1.本发明涉及一种适用于用微波炉对内容物进行加热的包装袋。
背景技术:
2.(第1观点)专利文件1公开了一种具有可挠性的膜在密封部熔接而成的包装袋。该包装袋设置有蒸汽释放密封部,以释放使用微波炉对内容物进行加热时产生的蒸汽。
3.(第2观点)已知有一种包装袋,该包装袋是填充了蒸煮食品等内容物的包装袋,可以在自立状态下用微波炉等加热。例如,专利文件2的包装袋具有自立稳定性,所以在店内的展示效果优异。现有技术文件专利文件
4.专利文件1:wo2013/100058号公报专利文件2:日本特开2005-306426号公报
技术实现要素:
(发明要解决的课题)
5.(第1观点)在专利文件1中,蒸汽释放密封部通过在合掌部设置密封部而构成,该密封部朝向包装袋的内侧方向弯曲成大致v字形状且突出,但在制袋和连续进行内容物的填充的装置(制袋填充装置)中,不容易形成这样结构的蒸汽释放密封部。
6.本发明是鉴于这样的情况而完成的,其提供一种包装袋,不需要使用特殊的制袋填充装置,即可以在制袋填充过程中容易形成蒸汽释放密封部。
7.(第2观点)另一方面,当内容物是液体物质时,开封后需要转移到其他容器中,而此时会发生内容物溢出的情况。
8.本发明是鉴于这样的情况而完成的,本发明的目的在于:提供一种包装袋,其能够易于处理收容在内部的液体物质。(用于解决课题的技术方案)
9.(第1观点)根据本发明提供一种由膜在密封部熔接而构成的包装袋,所述密封部具备随内压上升而形成蒸汽流路的蒸汽释放密封部,所述膜具备电晕放电处理所述膜的表面而形成的改质区域,所述蒸汽释放密封部是所述改质区域和与所述改质区域相对的面熔接的部位。
10.在本发明的包装袋中,利用电晕放电处理后的改质区域在高温下的密封强度降低并且构成了蒸汽释放密封部,不需要使用特殊的制袋填充装置,也可以在制袋填充中容易
形成蒸汽释放密封部。
11.以下,例示本发明的各种实施方式。以下所示实施方式可以彼此组合。优选所述包装袋的所述密封部具备封闭所述包装袋的上侧的上侧横向密封部和封闭所述包装袋的下侧的下侧横向密封部,所述改质区域横跨所述上侧横向密封部、所述下侧横向密封部、以及所述上侧横向密封部和所述下侧横向密封部之间的非密封部设置成条状。优选所述包装袋的所述膜是基材膜和密封膜积层而成的积层膜,所述密封膜具备所述基材膜侧的层叠面和与所述层叠面相反一侧的密封面,所述改质区域是所述密封面经过电晕放电处理后的密封面改质区域,在所述层叠面设置有所述层叠面经过电晕放电处理而形成的层叠面改质区域。优选所述包装袋的所述层叠面改质区域的面积比所述密封面改质区域的面积大。优选所述包装袋的制造方法具备电晕放电处理工序,在所述电晕放电处理工序中进行电晕放电处理,以使所述密封面改质区域的表面能比所述层叠面改质区域的表面能大。优选所述包装袋的制造方法具备电晕放电处理工序,在所述电晕放电处理工序中,在进行了用来形成所述层叠面改质区域的层叠面电晕放电处理后,进行用来形成所述密封面改质区域的密封面电晕放电处理。
12.(第2观点)根据本发明,提供一种包装袋,其是由具有可挠性的膜形成袋状而成的微波炉用包装袋,所述微波炉用包装袋安装有喷嘴。
13.凭借这种结构,使用者可以通过安装在包装袋上的喷嘴倒出内容物,消除了转移到其他容器时溢出的风险。此外,由于在包装袋上安装有喷嘴,在倒出一部分内容物后的状态下,可以进行密封。从而易于处理收容在内部的液体物质。
14.以下,例示本发明的各种实施方式。以下所示实施方式可以彼此组合。优选具备周面部,所述周面部具有彼此相对的前面部和背面部,在所述周面部上设置有随内压上升而形成蒸汽流路的蒸汽释放密封部。优选所述蒸汽释放密封部,在平面视图中,形成在从所述包装袋的左右方向的中央离开的位置。优选所述蒸汽释放密封部,在平面视图中的所述包装袋的左右方向上,以所述中央为基准,设置在与所述喷嘴相反的一侧。优选包装袋可自立。
附图说明
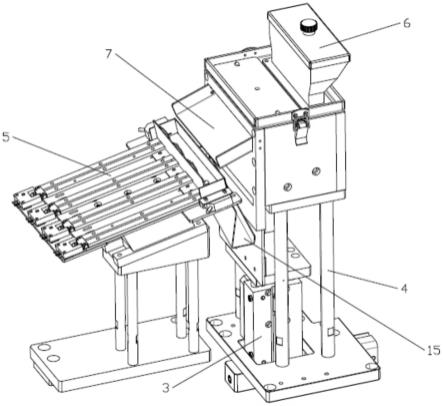
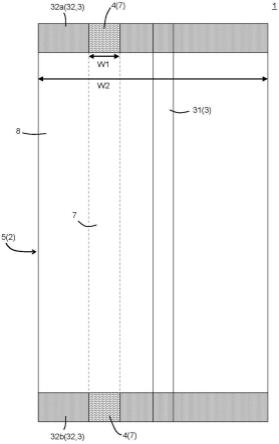
15.图1是本发明(第1观点)所涉及的一实施方式的包装袋1的正面图(为了便于理解,图示的是没有填充内容物的状态)。在图2中,图2a是表示用于制造包装袋1的膜2的层结构的分解图,图2b表示的是从密封面2d侧看膜2的状态。图3表示的是电晕放电处理后的密封膜12的制造工序的结构图。图4是制袋填充机100的结构图。
