装置90处和浆料涂布装置80处各具有一个玻璃治具72。如此设置,当治具转盘70旋转至其中一个玻璃治具72位于激光加工装置20处进行转印时,使得一个玻璃治具72位于浆料涂布装置80处进行涂料,还有一个玻璃治具72位于治具定位装置90处,这样使得多个工位同时进行,能够提升加工效率。
51.可选地,第一旋转机构41设有四个翻转机构73,每个翻转机构73对应设有一个玻璃治具72,四个翻转机构73沿第一旋转机构41的周向均匀间隔分布,治具定位装置90、激光加工装置20和浆料涂布装置80沿第一旋转机构41的旋转方向依次分布,治具定位装置90和浆料涂布装置80分设于第二旋转机构71的相对两侧,第二旋转机构71背向激光加工装置20的一侧具有空位,自浆料涂布装置80离开的玻璃治具72经过空位后转移至治具定位装置90处,这样可以利用空位供玻璃治具72翻转。
52.在一些实施例中,载料座42包括座体421、校正模块和载料盘422,载料盘422通过校正模块安装于座体421,校正模块被配置为根据硅片定位装置50对载料盘422上生料硅片的位置信息检测结果调整载料盘422的水平位置。
53.可选地,校正模块包括至少三个驱动件423,多个驱动件423沿座体421的周向间隔分布,驱动件423铰接于座体421,驱动件423具有推杆,推杆的自由端与载料盘422铰接,其中两个驱动件423分设于座体421的相对两侧,且该两个驱动件423的推杆均沿第一水平方向(如图7中的x方向)延伸,另一个驱动件423的推杆沿第二水平方向(如图7中的y方向)延伸,即任意相对两个驱动件423的推杆大致平行设置。本实施例中,驱动件423的数量为三个,以座体421为矩形为例(座体421可以为八边形或圆形等等),其中两个驱动件423分设于座体421上相对的两个侧边位置,另一个驱动件423位于座体421上其余两个侧边位置中的一处。
54.各驱动件423与座体421的铰接轴线以及个推杆与载料盘422的铰接轴线均沿上下方向延伸,当推杆沿第一水平方向延伸的两个驱动件423朝同一方向运动时,由于另一个驱动件423铰接在座体421和载料盘422之间,该驱动件423能够随载料盘422的移动适应活动,可以避免另一个驱动件423阻碍载料盘422沿第一水平方向运动(甚至在相对载料盘422和
座体421转动的同时可以辅助推动载料盘422沿第一水平方向运动)。而当需要驱动载料盘422沿第二水平方向运动时,可以推杆沿第二水平方向延伸的驱动件423伸出或收缩,即可使载料盘422沿第二水平方向运动,此过程中,即使载料盘422发生偏转,也可以通过另外两个驱动件423的推杆伸/缩来进行校正。如此使得校正模块的结构简单,驱动件423的数量少,且尺寸可以设置较小,具有小型化的优点,可以在载料座42上有限的空间布置,能减小载料座42的尺寸。当然,在其它实施例中,驱动件423的数量也可以为四个(两两相对设置)等等。
55.在一些实施例中,相对设置的两个驱动件423的推杆伸出方向相反设置。如此设置,以驱动载料盘422沿第一水平方向运动为例,通过使得对应两个驱动件423中一个驱动件423的推杆伸出,另一个驱动件423的推杆收缩,从而可以使得载料盘422沿第一水平方向运动;载料盘422沿第二水平方向运动时同理。而当相对两个驱动件423的推杆同时伸出或同时缩回时,即可推动载料盘422正向偏转或反向偏转(偏转轴线沿上下方向延伸)。这样不仅可以驱动载料盘422沿第一水平方向和第二水平方向平移,还能驱动载料盘422进行偏转,从而可以更好地调节生料硅片的位置。而且可以降低转运机械手30将生料硅片放置在载料盘422上使得位置精度要求。
