1.本发明涉及软磁性粉末、压粉磁芯、磁性元件、电子设备以及移动体。
背景技术:
2.在专利文献1中公开了一种硅氧化物被覆软磁性粉末,其由在铁含量为20质量%以上的软磁性金属粒子的表面具有硅氧化物覆膜层的粒子构成。在该硅氧化物被覆软磁性粉末中,硅氧化物被覆层的平均膜厚为0.5~30nm,bet比表面积为1.0m2/g以下。
3.在这样的粉末中,通过在软磁性金属粒子的表面形成硅氧化物被覆层,微孔的形成变少,bet比表面积变小。如果比表面积变小,则在对软磁性粉末进行加压成型时,能够减少树脂的使用量。由此,能够抑制压粉磁芯中的磁特性的降低。
4.专利文献1:日本特开2021-34460号公报
5.在专利文献1中记载的硅氧化物被覆软磁性粉末中,为了降低比表面积,形成了硅氧化物被覆层。即,在专利文献1所记载的发明中,为了达到削减加压成型所需的树脂的使用量的目的,需要添加硅氧化物。因此,随着硅氧化物的添加,软磁性金属粒子的填充率降低,反而导致压粉磁芯的磁特性降低。
技术实现要素:
6.本发明的应用例所涉及的软磁性粉末,其特征在于,
7.在将比表面积设为s[m2/g]、将平均粒径设为d[μm]、将真比重设为ρ[g/cm3]时,含有满足下述式(a)、下述式(b)以及下述式(c)的软磁性金属粒子。
[0008]
s=k{6/(d
·
ρ)}
…
(a)
[0009]
1.0≤k≤4.0
…
(b)
[0010]
1.0≤d≤10.0
…
(c)
[0011]
本发明的应用例所涉及的压粉磁芯,其特征在于,
[0012]
含有本发明的应用例所涉及的软磁性粉末。
[0013]
本发明的应用例所涉及的磁性元件,其特征在于,
[0014]
具备本发明的应用例所涉及的压粉磁芯。
[0015]
本发明的应用例所涉及的电子设备,其特征在于,
[0016]
具备本发明的应用例所涉及的磁性元件。
[0017]
本发明的应用例所涉及的移动体,其特征在于,
[0018]
具备本发明的应用例所涉及的磁性元件。
附图说明
[0019]
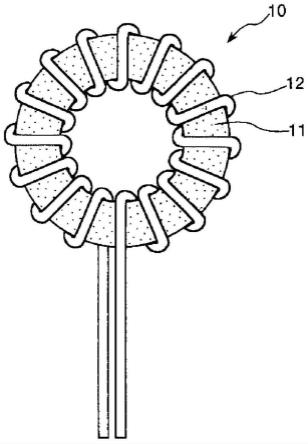
图1是示意地表示圆环型的线圈部件的俯视图。
[0020]
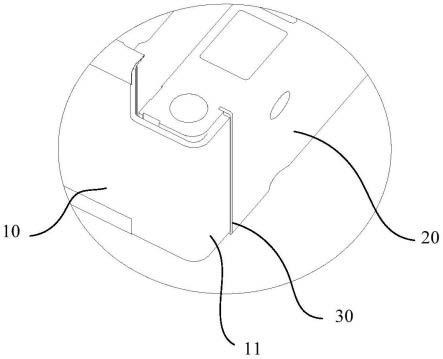
图2是示意地表示闭合磁路型的线圈部件的透视立体图。
[0021]
图3是表示作为具备实施方式所涉及的磁性元件的电子设备的移动型的个人计算
机的立体图。
[0022]
图4是表示作为具备实施方式所涉及的磁性元件的电子设备的智能手机的俯视图。
[0023]
图5是表示作为具备实施方式所涉及的磁性元件的电子设备的静态数码相机的立体图。
[0024]
图6是表示作为具备实施方式所涉及的磁性元件的移动体的汽车的立体图。
[0025]
图7是样品no.17的软磁性粉末的观察图像。
[0026]
图8是样品no.19的软磁性粉末的观察图像。
[0027]
图9是样品no.21的软磁性粉末的观察图像。
[0028]
附图标记说明
[0029]
10:线圈部件;11:压粉磁芯;12:导线;20:线圈部件;21:压粉磁芯;22:导线;100:显示部;1000:磁性元件;1100:个人计算机;1102:键盘;1104:主体部;1106:显示单元;1200:智能手机;1202:操作按钮;1204:接听口;1206:通话口;1300:静态数码相机;1302:壳体;1304:受光单元;1306:快门按钮;1308:存储器;1500:汽车;r:区域。
具体实施方式
[0030]