图5是图4中的制袋填充机100的横向密封机116附近的放大图,其表示的是用横向密封机116形成横向密封部32时的状态。图6是表示从图5的状态打开横向密封机116,然后横向密封部32移动到压力机兼切割机118的位置后的状态。图7表示的是在图6之后用压力机兼切割机118夹持横向密封部32的状态。图8表示的是从图7的状态打开压力机兼切割机118和压榨辊115后的状态。图9是表示从图8的状态进一步投入内容物w后并关闭压榨辊115后的状态。图10是表示从图9的状态将密合部5a移动到横向密封机116的位置后的状态。图11是本发明的第2观点所涉及的第1实施方式的包装袋201的立体图。图12是表示包装袋201的平面图。图13是构成底面部202的底部膜220a的立体图。在图14中,图14a是周壁膜220b的侧面图,图14b是表示切断周壁膜220b的一部分,然后向切断处插入底部膜220a后的状态的图。图15表示熔接周壁膜220b和底部膜220a制造包装袋201的图。图16是第2实施方式的包装袋201的平面图。图17是第3实施方式的包装袋201的立体图。图18是第3实施方式的包装袋201的平面图。图19是第4实施方式的包装袋201的立体图。
具体实施方式
16.接下来,对本发明的实施方式进行说明。在以下所示实施方式中所示出的各种特征事项可以彼此组合。并且,各种特征事项独立地构成本发明。此外,在以下所示多个观点中的发明可以彼此组合。
17.(第1观点)1.包装袋1如图1~图2所示,本发明所涉及的一实施方式中的包装袋1由膜2在密封部3熔接而构成。密封部3具备随包装袋1的内压上升而形成蒸汽流路的蒸汽释放密封部4。
18.包装袋1是试图用来使用微波炉对包装袋1内的内容物进行加热的包装袋,随着内容物被加热,内容物中所含有的水分变为蒸汽,从而包装袋1的内压上升。蒸汽释放密封部4的密封强度比密封部3中的其他部位的密封强度弱,因此,当包装袋1内压上升后,在蒸汽释放密封部4处密封破损,形成蒸汽流路。蒸汽从该蒸汽流路释放到外部,从而抑制因包装袋1的内压过渡上升所造成的包装袋1的破损。
19.密封部3具备纵向密封部31和横向密封部32。纵向密封部31是通过将膜2弯曲成筒状,并在膜2的两侧缘部重合而成的重合部处熔接膜2的方式而形成的。在本实施方式中,纵向密封部31是膜2的内面彼此熔接的合掌粘合方式。通过在膜2上形成纵向密封部31,形成筒体5。
20.横向密封部32具备上侧横向密封部32a和下侧横向密封部32b。上侧横向密封部32a和下侧横向密封部32b分别设置成使筒体5的上侧和下侧封闭。横向密封部32a、32b优选沿筒体5的上端和下端形成。横向密封部32a、32b优选形成为与纵向密封部31垂直。横向密
封部32a、32b可以通过热封筒体5的方式来形成。
21.如图2所示,膜2具备膜2的表面经过电晕放电处理而形成的改质区域7。改质区域7设置在膜2的密封面(熔接侧的面)2d。改质区域7形成为改质区域7的一部分或全部与形成密封部3的区域重叠的方式。在改质区域7中,电晕放电处理形成羟基、羰基等极性基团。在改质区域7和与其相对的面熔接的部位在高温下密封强度变低,因此该部位成为蒸汽释放密封部4。相对的面可以进行电晕放电处理,也可以不进行电晕放电处理。
22.如图1所示,[蒸汽释放密封部4的左右方向的宽度w1/横向密封部32a、32b的左右方向的宽度w2]的数值例如是0.05~0.8,优选是0.1~0.3。若该数值过小,则会出现蒸汽无法正常释放的情况,若该数值过大,则蒸汽可能会迅速释放,以至于内容物无法得到充分加热。该数值具体例如是0.05、0.1、0.2、0.3、0.4、0.5、0.6、0.7、0.8,也可以是此处所例示的任意2个数值之间的范围内。
[0023]
改质区域7横跨上侧横向密封部32a、下侧横向密封部32b、以及它们之间的非密封部8并设置成条状。在这种情况下,横向密封部32a、32b上分别设置有蒸汽释放密封部4,所以可以易于顺畅地释放蒸汽。此外,设置在非密封部8的改质区域7,因表面湿润性良好,所以在非密封部8的改质区域7处,膜2不容易起雾,内容物的视觉辨识性优异。因为该条状改质区域7可以通过对沿长边方向移动的膜连续进行电晕放电处理的方式来形成,所以可以很容易形成。
[0024]
如图2a所示,膜2优选为具有基材层2a和密封层2b的积层膜,进一步优选在基材层2a与密封层2b之间具备粘合层2c。
[0025]
基材层2a配置成于包装袋1的外表面露出,密封层2b配置成于包装袋1的内表面露出。通过使密封层2b彼此热封,形成纵向密封部31和横向密封部32a、32b。