56.当然,在其它实施例中,也可通过在载料盘422上设置定位槽(与生料硅片的形状适配)来避免生料硅片的存在偏转的情况,从而可以仅生料硅片在第一水平方向和第二水平方向上的位置。另外,其它实施例中,校正模块包括旋转模块和第一水平移动模块和第二水平移动模块,旋转模块安装于座体421,第一水平移动模块安装于旋转模块,第二水平移动模块安装于第一水平移动模块,载料盘422安装于第二水平移动模块,第二水平移动模块的移动方向与第一水平移动模块的移动方向垂直,旋转模块的旋转轴线沿上下方向延伸。
57.可选地,驱动件423为气缸,这样可以使得驱动件423的尺寸较小,能进一步减小载料座42的尺寸。或者驱动件423为电缸,电缸即电动缸。
58.在一些实施例中,座体421设有安装槽8421,校正模块安装于安装槽8421内。其中,可以将载料盘422整体设置在座体421的上方,或者使得载料盘422的盘体部分设于座体421的上方,连接驱动件423的部分位于安装槽8421内,且与安装槽8421的槽壁间隔。通过安装槽8421的设置,可以避免校正模块暴露在外,可以有效保护校正模块。
59.可选地,载料盘422设有抽气通道和连通抽气通道的多个抽吸口,多个抽吸口均位于载料盘422背离支撑座的一侧。即载料盘422为负压吸盘,使用时,抽气通道与负压发生 (例如真空泵)连接,以在抽吸口处产生负压,在将生料硅片放至载料盘422上时,可以将生料硅片吸附在载料盘422上,避免移动或者校正过程中生料硅片移位甚至掉落的情况。
60.在一些实施例中,翻转机构73远离旋转机构的一端设有连接件74,连接件74沿垂直于翻转机构73轴线的方向延伸,并延伸至翻转机构73的外侧,每个连接件74的自由端均设有一个玻璃治具72,在涂布状态,浆料涂布面高于翻转机构73的上侧面。如此设置,在浆料涂布装置80对玻璃治具72的浆料涂布面涂布银浆作业时,翻转机构73会位于玻璃治具72的下侧,避免翻转机构73凸出于浆料涂布面,从而能够降低浆料涂布装置80进行涂布工作时与翻转机构73相互干涉的情况发生,以使浆料涂布装置80能够顺利的将浆料涂布至玻璃治具72的浆料涂布面上。
61.在一些实施例中,下料装置12包括下料输送机构121、熟料检测机构122和熟料回
收装置123,下料输送机构121设于转运机械手30的一侧,熟料检测机构122设于下料输送机构121的输送路径上,并朝向下料输送机构121设置,熟料检测机构122用于对下料输送机构121的输送路径上的熟料硅片进行检测;熟料回收装置123包括第二回收框124和第二机械手125,第二回收框124位于下料输送机构121的一侧,并位于熟料检测机构122的下游位置,第二机械手125用于将下料输送机构121上的缺陷熟料硅片转移至第二回收框124。具体地,转运机械手30将载料座42上的熟料硅片移动至下料输送机构121上后,下料输送机构121输送熟料硅片移动时,使得熟料硅片经过熟料检测机构122,从而可以通过熟料检测机构122对熟料硅片进行检测,检测熟料硅片是否存在裂纹或者栅线断裂等等缺陷,若熟料硅片存在缺陷,在移动至第二机械手125处时,可通过第二机械手125将缺陷熟料硅片转移至第二回收框124,避免缺陷产品进入下一制造工序。本实施例中,熟料检测机构122采用ccd工业相机进行检测。第二机械手125的结构可以参照第一机械手62的结构,在此不再一一赘述。
62.一些实施例中,转运机械手30包括第三旋转机构31和两个取料机械手32,第三旋转机构31位于上料装置11和下料装置12之间,两个取料机械手32之间相对固定地安装于第三旋转机构31,两个取料机械手32呈夹角设置,且均沿水平方向延伸,第三旋转机构31安装于机体10,并用于驱动两个取料机械手32同步转动,以使其中一个取料机械手32将载料座42上经过激光加工装置20加工后的熟料硅片移动至下料装置12的同时,另一个取料机械手32将上料装置11上的生料硅片移动至取下熟料硅片后空置的载料座42上。
