1.本发明涉及光学领域,更进一步地涉及一种衍射光学元件及其压制成型模具和制造方法。
背景技术:
2.衍射光学元件的英文名称为diffractive optical elements,简称doe,通常用于激光整形。衍射光学元件是利用衍射光学原理设计的一种光学元件,通常对特定波长的入射激光,设计表面微纳结构,对激光的能量和相位进行调配,达到所需要的输出光斑。衍射光学元件的类型主要包括,光束整形doe,焦点控制doe,分束doe和各种衍射元件的配件。
3.在制造doe元件时,先需要通过doe光学系统设计doe的加工参数,在设计完成后,输出图纸进行doe加工,根据不同的材料要求,doe加工方式会不同:
4.一些厂家使用的doe是纯石英材料,在石英晶元表面直接刻蚀形成,此类doe光学效果好,性能稳定,但是成本相对较高。用类似工艺也可直接刻蚀硅、蓝宝石作为doe。
5.另一些厂家使用的doe主要是polymer on glass材料的,doe的光学微结构是在微米级厚度树脂层,通过纳米压印在玻璃基底上形成完整器件。这种方式需要先加工出纳米压印所需母板,加工方式主要是半导体光刻工艺,直接加工出6、8、12寸晶圆作为母板,然后复制。此类型doe性能良好,价格适中,但是由于树脂材料层1p和玻璃层1p是两种不同的材料,且形成两层结构,参考图1,因此在使用的过程中容易出现树脂层1p和玻璃层1p相互脱离的现象。在常见的电子消费品所必须的冷热冲击实验后,会发现存在一定概率的两层物质脱层现象。由于玻璃易碎的特点,考虑到一些应用场景的人眼安全风险,需要能够对玻璃碎裂加以识别,增加相应的传感器,模组端和终端产品的成本大大增加。
6.国外doe的主要厂商主要使用注塑工艺生产doe,材质为纯树脂,如pmma、pc等,这种类型的doe价格低,性能稳定性相对较差。
7.另一些扩散板利用传统注塑工艺,以热塑型材料作为原料,注塑一体成型。该技术的缺点热塑性材料的流动性差,导致对于doe衍射结构复制存在较大的问题,结构越精细,注塑越困难,复制能力差。例如存在以下问题:
8.熔融状态树脂在模具中流动时温度逐渐下降,导致成型困难;
9.模具表面微结构中,尤其是深孔中有残留空气;
10.冷却过程中的收缩和收缩的不均匀性;
11.冷却固化过程中保型压力不足;
12.材料在高温成型,冷却后的形貌与设计差距较大,对于前端二维结构的模具结构设计补偿较容易,而前端三维形貌的模具设计补偿存在较大困难。
技术实现要素:
13.本发明的一个优势在于提供一种衍射光学元件及其压制成型模具和制造方法,其通过一体压制的方式形成衍射光学元件,不需要二次结合地形成玻璃层和树脂层。
14.本发明的一个优势在于提供一种衍射光学元件及其压制成型模具和制造方法,其采用开放式的一体压制,方便在压制的过程中排出模具和成型材料之间的空气,避免在衍射光学元件中出现孔隙而影响光学性能。
15.本发明的一个优势在于提供一种衍射光学元件及其压制成型模具和制造方法,其采用热固化型树脂在较低温度下成型,不需要如热塑性材料的高温注塑成型,产品的热膨胀小,与设计结构的差异较小。
16.本发明的一个优势在于提供一种衍射光学元件及其压制成型模具和制造方法,其中采用热固化型树脂热固化成型,制造过程工艺条件和设备简单。
17.本发明的一个优势在于提供一种衍射光学元件及其压制成型模具和制造方法,其中所述衍射光学元件整体由热固化型树脂形成,韧性较好,不易碎裂。
18.本发明的一个优势在于提供一种衍射光学元件及其压制成型模具和制造方法,其中所述衍射光学元件整体由热固化型树脂形成,材料整体成本比在玻璃上压印的成本更低。
19.本发明的一个优势在于提供一种衍射光学元件及其压制成型模具和制造方法,其由于不易碎裂,作为模组中的光学器件,模组中不需要增加额外的感知碎裂的传感装置,降低了模组端和终端产品的成本。