[0026]
基材层2a由强度优异且具有高耐冲击性的材料形成。作为基材层2a,例如可以使用聚酰胺。粘合层2c是用来使基材层2a和密封层2b彼此积层的方式而进行粘合的层,作为粘合层2c,例如可以使用聚乙烯等。
[0027]
基材层2a的聚酰胺优选含有芳香族聚酰胺。这是因为在这种情况下,基材层2a的阻隔性优异。作为芳香族聚酰胺没有特别限制,可以使用在分子链中含有70摩尔%以上的由苯二甲胺和碳原子数为6~12的α、ω脂肪族二羧酸所构成的聚酰胺结构单元的树脂等。具体可以列举聚己二酰间苯二甲胺、聚庚二酰间苯二胺、聚壬二酰间苯二胺、聚对苯二甲酰胺、聚对二甲苯癸酰胺等均聚物、己二酰间苯二甲胺/己二酰对苯二甲胺共聚物、庚二酰间苯二甲胺/庚二酰对苯二甲胺共聚物、壬二酰间二甲苯胺/壬二酰对苯二甲胺共聚物、癸二酰间苯二甲胺/癸二酰对苯二甲胺共聚物等共聚物,其中,聚己二酰间苯二甲胺(以下,称之为“mxd6”)的强度或阻气性等基本特性优异,并且工业上容易获得,因此优选。
[0028]
密封层2b可以由热密封性优异的树脂形成。作为密封层2b,例如可以由聚乙烯(例如直链状低密度聚乙烯)形成。
[0029]
膜2可以由厚度为10μm~20μm(例如15μm)的基材层2a、厚度为10μm~30μm(例如20μm)的粘合层2c、厚度为30μm~50μm(例如40μm)的密封层2b积层而成,膜2通常具有50μm~100μm的厚度。
[0030]
膜2优选是由构成基材层2a的基材膜11、构成密封层2b的密封膜12积层而成的积层膜。基材膜11和密封膜12优选为通过粘合层2c并使用挤出层压法彼此粘合。应予说明,也
可以不利用粘合层2c,使基材膜11和密封膜12热熔接。
[0031]
用于形成改质区域7的电晕放电处理可以在形成了积层膜后进行,也可以使用电晕放电处理后的密封膜12形成积层膜。
[0032]
在此,将密封膜12的基材膜11侧的面作为层叠面12a,将与层叠面12a相反侧的面作为密封面12b。密封面12b作为膜2的密封面2d。
[0033]
电晕放电处理后的密封膜12优选具备层叠面12a经电晕放电处理后形成的层叠面改质区域7a和密封面12b经过电晕放电处理后形成的密封面改质区域7b。密封面改质区域7b成为改质区域7。通过设置层叠面改质区域7a,可以提高密封膜12与基材膜11或粘合层2c的粘合性。
[0034]
如图2所示,[密封面改质区域7b的左右方向的宽度w3/密封膜12的左右方向的宽度w4]的数值例如是0.02~0.4,优选是0.05~0.2。密封面改质区域7b的左右方向的宽度w3与蒸汽释放密封部4的宽度w1一致,若该数值过小,则可能会出现蒸汽无法适当地被释放的情况,若该数值过大,则蒸汽会快速释放,造成内容物无法被充分加热的情况。该数值具体例如是0.02、0.05、0.1、0.2、0.3、0.4,也可以是此处所例示的任意2个数值之间的范围内。
[0035]
层叠面改质区域7a的面积优选比密封面改质区域7b的面积大。[层叠面改质区域7a的面积/密封面改质区域7b的面积]的数值例如是1.1~30,具体例如是1.1、1.5、2、3、4、5、10、15、20、25、30,也可以是此处所例示的任意2个数值之间的范围内。优选改质区域7a、7b的左右方向的宽度沿密封膜12的长边方向恒定,在这种情况下,改质区域7a、7b的面积比与改质区域7a、7b的左右方向的宽度的比值一致。
[0036]
从抑制积层剥离的观点出发,层叠面改质区域7a优选形成在层叠面12a尽可能宽的范围,更优选为设置在整个层叠面12a上。[层叠面改质区域7a的面积/层叠面12a的面积]的数值例如是0.2~1,具体例如是0.2、0.3、0.4、0.5、0.6、0.7、0.8、0.9、1.0也可以是此处所例示的任意2个数值之间的范围内。
[0037]
在此,使用图3,对经过电晕放电处理后的密封膜12的制造方法进行说明。该方法具备电晕放电处理工序。
[0038]
首先,从模具13的环状狭缝中挤出环状膜14,用一对辊15夹住并压平,以形成扁平膜16。
[0039]
随后,在电晕放电处理装置17的阳极17a与阴极17b的间隙产生电晕放电,进行扁平膜16的外面的电晕放电处理。在本实施方式中,使用将阳极17a和阴极17b配置成彼此不同的2个电晕放电处理装置17,进行扁平膜16的两面的电晕放电处理。阴极17b例如是辊形状。
[0040]