以下,基于附图所示的优选实施方式详细说明本发明的软磁性粉末、压粉磁芯、磁性元件、电子设备以及移动体。
[0031]
1.软磁性粉末
[0032]
实施方式所涉及的软磁性粉末是表现出软磁性的金属粉末。该软磁性粉末可以适用于任何用途,例如,通过结合材料使粒子彼此粘结,用于制造压粉磁芯或电磁波吸收材料等各种压粉体。
[0033]
实施方式所涉及的软磁性粉末含有软磁性金属粒子。软磁性金属粒子在将比表面积设为s[m2/g]、将平均粒径设为d[μm]、将真比重设为ρ[g/cm3]时,满足下述式(a)、下述式(b)以及下述式(c)。
[0034]
s=k{6/(d
·
ρ)}
…
(a)
[0035]
1.0≤k≤4.0
…
(b)
[0036]
1.0≤d≤10.0
…
(c)
[0037]
在这样的软磁性粉末中,如上所述,含有与由平均粒径d和真比重ρ假想的正球状粒子的理论比表面积相比,比表面积s的增加被抑制得足够小的软磁性金属粒子。因此,该软磁性粉末在得到粒子彼此经由粘合剂粘结的压粉体时,能够将粘合剂的使用量抑制得少。由此,能够提高压粉体中的软磁性金属粒子的填充率,得到导磁率和磁通密度等磁特性优异的压粉体。
[0038]
另外,上述的软磁性粉末的平均粒径d足够小,因此在压粉体中能够将涡电流损耗抑制得低。因此,通过这样的软磁性粉末,能够实现磁特性优异并且磁芯损耗少的压粉体。
[0039]
软磁性金属粒子的比表面积s例如使用株式会社mountech公司制造的bet式比表面积测定装置hm1201-010进行测定。样本的量为5g。
[0040]
可以说:比表面积s满足上述式(a)的软磁性金属粒子在以由平均粒径d以及真比重ρ计算的正球形粒子的理论比表面积为基准时,具有从该基准的增加量被抑制得足够小
的比表面积s。
[0041]
本发明人发现,在式(a)所包含的系数k满足上述式(b)时,即使充分减少粘合剂的使用量,软磁性金属粒子也表现出良好的流动性以及填充性。因此,在式(a)所包含的系数k满足上述式(b)时,能够抑制粘合剂的使用量,并且能够得到软磁性粉末的填充性良好的压粉体。这样的压粉体由于粘合剂的使用量少,因此能够得到优异的磁特性,并且强度变高。
[0042]
需要说明的是,式(a)所包含的系数k优选满足下述式(b-1),更优选满足下述式(b-2)。
[0043]
1.0≤k≤3.5
…
(b-1)
[0044]
1.0≤k≤3.0
…
(b-2)
[0045]
当系数k的值超过所述上限值时,比表面积s与基准相比显著增大,因此粘合剂的使用量也显著增多。其结果为,压粉体中的软磁性金属粒子的填充率(占有率)降低,压粉体的磁特性有可能降低。
[0046]
另外,平均粒径d满足上述式(c)。如上所述,如果平均粒径d像这样足够小,则能够将压粉体中的涡电流损耗抑制得低。
[0047]
需要说明的是,平均粒径d优选满足下述式(c-1),更优选满足下述式(c-2)。
[0048]
1.5≤d≤9.5
…
(c-1)
[0049]
2.0≤d≤9.0
…
(c-2)
[0050]
当平均粒径d低于所述下限值时,凝聚变得显著,软磁性粉末的流动性和填充性有可能降低。当平均粒径d超过所述上限值时,压粉体中的涡电流损耗有可能增大。另外,粒子间的间隙变大,软磁性粉末的填充性有可能降低。
[0051]
软磁性金属粒子的平均粒径d在由激光衍射法取得的体积基准的粒度分布中,作为从小直径侧起累积50%时的粒径d50而求出。
[0052]