20.本发明的一个优势在于提供一种衍射光学元件及其压制成型模具和制造方法,其采用纳米一体压制的方式,实现微纳结构的复制,结构还原能力强。
21.为了实现以上至少一优势,本发明的一个方面提供一种衍射光学元件,其包括:
22.衍射结构部分,所述衍射结构部分具有至少一衍射结构单元,所述衍射结构单元通过表面压制的方式形成;和
23.基底部分,所述衍射结构部分和所述基底部分通过热固化型树脂材料在常温状态被一体压制一次成型后被加热固化得到。
24.根据一个实施例所述的衍射光学元件,所述衍射结构部分包括第一衍射结构部分和第二衍射结构部分,其中所述第一衍射结构部分所包括的各衍射结构单元的表面形态相同,所述第二衍射结构部分所包括的各衍射结构单元的表面形态相同,且所述第一衍射结构部分所包括的衍射结构单元与所述第二衍射结构部分所包括的衍射结构单元的表面形态不同。
25.根据一个实施例所述的衍射光学元件,所述第二衍射结构部分环绕所述第一衍射结构部分;或者,所述第二衍射结构部分位于所述第一衍射结构部分的两侧。
26.本发明的另一方面提供一种衍射光学元件的制造方法,其包括步骤:
27.(a)提供一上模具和一下模具,以所述上模具的朝向所述下模具的一侧为所述上模具的内表面,所述上模具的内表面设置有与所述衍射光学元件的衍射结构部分相匹配的结构形态;
28.(b)在所述下模具预定位置设置一成型材料,并将所述上模具和所述下模具相对设置;以及
29.(c)控制所述上模具和所述下模具之间的距离,通过所述上模具和所述下模具一次压制所述热固化型树脂材料成型后,通过加热固化的方式得到所述衍射光学元件,使所述衍射光学元件具有与所述上模具的内表面相匹配的所述衍射结构部分和与所述衍射结
构部分一体成型的所述基底部分。
30.根据一个实施例所述的制造方法,其中在所述步骤(c)中,压制所述热固化型树脂材料的压力范围为常压至30bar,通过气体增压或者液压的方式控制所述上模具和所述下模具压制所述热固化型树脂材料时的压力均匀性;热固化所述热固化型树脂材料的温度范围为室温至200℃。
31.根据一个实施例所述的制造方法,其中所述步骤(a)中,还包括所述上模具的制造步骤:
32.(a1)根据所述衍射光学元件的应用场景的光场分布,计算出对应的补偿相位;
33.(a2)将所述补偿相位压缩成衍射相位分布;
34.(a3)按照所述衍射相位分布制作母板;以及
35.(a4)通过所述母板翻模成所述上模具,则所述上模具包括模腔并于所述模腔的内壁形成有在结构形态上与所述母板上的衍射相位分布相互补的成型单元,对应以所述模腔的内壁为所述上模具的所述内表面而使得所述上模具的所述内表面具有与所述衍射光学元件的衍射结构部分相匹配的结构形态。
36.本发明的另一方面提供一种衍射光学元件的压制成型模具,其包括上模具和下模具,其中:
37.以所述上模具的朝向所述下模具的一侧为所述上模具的内表面,和以所述下模具的朝向所述上模具的一侧为所述下模具的内表面,所述上模具的内表面具有与所述匀光元件的衍射结构部分相匹配的结构形态;在成型时,所述上模具的内表面和所述下模具的内表面相对设置,所述下模具上设置有热固化型树脂材料,控制所述上模具和所述下模具相互靠近以压制所述热固化型树脂材料一次形成所述衍射光学元件的所述衍射结构部分和所述基底部分。
38.根据一个实施例所述的压制成型模具,所述上模具包括模腔并于所述模腔的内壁形成有在结构形态上与所述衍射光学元件的衍射相位分布相互补的成型单元,对应以所述模腔的内壁为所述上模具的所述内表面而使得所述上模具的所述内表面具有与所述衍射光学元件的衍射结构部分相匹配的结构形态
39.根据一个实施例所述的压制成型模具,其中所述上模具和所述下模具是开放合模。
40.根据一个实施例所述的压制成型模具,所述上模具和所述下模具是非透明模具。
附图说明