然后,用未图示的刀具切割由转向辊19转向后的扁平膜16的两端(两个边缘),将扁平膜16分离成2张膜20,然后用转向辊21使其分成两股。应予说明,也可以在切割扁平膜16的一个边缘之后,将扁平膜16打开,形成1张膜。
[0041]
然后,使用电晕放电处理装置17对每个膜20的相当于扁平膜16的内面的面进行电晕放电处理,卷绕成卷状,得到密封膜12的膜卷12r。
[0042]
在以上工序中,得到双面经过电晕放电处理的密封膜12。应予说明,在上述说明中,在密封膜12的制造工序中组装了电晕放电处理,但也可以在密封膜12制造完成后再进行电晕放电处理的工序。此外,也可以在将密封膜12卷取成卷状前,先对密封膜12的一个面
进行电晕放电处理,然后再利用辊对辊(roll to roll),对密封膜12的另一面进行电晕放电处理。此外,在上述说明中,密封膜12是通过吹胀法制造,但也可以用t模具法等其他方法来制造密封膜12。
[0043]
用来形成层叠面改质区域7a的层叠面电晕放电处理和用来形成密封面改质区域7b的密封面电晕放电处理任一者可以先进行,但优选在进行层叠面电晕放电处理后,再进行密封面电晕放电处理。一般而言,电晕放电处理随着膜形成后的时间流逝而处理程度降低。由此,进行电晕放电处理的时机越晚,针对获得所需的表面状态的所需电晕放电处理的条件越强。作为增强电晕放电处理条件的方法,可以列举增加电晕放电处理的能量、或延长电晕放电处理时间的方法。
[0044]
电晕放电处理的影响在进行电晕放电处理的处理面上表现得明显,也会出现在相反的一侧。因此,密封面电晕放电处理的影响也会出现在层叠面12a,层叠面电晕放电处理的影响也会出现在密封面12b。前者可能对层叠强度产生若干影响,但不太可能产生重大问题。相反,后者会对密封部3上的密封强度产生影响,该影响会让密封条件的设定变得困难,容易产生如下问题:当蒸汽释放密封部4处剥离时,密封层2b彼此的粘合截面不会发生剥离,而密封层2b与基材层2a之间容易发生剥离。由此,希望尽可能地减少后者的影响。此外,在处理面上的电晕放电处理的条件越强,对反面的影响越大。
[0045]
从上述观点出发,为了能尽可能地弱化层叠面电晕放电处理的条件,优选在密封面电晕放电处理前进行层叠面电晕放电处理。
[0046]
此外,电晕放电处理优选以层叠面改质区域7a的表面能比密封面改质区域7b的表面能小的方式进行。这样,可以进一步减小层叠面电晕放电处理对密封面12b的影响。表面能例如可以使用达因笔(例如arcotest公司制造)测定达因水平来进行评价。在一个例子中,密封面改质区域7b的达因水平为42达因,层叠面改质区域7a的达因水平为38达因。
[0047]
2.制袋填充方法接下来,使用图4~图10,对使用膜2的制袋填充方法进行说明。该方法可以使用纵型的制袋填充机100来实施。
[0048]
<s1:膜弯曲工序>首先,从卷状材料f退绕而出的膜2经过多个退绕辊120、121被引导到成形机112。在从卷状材料f到成形机112的路径途中设置传感器119,检测在膜2的长度方向上以一定间隔印刷的对准标记,在制袋填充机100的轨道上以一定时间间隔送出一定长度的膜2。膜2在通过成形机112时被弯曲成筒状,弯曲后的前端的两侧缘部形成重叠的形态。在重叠的部分形成重合部。
[0049]
<s2:纵向密封工序>随后,用纵向密封机113热封膜2的重合部,形成纵向密封部31。纵向密封机113具备一对密封辊,迎合膜2以一定的时间间隔移动的时机,用一对密封辊一边夹持膜2的重合部,一边向彼此相反的方向翻转一对密封辊,从而一边送出膜2一边进行热封。通过在膜2上形成纵向密封部31来形成筒体5。
[0050]
<s3:横向密封工序>然后,通过使进给辊114翻转,让筒体5向下游移动规定长度,如图5~图6所示,用横向密封机116对筒体5的规定位置进行热封,形成横向密封部32。横向密封部32构成为下
游侧的包装袋1的上侧横向密封部32a与上游侧的筒体5的下侧横向密封部32b连接,在稍后将要描述的切断工序中上下分割。横向密封机116具备一对密封条116a,用一对密封条116a夹持上述规定位置规定时间的方式进行热封。在膜2上沿膜2的长边方向形成条状的改质区域7,可以在膜2的任何位置形成横向密封部32,也可以将横向密封部32与改质区域7重叠形成。横向密封部32与改质区域7重合的部位作为蒸汽释放密封部4。
[0051]
<s4:切断工序>然后,翻转进给辊114,如图6所示,将横向密封部32移动到压力机兼切割机118的位置。压力机兼切割机118具备一对条118a。
[0052]