另外,关于软磁性金属粒子,在通过激光衍射法取得的体积基准的粒度分布中,将从小直径侧起累积10%时的粒径设为d10,将从小直径侧起累积90%时的粒径设为d90。此时,(d90-d10)/d50优选为1.0以上且1.5以下,更优选为1.0以上且1.3以下。(d90-d10)/d50是表示粒度分布的扩展程度的指标,通过使该指标在所述范围内,软磁性金属粒子的填充性变得良好。因此,能够得到导磁率、磁通密度这样的磁特性特别高的压粉体。
[0053]
软磁性粉末除了满足上述条件的软磁性金属粒子以外,还可以含有任意的软磁性粒子或非磁性粒子,软磁性金属粒子的含有率优选为50质量%以上,更优选为80质量%以上,进一步优选为90质量%以上。
[0054]
软磁性金属粒子由软磁性材料构成。作为软磁性材料,只要是以fe、ni或co为主成分的软磁性材料即可,没有特别限定,例如可以列举出纯铁、硅钢等fe-si系合金、坡莫合金等fe-ni系合金、波明德合金等fe-co系合金、山达斯特合金等fe-si-al系合金、fe-cr-si系合金、fe-cr-al系合金等各种fe系合金,以及各种ni系合金、各种co系合金等。其中,从导磁率、磁通密度等磁特性以及成本等观点出发,优选使用各种fe系合金。
[0055]
另外,特别优选使用含有fe作为主成分,含有si或cr作为浓度仅次于主成分的元素的组成的材料。在由这样的材料构成的粒子中,在粒子表面形成含有si氧化物或cr氧化物的氧化膜。通过该氧化膜抑制母相的氧化,能够抑制比表面积增加、粒子形状变为不同形状。
[0056]
需要说明的是,主成分是指以原子数比计fe、ni或co的浓度最高。
[0057]
另外,软磁性金属粒子的结晶结构没有特别限定,可以是结晶质、也可以是非晶质(无定形)或微结晶质(纳米结晶质)。
[0058]
其中,软磁性金属粒子优选含有微结晶质材料作为主材料。该微结晶质材料是由粒径1.0nm以上且30.0nm以下的结晶组织构成的材料。通过含有这样的微结晶质材料,能够进一步提高软磁性金属粒子的软磁性。即,能够得到兼顾低矫顽力和高导磁率的软磁性金属粒子。
[0059]
需要说明的是,主材料是指在软磁性金属粒子中微结晶质材料所占的比例为50体积%以上,优选为70体积%以上。在软磁性金属粒子中,除了微结晶质材料以外,也可以含有结晶质材料以及非晶质材料中的至少一方。结晶质材料是指由粒径30.0nm以上的结晶组织构成的材料。另外,非晶质材料是指由非晶质组织构成的材料。
[0060]
另外,软磁性金属粒子优选含有非晶质材料作为主材料。该非晶质材料是由非晶质组织构成的材料。通过含有这样的非晶质材料,能够进一步提高软磁性金属粒子的软磁性。
[0061]
需要说明的是,主材料是指非晶质材料在软磁性金属粒子中所占的比例为50体积%以上,优选为70体积%以上。在软磁性金属粒子中,除了非晶质材料以外,也可以含有结晶质材料以及微结晶质材料中的至少一方。
[0062]
在软磁性粉末中,也可以混合存在以微结晶质材料为主材料的粒子、以非晶质材料为主材料的粒子、以及以结晶质材料为主材料的粒子中的两种以上。由此,能够实现兼具多种粒子所具有的特性的软磁性粉末。
[0063]
作为非晶质材料以及微结晶质材料,例如可以列举出fe-si-b系、fe-si-b-c系、fe-si-b-cr-c系、fe-si-cr系、fe-b系、fe-p-c系、fe-co-si-b系、fe-si-b-nb系、fe-si-b-nb-cu系、fe-zr-b系等fe系合金,ni-si-b系、ni-p-b系等ni系合金,co-si-b系等co系合金等。
[0064]
在软磁性粉末中,除了软磁性材料以外还可以含有杂质。例如,软磁性金属粒子的氧含有率以质量比计优选为10000ppm以下,更优选为1000ppm以上且8000ppm以下,进一步优选为2000ppm以上且6000ppm以下。