41.图1是现有技术的一种doe示意图。
42.图2a是根据本发明的第一个实施例的衍射光学元件的剖视示意图。
43.图2b是图2a中a位置的局部放大图。
44.图3是根据本发明的第一个实施例的衍射光学元件的制造模具示意图。
45.图4a-4f是根据本发明的第一个实施例的衍射光学元件的制造过程示意图。
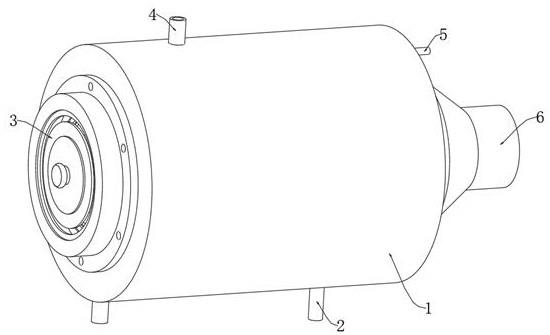
46.图5是根据本发明的第二个实施的衍射光学元件的侧视示意图。
47.图6是根据本发明的第二个实施例的衍射光学元件的制造过程示意图。
具体实施方式
48.以下描述用于揭露本发明以使本领域技术人员能够实现本发明。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。在以下描述中界定的本发明的基本原理可以应用于其他实施方案、变形方案、改进方案、等同方案以及没有背离本发明的精神和范围的其他技术方案。
49.本领域技术人员应理解的是,在本发明的揭露中,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系是基于附图所示的方位或位置关系,其仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此上述术语不能理解为对本发明的限制。
50.可以理解的是,术语“一”应理解为“至少一”或“一个或多个”,即在一个实施例中,一个元件的数量可以为一个,而在另外的实施例中,该元件的数量可以为多个,术语“一”不能理解为对数量的限制。
51.对“一个实施例”、“实施例”、“示例实施例”、“各种实施例”、“一些实施例”等的引用指示这样的描述本发明的实施例可包括特定特征、结构或特性,但是不是每个实施例必须包括该特征、结构或特性。此外,一些实施例可具有对其它实施例的描述的特征中的一些、全部或没有这样的特征。
52.图2a是根据本发明的第一个实施例的光学扩散元件的剖视示意图。图2b是图2a中a位置的局部放大图。图3是根据本发明的第一个实施例的光学扩散元件的制造模具示意图。图4a-4f是根据本发明的第一个实施例的光学扩散元件的制造过程示意图。
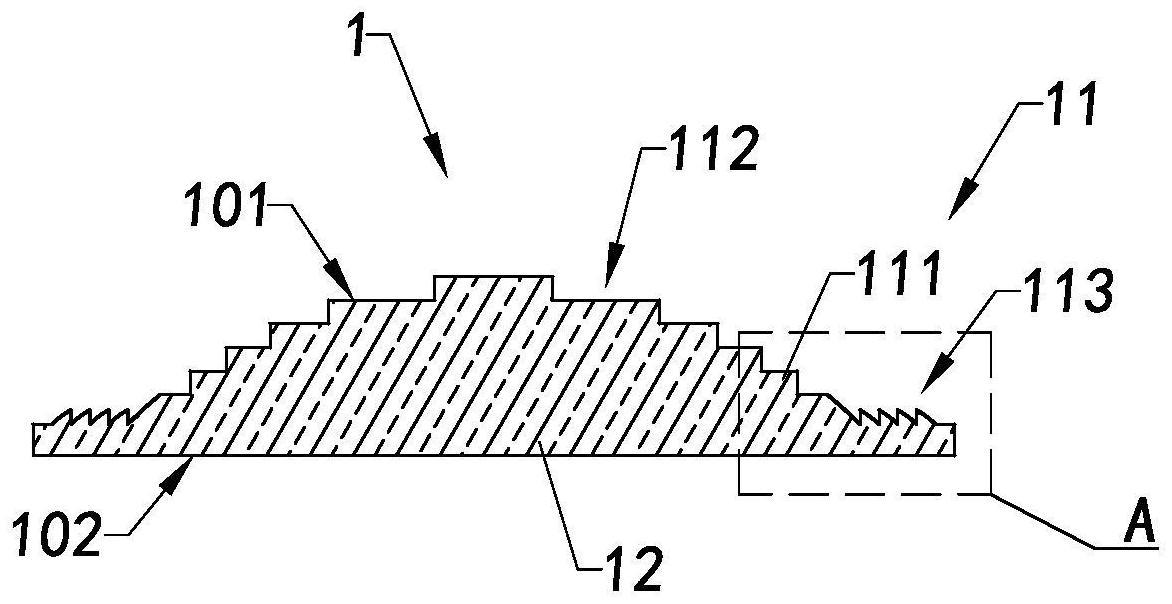
53.参考图2至图4f,本发明提供一衍射光学元件1,所述衍射光学元件1包括一衍射结构部分11和一基底部分12,所述衍射结构部分11和所述基底部分12通过一体压制成型的方式一次形成。也就是说,所述基底部分12和所述衍射结构部分11一次工艺中共同形成。所述衍射光学元件1基于光学衍射原理对入射光线进行调制。举例地但不限于,对入射光线进行光束整形,形成预定形状的光线分布,对激光的能量和相位进行调配。入射光线优选为激光。
54.所述衍射光学元件1具有一上表面101和一下表面102,所述上表面101由所述衍射结构部分11形成,所述下表面102由所述基底部分12形成。
55.在本发明的一个实施例中,所述衍射光学元件1的上表面101为凹凸结构,所述下表面102为大致平面结构。
56.在工作的过程中,入射光线经过所述衍射光学元件1的所述衍射结构部分11和所述基底部分12的衍射作用形成预定要求的出射光。所述衍射结构部分11是光线入射的一面,所述基底部分12是光线出射的一面。
57.所述衍射光学元件1的所述衍射结构部分11包括至少一衍射结构单元111,多个所述衍射结构单元111连续分布形成所述衍射光学元件1的上表面101。也就是说,所述衍射光学元件1的上表面101的凹凸形状由各所述衍射结构单元111的形状决定,更具体地,由所述衍射光学元件1的光学设计系统的设计结构决定,举例地但不限于,台阶形状、锯齿形状。在本发明的一个实施例中,所述衍射结构单元111的形状为大致台阶结构,在本发明的其它实施例中,所述衍射结构单元111的形状为凹梯形、凹三角形等,本发明在这方面并不限制。各