然后,如图7所示,关闭压力机兼切割机118以夹住并冷却横向密封部32,用切割刀片(未图示)切断横向密封部32使其上下分割,如图8所示,形成下游侧的包装袋1的上侧横向密封部32a和上游侧的筒体5的下侧横向密封部32b。当切断横向密封部32后,下游侧的包装袋1落到传送带130上。
[0053]
<s5:填充工序>然后,如图8所示,当打开压榨辊115后,在前一工序中从料斗111投入并堆积在压榨辊115上侧的内容物w落到压榨辊115的下侧。由于在筒体5形成有下侧横向密封部32b,落下的内容物w填充到筒体5内。筒体5周围配置有成形装置123,筒体5周面与成形装置123抵接,从而限定筒体5的外形。
[0054]
然后,将内容物w进一步投入到筒体5内,筒体5内的内容物w到达传感器122的位置后,如图9所示,关闭压榨辊115,这样,内容物w就会被分割成压榨辊115的上侧部分和下侧部分。压榨辊115下侧部分的内容物是包装袋1一袋量的内容物。关闭压榨辊115,可以在筒体5上形成密合部5a,在密合部5a与下侧横向密封部32b之间形成袋部5b。袋部5b的上侧形成上侧横向密封部32a,从而形成包装袋1。
[0055]
<s6:进给工序>然后,以关闭压榨辊115后的状态,翻转进给辊114,如图10所示,密合部5a被移动到横向密封机116的位置。随后,通过实施与s3相同的横向密封工序,可以在比填充了内容物w的部位(袋部5b)更高的位置(密合部5a)形成横向密封部32。
[0056]
然后,通过重复进行s1~s6的工序,可以连续制造填充了内容物w的包装袋1。
[0057]
通过以上工序,制造填充了内容物w的包装袋1。由于横向密封部32与改质区域7重叠的部位成为蒸汽释放密封部4,所以不需要使用特殊装置,即可以很容易形成蒸汽释放密封部4。应予说明,蒸汽释放密封部4虽然形成在上侧横向密封部32a和下侧横向密封部32b两者上,但也可以是将下侧横向密封部32b处的熔接强度做成比上侧横向密封部32a处的熔接强度高的方式,来只让上侧横向密封部32a与改质区域7重叠的部位成为蒸汽释放密封部4(若下侧横向密封部32b与改质区域7重叠的部位的熔接强度过高,则不会形成蒸汽释放密封部4)。熔接强度可以通过改变密封条116a按压力,密封宽度,密封温度等方式来使其变化。横向密封部32a、32b也可以使用单独的密封条形成。
[0058]
3.其他结构
·
在上述实施方式中,重合部是合掌粘贴的形式,但也可以是信封粘贴的形式。包装袋可以是三边封、四边封、边褶(gusset)等形式。
·
蒸汽释放密封部4可以设计在密封部3的任意位置,例如可以设计在纵向密封部
31。在这种情况下,改质区域7的一部分或全部会以与形成了纵向密封部31的区域重叠的方式形成改质区域7。
[0059]
(第2观点)1.第1实施方式如图11和图12所示,本发明实施方式所涉及的包装袋201是具有可挠性的膜形成袋状后的自立式微波炉用包装袋。包装袋201具备底面部202和设置成从底面部202立起的周面部221。周面部221具备彼此相对的前面部203和背面部204。前面部203和背面部204在其左右方向的端部(以下,称之为“下侧端”)处彼此熔接。底面部202与前面部203和背面部204熔接(热封)。以这种方式,底面部202、前面部203、背面部204彼此熔接,以使膜形成袋状。
[0060]
在本公开内容中,将图12的上下左右作为包装袋201的上下左右来进行说明。具体而言,将底面部202侧作为下侧,将前面部203(和背面部204)侧作为上侧。将前面部203置于前面时的左右作为包装袋201的左右。将前面部203侧作为前侧,将背面部204侧作为后侧。
[0061]
前面部203具备前面下部203a和前面上部203b。前面下部203a与底面部202熔接。前面下部203a和前面上部203b在相互折回的状态下,在前面下部203a与前面上部203b的内面彼此重叠而成的合掌部210处熔接。
[0062]
图12是包装袋201在平面视图下示出的图。所谓平面视图是指:在包装袋201内不含有内容物的状态下,从与包装袋201的前面部203垂直的方向看时的图。
[0063]
在包装袋201的侧端设置熔接前面部203和背面部204的侧端熔接部212。由此,前面部203和背面部204在前后方向上被固定。在包装袋201的下端设置有熔接底面部202与前面部203、以及熔接底面部202与背面部204的下端熔接部213。包装袋201的上端设置有熔接前面部203和背面部204的上端熔接部222。
[0064]