63.具体的,第三旋转机构31能够驱动两个取料机械手32同步转动,其中一个取料机械手32移动至熟料硅片处时,另一个取料机械手32处于上料输送装置上的生料硅片处,从而使得两个取料机械手32分别拿取生料硅片和熟料硅片,并在旋转机构驱动两个取料机械手32同步转动,使得拿取熟料硅片的取料机械手32移动至下料输送机构121处卸料时,拿取生料硅片的取料机械手32移动至加工位中已取下熟料硅片后的位置处卸料。这样通过转运机械手30同时移动生料硅片和熟料硅片的方式,可以提升搬运硅片的效率,从而能提升太阳能硅片的生产效率。
64.在一些实施例中,上料装置11和下料装置12位于机体10的同一侧边位置,并沿同一直线延伸设置。这样可以充分利用机体10的侧边位置安装上料装置11、下料装置12和转运机械手30,能提升空间利用率,使得太阳能加工设备的结构更加紧凑。
65.可选地,两个取料机械手32的支撑臂连接为一体,例如一体成型设置,这样便于将两个取料机械手32安装在第三旋转机构31。
66.第一旋转机构41、第二旋转机构71和第三旋转机构31可以采用电机驱动,也可以采用旋转气缸驱动,本发明对此不作限定。
67.在一些实施例中,激光转印装置包括治具转移装置和浆料涂布装置80,治具转移装置可活动地安装于机体10,治具转移装置用于带动玻璃治具72在浆料涂布装置80和激光加工装置20之间移动。机体10设有加工位和浆料涂布位,激光加工装置20设于加工位处。一实施例中,治具转移装置包括上述治具转盘70。
68.在一些实施例中,浆料涂布装置80包括安装于机体10的安装架81、横设于安装架81的横移模块82和安装于横移模块82的涂布机构84,涂布机构84位于浆料涂布位,涂布机构84设有两个刮刀841,两个刮刀841在横移模块82的延伸方向间隔分布,且两个刮刀841相互朝向倾斜设置,即在朝下的方向上,两个刮刀841逐渐两者之间的位置倾斜延伸,每个刮
刀841的末端均设有朝侧向凸起的刮涂部8412,浆料涂布装置80用于通过刮刀841的刮涂部8412将浆料涂布在玻璃治具72上。
69.激光加工装置20设于加工位处,在治具转移装置(治具转盘70)将涂布浆料的玻璃治具72移动至加工位的硅片上方时,激光加工装置20用于将玻璃治具72上的浆料成型到加工位的硅片上。
70.具体地,浆料可以为银浆或铝浆等等。在加工时,在将生料硅片移动至加工位处,生料硅片位于激光加工装置20的激光头下方。在生料硅片移动的过程中,可以同时通过治具转移装置将玻璃治具72移动至涂布机构84下方,再通过涂布机构84将浆料注到刮刀841前方的玻璃治具72上,随后横移模块82驱动刮刀841在玻璃治具72上移动。在两个刮刀841移动过程中,可以利用前刮刀841将浆料刮填到玻璃治具72上的沟槽中,利用后刮刀841将玻璃治具72上其他位置的浆料铲除干净,并修复沟槽中浆料的表面平整度,使沟槽中的浆料饱满且平整。
71.玻璃治具72上涂布浆料后,治具转移装置能够将玻璃治具72移动至加工位,使得玻璃治具72上涂布有浆料的表面朝下,并与下方的生料硅片对应,在激光加工装置20发出的激光照射下,可以使得玻璃治具72上的浆料转移印刷到生料硅片上,完成太阳能电池基板的栅线制备。