个所述衍射结构单元111的形状可以相同或者不同。
58.优选地,所述衍射光学元件1由热固化型成型材料3形成,也就是说,一方面,所述衍射光学元件1的所述基底部分12和所述衍射结构部分11在结构上是一体结构,且两者是由同种材料构成,因此能更好地解决现有两层结构的不同材料的结合出现的脱层问题;另一方面,由于热固化型材料是常温液态或者半固态,即常温处于可变形的状态,而加热或者升温固化,因此压制成型温度较低,且加热固化温度较低,整个加工过程没有剧烈的温差变化,因此所述衍射光学元件1的柔韧性更好。这些相对于热塑性材料构成的扩散板的注塑成型过程是两种不同工艺过程。
59.优选地,所述衍射光学元件1由热固化型树脂胶材料形成。热固化树脂适用于不适合uv固化的光学材料。
60.所述衍射光学元件1的所述衍射结构部分11包括一第一衍射结构部分112和一第二衍射结构部分113,所述第一衍射结构部分112凸出于所述第二衍射结构部分113。所述第一衍射结构部分112和所述第二衍射结构部分113的表面的至少一部分形成所述衍射结构单元111。
61.进一步,所述第二衍射结构部分113环绕于所述第一衍射结构部分112。
62.特别地,在本发明的这个实施例中,所述第一衍射结构部分112所包括的各衍射结构单元111的表面形态相同(包括同样呈台阶状但具有不同阶高和/或阶宽的表面形态),所述第二衍射结构部分113所包括的各衍射结构单元111的表面形态相同,所述第一衍射结构部分112所包括的衍射结构单元111与所述第二衍射结构部分113所包括的衍射结构单元111的表面形态不同。
63.进一步,参考图3-4f,本发明提供一压制成型模具2,所述衍射光学元件1通过所述压制成型模具2一体压制成型。所述一体压制成型模具2包括一上模具21和一下模具22,所述上模具21用于形成所述衍射结构部分11,所述下模具22用于形成所述基底部分12。在成型时,所述上模具21和所述下模具22之间形成一成型空间201。
64.在成型时,所述成型材料3被放置于所述上模具21和所述下模具22之间,而后压制所述上模具21和/或所述下模具22,由所述成型材料3一次形成所述衍射光学元件1,即一次形成所述衍射结构部分11和所述基底部分12。根据本发明的一个实施例,所述成型材料3是热固化型树脂材料。也就是说,所述成型材料3在较低温度下成型,而在相对较高温度或者说加热状态下固化。值得一提的是,传统的热塑型材料需要在较高温度加热融化,并且被送入封闭的模具中冷却成型,需要经过较高的加热温度,以及相对较大的温差变化,因此制造产品会产生较大的热膨胀,其成品与理论的设计结构差异较大。而本发明的实施例中,采用热固性树脂材料,在较低加热温度下可以成型,并且加热固化的温度也相对较低,温差较小,因此形成的所述衍射光学元件1的热膨胀较小,更符合初始的设计结构,也就是说,提高实际产品光学性能的精确性。且在制造的过程中不需要使用高温,因此制作过程的能源消耗较低。根据本发明的一个实施例,加热方式为烘箱或热板加热,温度45℃-150℃,与热塑性料材料相比,热固化材料一单热固化成型,不容易融化,而不是像热塑材料容易再次融化。
65.还值得一提的是,所述衍射光学元件1的整体都是由热固型材料构成,因此整体的韧性较好,不存在不同类型材料的分层结构,不易碎裂。从整体成本来说,热固化型材料的
成本低于玻璃上压印制造的成本。此外,在背光模组的制造中,由于所述衍射光学元件1不易碎裂,所述衍射光学元件1作为模组中的光学器件,模组中不需要增加额外的感知碎裂的传感装置,降低了模组端和终端产品的成本。
66.根据本发明的实施例,所述上模具21和所述下模具22以开放的方式压制成型,也就是说,所述上模具21和所述下模具22在压制成型时,不会形成封闭的空间,从而使得压制的成型材料3和模具之间的空气能够被及时地排出,避免在成型的所述衍射光学元件1内部形成空气孔隙,避免影响光学性能。