下端熔接部213在比底部膜220a的中央线e(图13参照)靠下侧的区域,即包装袋201的侧端和下端处,使底面部202和前面部203、以及底面部202和背面部204熔接。
[0065]
在上端熔接部222的左右方向的一方,形成有从包装袋201的上端向侧端连续的侧端倾斜部214。侧端倾斜部214安装有喷嘴(注入口)25。具体而言,喷嘴225具备注出口225a和基部225b,并且前面部203和背面部204熔接,以将基部225b夹在中间。
[0066]
包装袋201上形成有蒸汽释放密封部211。蒸汽释放密封部211设置在合掌部210。蒸汽释放密封部211是比其他熔接部的熔接强度低的熔接部。通过对包装袋201进行加热,在其内部产生蒸汽造成包装袋201内的内压上升后,蒸汽释放密封部211随之形成蒸汽流路。包装袋201内的蒸汽从蒸汽释放密封部211排放到外部。
[0067]
在平面视图中,蒸汽释放密封部211形成在从包装袋201的左右方向的中央离开的位置。更优选地,蒸汽释放密封部211在包装袋201的左右方向上,以包装袋201的左右方向的中央为基准,设置在与喷嘴225相反的一侧。通过这样设置,当从喷嘴225倒出内容物时,可以防止内容物从蒸汽释放密封部211漏出。
[0068]
包装袋201的上下方向的长度h1优选为10~17cm,具体可以是10、11、12、13、14、15、16、17(单位:cm)中的任一数值,也可以是此处所例示的数值中的任意2个数值之间的范围内,例如可以做成14cm。
[0069]
从包装袋201上端到喷嘴225的基部225b的最下端的长度h2相对于包装袋201的上
下方向的长度h1优选为h2/h1≥0.15。更优选为0.3≥h2/h1≥0.15,h2/h1的具体数值可以是0.15、0.20、0.25、0.30中的任一数值,也可以是此处所例示的数值中的任意2个数值之间的范围内。
[0070]
包装袋201的左右方向的长度l1优选为8~15cm,具体可以是8、9、10、11、12、13、14、15(单位:cm)中的任一数值,也可以是此处所例示的数值中的任意2个数值之间的范围内,例如可以做成10cm。
[0071]
从喷嘴225的基部225b的左右方向上的最中央侧的端部到靠近包装袋201的端部的长度l2相对于包装袋201的左右方向的长度l1优选为l2/l1≥0.15。更优选为0.3≥h2/h1≥0.15,l2/l1的具体数值可以是0.15、0.20、0.25、0.30中的任一数值,也可以是此处所例示的任意2个数值之间的范围内。
[0072]
从蒸汽释放密封部211的中央到靠近包装袋201的端部的长度l3相对于包装袋201的左右方向的长度l1优选为l3/l1≤0.2。更优选为0.1≤l3/l1≤0.2,l3/l1的具体数值可以是0.10、0.15、0.20中的任一数值,也可以是此处所例示的任意2个数值之间的范围内。
[0073]
如图13~图15所示,包装袋201是通过在中央线e处弯折成v字形的底部膜220a插入到前面部203与背面部204之间的方式制造而成的。从底部膜220a的中央线e到下端的长度h3优选为3~6cm,具体可以是3、3.5、4、4.5、5、5.5、6(单位:cm)中的任一数值,也可以是此处所例示的数值中的任意2个数值之间的范围内,例如可以做成4.5cm。在底部膜220a的两端形成切口r。
[0074]
从底部膜220a的中央线e到切口r的中心的长度r1优选为1~3cm,具体可以是1、1.5、2、2.5、3(单位:cm)中的任一数值,也可以是此处所例示的数值中的任意2个数值之间的范围内,例如可以做成2.5cm。
[0075]
切口r的直径优选为1~4cm,具体可以是1、1.5、2、2.5、3、3.5、4(单位:cm)中的任一数值,也可以是此处所例示的数值中的任意2个数值之间的范围内,例如可以是2cm。
[0076]
以下,参照图14~图15,简单说明包装袋201的制造顺序。
[0077]
首先,如图14a所示,将1张周壁膜220b的端部的内面彼此重合形成重合部210a,如图14b所示,熔接重合部210a形成合掌部210,其余部分形成椭圆状的环c。
[0078]
然后,如图14a~图14b所示,切断环c的一端c1,插入到弯折成v字形的底部膜220a。然后,如图14b~图15所示,熔接底部膜220a和周壁膜220b,同时切除环c的另一端c2,形成底面部202、前面部203和背面部204。随后,切除前面部203和背面部204上侧的一部分,形成侧端倾斜部214,然后插入到喷嘴225中并进行熔接,制造包装袋201。