72.通过在涂布机构84设有两个刮刀841,两个刮刀841在横移模块82的延伸方向间隔分布,且两个刮刀841相互朝向倾斜设置,每个刮刀841的末端均设有朝侧向凸起的刮涂部8412,这样可以使得刮涂部8412的尺寸较大,在刮涂浆料时,使得刮刀841更好地接触玻璃治具72,避免刮刀841末端在刮料过程中变形的情况,使得前刮刀841可以更好地浆料刮填到玻璃治具72上的沟槽中,后刮刀841更好地将玻璃治具72上其他位置的浆料铲除干净,并修复沟槽中浆料的表面平整度,使沟槽中的浆料饱满且平整,能提升浆料涂布质量,有利于提升太阳能电池基板的栅线质量。当然,在其它实施例中,也可以将刮刀841的末端设置为尖端结构或圆柱面结构。
73.在一些实施例中,涂布机构84包括刀座842,刮刀841还包括板体部8411,板体部8411安装于刀座842,刮涂部8412设于板体部8411的下侧,刮涂部8412的厚度大于板体的厚度。具体地,刀座842安装于横移模块82,板体部8411呈板状,并作为固定结构固定在刀座842,刮涂部8412为接触玻璃治具72的部分,如此设置,在使得板体部8411较薄便于安装的同时,结构强度也较高,使得刮涂部8412在刮涂过程中比较稳定,有利于提升刮涂效果。当然,在其它实施例中,刮刀841包括连接杆,刮刀841通过连接杆安装在刀座842。
74.在一些实施例中,刮涂部8412远离板体部8411的一侧具有两个棱角,两个棱角均沿刮涂部8412的长度方向延伸,且两个棱角呈对称设置。具体地,刮涂部8412大致呈长方体设置,在刮涂浆料时,其中一个棱角处接触玻璃治具72,通过设置对此的两个棱角,在安装时可以通过任意一个棱角来刮涂浆料,避免需要区分正反的情况,而且当其中一个棱角磨损严重后,可以更换安装位置,使得另一个棱角来刮涂浆料。当然,在其它实施例中,也可以将刮涂部8412连接板体部8411的部分设置呈弧面结构。另外,在其它实施例中,还可以将刮涂部8412远离板体部8411的一侧设置呈圆柱面结构。
75.在一些实施例中,刮涂部8412与板体部8411分体成型,并通过装配在一起,刮涂部8412的材质为橡胶。即刮涂部8412与板体部8411单独成型,通过组装形成刮刀841,这样可
以采用强度较高的材质制成板体部8411,以保证板体部8411的结构强度较高,降低板体部8411变形甚至损坏的风险。而刮涂部8412可以采用橡胶或硅胶等较软材质制成,降低刮涂部8412与玻璃治具72因刚性接触而导致玻璃治具72损坏的风险。当然,在其它实施例中,刮涂部8412与板体部8411一体成型,通过在板体部8411设置加强筋来提升板体部8411的结构强度。
76.在一些实施例中,刀座842设有装配槽、中轴孔和两个螺纹孔,中轴孔沿装配槽的宽度方向贯穿装配槽相对的两个槽侧壁,两个螺纹孔均贯穿装配槽的槽底壁,并分设于中轴孔的相对两侧;板体部8411可活动地安装于装配槽,板体部8411设有与安装孔对应的过孔;涂布机构84还包括限位件846以及两个螺纹件847,限位件846安装于中轴孔和过孔,每个螺纹件847对应安装于一个螺纹孔,并伸入装配槽内与板体部8411背离刮涂部8412的一侧抵接。具体地,板体部8411安装于装配槽内,且通过限位件846安装于中轴孔和过孔时,板体部8411能够以限位件846为轴在装配槽内摆动,而在将螺纹件847装入螺纹孔内,并使得中轴孔两侧的螺纹件847均抵接于板体部8411背离刮涂部8412的一侧时,可以限制板体部8411摆动,从而实现板体部8411的固定。在安装时,可以根据需要调节刮涂部8412的倾斜角度,通常需要调整刮涂部8412处于水平状态,以保证刮涂部8412各个位置均接触到玻璃治具72,避免刮涂部8412一端与玻璃治具72接触时,另一端与玻璃治具72间隔的情况。这样即能方便调整刮刀841的状态,也使得涂布机构84的结构简单。其中,限位件846可以为螺钉或螺栓,也可以为插销。