67.所述上模具21具有一内表面2101和一外表面2102,所述内表面2101用于形成所述衍射光学元件1的上表面101,即,形成所述衍射结构部分11的表面,所述外表面2102用于进出操作,比如进行压制操作。
68.所述上模具的内表面2101具有至少一成型单元211,所述成型单元211对应所述衍射光学元件1的所述衍射结构单元111。多个所述成型单元211连续分布形成所述上模具的内表面2101。也就是说,所述上模具的内表面2101的形状由各所述成型单元211决定。
69.所述上模具的内表面2101的构造与所述衍射结构部分的性能相关,也就是说,根据所述衍射结构部分的光学扩展性能需求的设计所述内表面的形状,也就是说,所述衍射光学元件1的上表面101的凹凸形状由各所述衍射结构单元111的形状决定,由此成型单元211和所述衍射结构单元111之间形成对应关系。在本发明的一个实施例中,所述衍射结构单元111的形状为大致凹凸结构或者多级台阶,相应地,所述成型单元211的形状为大致凸凹结构或者多级凹槽台阶。在本发明的其它实施例中,所述衍射结构单元111的形状为凹梯形、凹三角形等,相应地,所述成型单元211的形状为凸梯形、凸三角形、锯齿形状等,本发明在这方面并不限制。各个所述成型单元211的形状可以相同或者不同。
70.值得一提的是,在本发明的一个实施例中,所述上模具的内表面2101的成型单元211能够实现纳米设计,也就是说,将成型表面的精度控制于纳米级,因此形成的所述衍射光学元件1的衍射结构单元111能够实现更好的微纳结构的复制,结构还原能力强。在一个实施例中,通过模具复制工艺来控制模具的纳米精度。
71.进一步,所述上模具21的内表面2101具有一第一衍射结构成型区212和一第二衍射结构成型区213,所述第一衍射结构成型区212用于形成所述衍射光学元件1的所述第一衍射结构部分112,所述第二衍射结构成型区213用于形成所述衍射光学元件1的所述第二衍射结构部分113,所述第一衍射结构成型区212和所述第二衍射结构成型区213至少一部分具有所述成型单元211,也就是说,所述第一衍射结构成型区212和/或所述第二衍射结构成型区213至少一部分表面具有凹凸或者锯齿结构。所述第一衍射结构成型区212向内凹陷形成一曲形空间2120,当所述上模具21与所述下模具22合模时,所述曲形空间2120连通外部,也就是说,在成型的过程中,所述曲形空间2120的空气能够向外排出。
72.所述下模具22的外表面2202是一大致平面结构,方便施加均匀的作用力。
73.所述下模具22具有一内表面2201和一外表面2202,所述下模具的内表面2201用于形成所述基底部分12的表面,所述下模具的外表面2202用于进行放置或者压制操作。也就是说,在成型时,所述下模具22可以被放置于一工作平台,操作所述上模具21靠近所述下模具22,也可以分别操作所述上模具21和所述下模具22相互靠近进行压制成型。
74.在本发明的这个实施例中,所述下模具22的上表面101和下表面102都是大致平面
结构,也就是说,所述下模具22可以是板型,从而形成表面平整的所述基底部分12。
75.在一个实施中,所述上模具21的平面尺寸大于所述下模具22的尺寸,也就是说,所述压制成型模具1整体呈上大下小的结构。举例地,在成型时,所述下模具22被定位于一工作平台,所述上模具21被控制地开合于所述下模具22。并且在施加压力时,向所述上模具21施压压力压制形成所述衍射光学元件1。由于所述上模具21具有较大的尺寸,因此具备较大的控制操作面,并且通过控制所述上模具21和所述下模具22之间的间隙以及受力来控制压合的力度以及形成的所述衍射光学元件1的具体形态,比如所述衍射光学元件1的所述衍射结构部分11和所述基底部分21各自占的比例。由于所述下模具22被定位于工作平台,因此秩序要控制所述上模具21的平行度和高度位置就可以控制形成的所述衍射光学元件1的形态。当然,在本发明的其它实施例中,也可以分别控制所述上模具21和所述下模具22。