[0079]
底部膜220a和周壁膜220b优选为具有基材层和密封层的积层膜,进一步优选在基材层与密封层之间具备粘合层和印刷层。
[0080]
基材层配置成从包装袋201的外表面露出,密封层配置成从包装袋201的内表面露出。通过让密封层彼此熔接(热封),形成熔接部。
[0081]
基材层由强度优异且具有高耐冲击性的材料形成。作为基材层例如可以使用聚酰胺、聚烯烃、聚乙烯、聚酯等。更具体而言,可以使用拉伸聚对苯二甲酸乙二醇酯薄膜、二氧化硅沉积拉伸聚对苯二甲酸乙二醇酯薄膜、氧化铝沉积拉伸聚对苯二甲酸乙二醇酯薄膜、拉伸尼龙膜、拉伸聚丙烯膜、或聚丙烯/乙烯-乙烯醇共聚物共挤拉伸膜等。作为构成基材层的膜优选在md方向(制造时,膜的流动方向)上具有直线切断性的膜。
[0082]
粘合层是用来以基材层和密封层相互积层的方式来进行粘合的层。作为粘合方法,例如将聚乙烯等作为粘合层的挤出层压方式,也可以是将使用作为粘合材料的聚乙酸乙烯酯类粘合剂、聚丙烯酸酯类粘合剂、氰基丙烯酸类粘合剂、乙烯共聚体类粘合剂、纤维素类粘合剂、聚酯类粘合剂、聚酰胺类粘合剂、氨基树脂类粘合剂、环氧类粘合剂、聚氨酯类粘合剂等的挤出层压方式。
[0083]
密封层可由熔接性优异的树脂形成。作为密封层可以由聚乙烯、聚丙烯、乙烯-醋酸乙烯酯共聚物、乙烯-丙烯嵌段共聚物等聚烯烃类树脂形成,更具体而言,可以使用无拉伸聚丙烯或直链状低密度聚乙烯。作为构成密封层的膜优选具有md方向直线切断性的膜。
[0084]
应予说明,在基材层与密封层之间还可以设置中间层。作为中间层可以使用聚对苯二甲酸乙二醇酯、聚酰胺、聚乙烯、聚丙烯等聚烯烃、聚氯乙烯、聚碳酸酯、聚乙烯醇、乙烯-丙烯共聚物、乙烯-醋酸乙烯酯共聚物的皂化物等的膜、或在其上涂有聚偏二氯乙烯的膜以及施以沉积氧化硅或氧化铝等无机物的膜、或聚偏二氯乙烯等膜。
[0085]
应予说明,底部膜220a优选是随温度上升拉伸弹性模量减小。在这样情况下,在对包装袋201进行加热后,膜软化,包装袋201的中央部下端容易在前后方向上打开。将构成底面部202的膜在23.5℃和100℃下的td方向(与包装袋201的前后方向相对应)的拉伸弹性模量分别设为m1、m2。拉伸弹性模量可基于jis k 7127进行拉伸试验的方式求得。拉伸的实验速度为50mm/min,用于试验的哑铃形状为5号形状。
[0086]
m1优选为600~1400mpa,更优选为800~1200mpa。m1具体例如是600、700、800、900、1000、1100、1200、1300、1400mpa也可以是此处所例示的任意2个数值之间的范围内。
[0087]
m2优选为200~600mpa,更优选为300~500mpa。m2具体例如是200、250、300、350、400、450、500、550、600mpa,也可以是此处所例示的任意2个数值之间的范围内。
[0088]
m1/m2的数值例如是1.2~4,优选是1.5~3。该数值具体例如是1.2、1.5、2、2.5、3、3.5、4,也可以是此处所例示的任意2个数值之间的范围内。
[0089]
周壁膜220b可以使用具有与底部膜220a相同物性的,也可以使用具有不同物性的。底部膜220a和周壁膜220b的密封层优选由相同树脂形成,密封层优选比基材层厚。密封层的厚度d1与基材层的厚度d2的比值d1/d2优选为1≤d1/d2≤2。即,比值d1/d2可以是1.0、1.1、1.2、1.3、1.4、1.5、1.6、1.7、1.8、1.9、2.0中的任一数值,也可以是此处所例示的任意2个数值之间的范围内。通过做成这种结构,底部膜220a的密封层比基材层厚,从而可以改善自立稳定性。
[0090]
2.第2实施方式使用图16,对本发明第2实施方式进行说明。在本实施方式中,与上述实施方式的不同点在于:具备蒸汽释放密封部211的合掌部210在上下方向上设置在相当于侧端倾斜部214的位置。以下,以不同点为中心进行说明。
[0091]
在本实施方式的包装袋201中,如图16所示,具备蒸汽释放密封部211的合掌部210在上下方向上设置在相当于侧端倾斜部214的位置(具体而言是指相当于喷嘴225的基部225b的位置)。通过做成这种方式,可以将蒸汽释放密封部211设置在包装袋201的上部,这样不仅可以更多地在包装袋201内收容内容物,还可以获得在倒出内容物时难以从蒸汽释放密封部211泄漏的效果。在这样的方式中,同样可以得到与本发明在上述实施方式相同的效果。