77.在一些实施例中,涂布机构84包括两个刀座842,每个刮刀841对应安装于一个刀座842。如此设置,使得每个刮刀841的状态均可以独立调节,便于根据每个刮刀841的实际需要进行调整。当然,在其它实施例中,也可以将两个刮刀841安装于同一个刀座842。
78.在一些实施例中,涂布机构84还包括固定座843和连接轴844,固定座843安装于横移模块82,连接轴844安装于固定座843,并沿刮涂部8412的长度方向延伸,刀座842通过锁紧套845安装于连接轴844,以使刮刀841的倾角可调。具体地,连接轴844的延伸方向垂直于上下方向和横移模块82的延伸方向,在将锁紧套845松开后,刀座842可以通过锁紧套845围绕连接轴844转动,从而可以调整刮刀841的倾斜状态。这样便于使用过程中根据实际需要调整刮刀841的倾角,以使刮刀841处于较好的状态进行刮料。
79.在一些实施例中,涂布机构84还包括升降组件848,升降组件848安装于固定座843,并与连接轴844连接。即可以通过升降组件848驱动连接轴844、刀座842和刮刀841升降,这样在刮浆料后,可以通过升降组件848带动刮刀841上升,避免玻璃治具72离开浆料涂布装置80处时与刮刀841接触。其中,升降组件848可以采用气缸或电机驱动。
80.在一些实施例中,安装架81上设有升降模块811,横移模块82安装于升降模块811。这样可以通过升降模块811驱动横移模块82和整个涂布机构84上下移动,以实现涂布机构84快速靠近或远离玻璃治具72,再通过升降组件848对刮刀841的高度进行微调,使得刮刀841与玻璃治具72准确配合,既能提升涂浆效率,也能提升涂浆质量。
81.在一些实施例中,横移模块82通过固定架83安装于升降模块811,浆料涂布装置80还包括隔板85,隔板85固定于固定架83,并位于涂布机构84下方,隔板85设有刮涂避让孔851,刮涂避让孔851与玻璃治具72上待涂布区域对应,刮刀841通过刮涂避让孔851将浆料涂布在玻璃治具72。即在玻璃治具72移动至隔板85下方时,升降模块811驱动隔板85向下移
动,使得玻璃治具72上的待涂布区域从刮涂避让孔851显露,而隔板85将玻璃治具72的其余部分与刮刀841隔开,这样在刮涂浆料时,可以避免刮刀841将浆料涂抹到玻璃治具72上待涂布区域之外的位置,能提升涂浆质量,而且多余的浆料会留在隔板85上方,便于回收。
82.在一些实施例中,固定架83设有固定板831,固定板831位于涂布机构84的下方,并设有让位孔832,固定板831的下侧且在让位孔832的相对两侧均设有至少两个限位块833,限位块833与固定板831之间形成安装空间,隔板85的侧边部分安装于安装空间内,限位块833设有第一调节螺钉834,第一调节螺钉834抵接于隔板85的侧边,固定板831设有第二调节螺钉835,第二调节螺钉835抵接于隔板85的上表面。具体地,隔板85两侧的限位块833均设有至少两个第一调节螺钉834,通过隔板85两侧的第一调节螺钉834共同抵接隔板85,在通过第二调节螺钉835抵接隔板85上表面,即可以将隔板85固定。而在松开第一调节螺钉834和第二调节螺钉835后,可以调节隔板85沿刮涂部8412的长度方向上的位置,通过调节两侧限位块833上的第一调节螺钉834,可以调节隔板85沿横移模块82长度方向上的位置,从而可以根据玻璃治具72上的待涂布区域调节隔板85的位置,保证待涂布区域与刮涂避让孔851精准对位。这样调节结构简单,且便于操作。
83.以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。