76.优选地,所述上模具21和所述下模具22是开放合模,也就是说,所述上模具21和所述下模具22之间的所述成型空间201不是封闭空间。
77.值得一提的是,如前所述,在本发明的实施例中,所述衍射光学元件1是通过所述压制成型模具2一体压制形成,因此能够借助所述压制成型模具2的成型面的设计来精确地控制所述衍射光学元件1的衍射结构部分11的表面形状变化,并且基于各个微结构之间的光学作用及时调整多个所述衍射结构单元111的形状与布局。进一步地,根据本发明的实施例,所述压制成型模具2的所述上模具21和所述下模具22都是大致平面延伸的板状结构,也就是说,各自独立,且表面是大致平面,因此表面构型的可控性较好,相应地,能够更好地实现不同设计形状的所述衍射光学元件1的所述衍射结构部分11的表面。
78.还值得一题的是,在现有技术中制造的doe,其容易在内部残留气泡,比如,注塑形成的doe,而如果在衍射结构部分残留气泡,则入射光容易因气泡而被散射,所以doe的衍射光学特性会严重下降,比如,如果入射光被散射,会引起光斑、产生重影或者对比度下降等问题。此外,如果入射光的散射比较严重的情况下,无法实现成像本身,也就是说,失去了衍射光学整形的作用。另外,残留的气泡使得doe的环境耐受性变差,比如在温差剧烈变化的环境中容易在残留的气泡周围产生裂纹,而在本发明的实施例中,由于所述上模具21和所述成型材料3在较低加热温度状态、开放式的逐渐压制,使得所述成型材料3和所述上模具21之间的空气能够被逐渐排出,从而较好地解决了残留空气的问题,有助于改善doe的光学性能。
79.进一步,参考图4a-4f,本发明提供一所述压制成型模具2制造所述衍射光学元件1的方法,其包括如下步骤:
80.步骤1,准备所述上模具21和所述下模具22,如图4a;
81.步骤2,在所述下模具22的中心设置预设重量的热固化型成型材料3,举例地,所述热固化型成型材料3是热固化型液态树脂胶,或者根据设计结构的大小,在所述下模具22特定位置点上预设重量的热固化型成型材料3,如图4a;
82.步骤3,所述上模具的内表面2101朝向所述下模具22,中心对准,并且所述上模具的内表面2101与所述下模具22相对平行,如图4b;优选地,在控制模具相互靠近的过程中,外力由表面均匀施加的压力控制,各点施加的压力大小根据各点的间隙值动态控制。
83.步骤4,逐步减小所述上模具21和所述下模具22之间的间隙,成型材料3在所述下模具22和所述上模具21之间的空间从中心往外扩散,在间隙减小的过程中所述上模具21与
所述下模具22表面始终保持相对平行,如图4c;
84.步骤5,所述上模具21接触到所述下模具22上的成型材料3,继续调小逐步减小所述上模具21和所述下模具22之间的间隙,直到所述上模具21和所述下模具22的间隙达到预设的值,成型材料3不超出所述下模具22表面,所述上模具21与所述下模具22表面始终保持相对平行,如图4d;
85.步骤6,对成型材料3进行热固化,一定温度一定时间后,停止加热,如图4e;
86.步骤7,将所述上模具21,已固化的所述衍射光学元件1和所述下模具22相互脱离,如图4f;
87.所述上模具21与所述下模具22可以重复使用,脱离后的所述衍射光学元件1即为需要得到产品。
88.在一个实施例中,压制所述热固化型树脂材料的压力范围为常压至30bar,通过气体增压或者液压的方式控制所述上模具和所述下模具压制所述热固化型树脂材料时的压力均匀性;热固化所述热固化型树脂材料的温度范围为室温至200℃。