[0092]
3.第3实施方式使用图17和图18,对本发明第3实施方式进行说明。在本实施方式中,与上述实施方式的不同点在于:在包装袋201的左右方向的端部的一者设置有用来让使用者把持包装袋201的把持部224。以下,以不同点为中心进行说明。
[0093]
在本实施方式的包装袋201中,如图17和图18所示,在左右方向上的与喷嘴225相反的一侧的侧端熔接部212的外侧设置有把持部224。把持部224具备前面把持部224a和背面把持部224b。如图18所示,前面把持部224a和背面把持部224b在上端和侧端彼此熔接,且在下端与底面部202熔接。
[0094]
把持部224可以向包装袋201的前侧或后侧卷起。通过把持卷起的把持部224,即使是在刚加热后,也能够很容易地把持包装袋201。应予说明,也可以用胶带等将卷起的把持部224固定在前面部203或背面部204。在这样的方式中,同样可以得到与本发明在上述实施方式相同的效果。
[0095]
4.第4实施方式使用图19,对本发明第4实施方式进行说明。在本实施方式中,与上述实施方式的不同点在于:包装袋201是在前面部203与背面部204之间具备侧面部205的边褶(带衬块或带内档)方式。以下,以不同点为中心进行说明。
[0096]
在本实施方式的包装袋201中,如图19所示,前面部203和背面部204分别在一对侧面部205熔接,构成呈大致四角形的周面部221。喷嘴225安装在上端熔接部222的左右方向中央。蒸汽释放密封部211优选设置在从左右方向的中央离开的位置。在这样的方式中,同样可以得到与本发明在上述实施方式相同的效果。
[0097]
5.其他实施方式以上,虽然对实施方式进行了说明,但本公开的技术思想也可以在如下方式中实施。
·
在上述实施方式中,固定部215是用形成于底面部202的半圆形的切口r构成的,但不限定于该方式。例如,也可以用粘合剂将底部膜相对的两个面彼此粘合,或者用订书机等卡合方式将前面部203和背面部204在前后方向上固定。
·
在上述实施方式中,底面部202是由弯折成v字形的膜构成的,但不限定于该方式,例如也可以是由弯折成w字形的膜构成。
·
包装袋201也可以不具备蒸汽释放密封部211。在这种情况下,只需要稍微打开袋的上端(优选为在左右方向上的与喷嘴225相反的一侧),即可以排出加热时产生的蒸汽。
·
包装袋201可以不具备合掌部210。
·
蒸汽释放密封部211可以设置在合掌部210以外的部分。
·
包装袋201的制造方法不限定于上述实施方式中说明的方法。
·
包装袋201的形态不限定于上述实施方式。例如,可以是非自立式的在加热时需要将其放平的扁平袋子的形状。然而,当其是上述实施方式所述的自立式的包装袋的话,当倒出部分收容物后,仍可以保持原状地放置,更易于操作。(符号说明)
[0098]
1:包装袋、2:膜、2a:基材层、2b:密封层、2c:粘合层、2d:密封面、3:密封部、4:蒸汽释放密封部、5:筒体、5a:密合部、5b:袋部、7:改质区域、7a:层叠面改质区域、7b:密封面改
质区域、8:非密封部、11:基材膜、12:密封膜、12a:层叠面、12b:密封面、12r:膜卷、13:模具、14:环状膜、15:辊、16:扁平膜、17:电晕放电处理装置、17a:阳极、17b:阴极、19:转向辊、20:膜、21:转向辊、31:纵向密封部、32:横向密封部、32a:上侧横向密封部、32b:下侧横向密封部、100:制袋填充机、111:料斗、112:成形机、113:纵向密封机、114:进给辊、115:辊、116:横向密封机、116a:密封条、118:压力机兼切割机、118a:条、119:传感器、120:退绕辊、121:退绕辊、122:传感器、123:成形装置、130:传送带、201:包装袋、202:底面部、203:前面部、203a:前面下部、203b:前面上部、204:背面部、205:侧面部、210:合掌部、210a:重合部、211:蒸汽释放密封部、212:侧端熔接部、213:下端熔接部、214:侧端倾斜部、215:固定部、220a:底部膜、220b:周壁膜、221:周面部、222:上端熔接部、224:把持部、224a:前面把持部、224b:背面把持部、225:喷嘴、225a:注出口、225b:基部、c:环、c1:一端、c2:另一端、e:中央线、f:卷状材料、r:切口、w:内容物。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。