89.进一步地,其中在步骤1中,还包括所述上模具21的制造步骤,其包括如下步骤:
90.s1、根据所述衍射光学元件1的应用场景的光场分布,计算出对应的补偿相位;
91.s2、将所述补偿相位压缩成衍射相位分布;
92.s3、按照所述衍射相位分布制作母板;以及
93.s4、通过所述母板翻模成所述上模具21,则所述上模具21具有模腔并以所述模腔的内壁为所述上模具21的所述内表面2101而于所述上模具21的内表面形成有在结构形态上与所述母板上的衍射相位分布相互补的所述成型单元211。
94.值得一提的是,所述衍射光学元件1通过所述压制成型模具2一体压制成型,并且由热固化型材料成型,具备较多优势:
95.首先,在本发明的制造过程中,由于所述衍射光学元件1的结构与所述上模具21以及所述下模具22的成型面对应,因此能够通过控制所述成型面的形状来严格控制所述衍射光学元件1的形状,因此,所述光学元件能够借助模具制造表现出更好的可复制性,以及光学性能的可控性。
96.其次,在压制的过程中,所述上模具21和所述下模具22平行地、开放式地进行压制,使得所述成型材料3和所述上模具21以及所述下模具22的接触面之间的空气能够被逐渐排出,且通过压制过程中的进度可以控制排出的程度,避免在所述衍射光学元件1的内部出现孔隙结构。
97.第三,热固化型材料常温是液态,在相对较低温度下加热下成型,也就是说,整个一体压制过程是在相对较低温度下进行,因此工艺工作条件更优,且不需要额外的能耗。
98.第四,所述衍射光学元件1整体是由热固型树脂材料构成,不存在脱层的现象,并且整体的韧性较好,能够承受严格的材料的可靠性测试,如热冲击,高温高湿,回流焊,微跌。经实测,本发明一体压制成型的衍射光学元件1比玻璃上压印树脂形成的doe具有更好的可靠性能。
99.第五,成型材料3在相对较低加热温度状态下被压制成型,在压制的过程中不存在温度差,因此更易成型,且整体加工温度一致,不存在温差带来的冷热收缩不均匀的问题。
100.第六,开放式的板型结构的模具,能够稳定地、且压力可控地在整个模具上施加合
模压力,不存在类似注塑过程中保型压力不足的问题。
101.第七,由于所述衍射光学元件1不易碎裂,作为模组中的光学器件,模组中不需要增加额外的感知碎裂的传感装置,降低了模组端和终端产品的成本。
102.图5是根据本发明的第二个实施的衍射光学元件的侧视示意图。图6是根据本发明的第二个实施例的衍射光学元件的制造过程示意图。在本发明的这个实施例中,所述衍射光学元件1包括一基底部分12和一衍射结构部分11,所述微结构部分大致平行于所述基底部分12。所述基底部分12和所述衍射结构部分11通过所述压制成型模具2一体压制形成。也就是说,在本发明的这个实施例中,所述衍射光学元件1的不需要形成所述曲面主体。在所述衍射光学元件1的上表面形成的衍射结构形状为单台阶的凹凸结构。
103.相应地,所述上模具21的内表面2101为大致平面延伸的凹凸结构。所述成型单元211为凹凸台阶结构,多个所述下成型单元211连续分布形成所述上模具的内表面2101。
104.值得一提的是,相对于在传统的以玻璃为基底,在基底上面设置树脂的加工方式形成的doe,本发明的这个实施例中形成的所述衍射光学元件1,在整体基本形态与该doe接近的基础上,其内部不存在粘接层,也不存在两种材料的粘接过程,且整体都是由同一种材料构成。
105.本领域的技术人员应理解,上述描述及附图中所示的本发明的实施例只作为举例而并不限制本发明。本发明的目的已经完整并有效地实现。本发明的功能及结构原理已在实施例中展示和说明,在没有背离所述原理下,本发明的实施方式可以有任何变形或修改。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。