[0065]
如果软磁性金属粒子的氧含有率在所述范围内,则能够将附着于软磁性金属粒子的表面的氧化物的量抑制得足够少。粒子表面的氧化物是使软磁性金属粒子的比表面积s增大的原因之一。因此,通过将该氧化物的量抑制得少,能够进一步减小比表面积s。
[0066]
需要说明的是,软磁性金属粒子的氧含有率例如通过leco公司制造的氧
·
氮分析装置,tc-300/ef-300进行测定。
[0067]
根据需要,可以在软磁性金属粒子的表面设置绝缘覆膜。即,软磁性粉末也可以具有软磁性金属粒子和在软磁性金属粒子的表面设置的绝缘覆膜。通过设置这样的绝缘覆膜,能够提高软磁性金属粒子彼此的绝缘性。其结果为,能够抑制在粒子间流动的涡电流,抑制压粉体中的涡电流损耗。
[0068]
作为绝缘覆膜,例如可以列举出玻璃材料、陶瓷材料、树脂材料等。
[0069]
软磁性金属粒子的矫顽力没有特别限定,优选为20[oe]以下(1592[a/m]以下),更优选为10[oe]以下(796[a/m]以下),进一步优选为0.1[oe]以上且3.0[oe]以下(8.0[a/m]
以上且239[a/m]以下)。这样,通过使用矫顽力小的软磁性金属粒子,能够制造即使在高频区域使用也能够充分抑制磁滞损耗的压粉体。
[0070]
软磁性金属粒子的矫顽力例如能够通过株式会社玉川制作所制造的tm-vsm1230-mhhl等振动试样型磁力计进行测定。
[0071]
实施方式所涉及的软磁性粉末在制成压粉体时的导磁率在测定频率100khz下优选为15以上,更优选为17以上。这样的软磁性粉末有助于实现磁特性优异的压粉磁芯。
[0072]
所谓压粉体的导磁率,例如是将压粉体做成圆环形状,由闭合磁路磁芯线圈的自感求出的相对导磁率,即有效导磁率。导磁率的测定使用阻抗分析仪,测定频率为100khz。另外,绕组的匝数为7匝,绕组的线径为0.6mm。
[0073]
2.软磁性粉末的制造方法
[0074]
接着,对上述的软磁性粉末的制造方法的一例进行说明。
[0075]
上述的软磁性金属粒子可以是通过任何方法制造的粉末。作为制造方法的例子,例如除了水雾化法、气体雾化法、旋转水流雾化法等各种雾化法以外,还可以列举出粉碎法等。其中,软磁性金属粒子优选使用通过雾化法制造的粒子。通过雾化法,能够高效地制造粒子形状更接近正球,并且氧化物等的形成少的优质的金属粉末。因此,能够通过雾化法制造比表面积更小的金属粉末。
[0076]
雾化法是通过使熔融金属与高速喷射的液体或气体碰撞,将金属熔液微粉化并冷却,从而制造金属粉末的方法。在雾化法中,熔融金属被微细化后,在达到固化的过程中进行球形化,因此能够制造更接近正球的粒子。
[0077]
其中,水雾化法是通过使用水等液体作为冷却液,将其喷射成集中于一点的倒圆锥状,并且使熔融金属向该集中点流下并碰撞,从而由熔融金属制造金属粉末的方法。
[0078]
另外,旋转水流雾化法是通过沿着冷却用筒体的内周面供给冷却液,使其沿着内周面旋转,并且向熔融金属吹液体或气体的射流,将飞散的熔融金属收入到冷却液中,从而制造金属粉末的方法。
[0079]
此外,气体雾化法是通过使用气体(空气)作为冷却介质,将其喷射成集中于一点的倒圆锥状,并且使熔融金属向该集中点流下并碰撞,从而由熔融金属制造金属粉末的方法。
[0080]
液体或气体的流速没有特别限定,优选设定为100m/s以上且1000m/s以下。由此,对飞散的液滴赋予充分的速度,因此液滴容易被冷却。其结果为,能够抑制氧化物的生成,抑制所制造的粒子的比表面积。另外,由于在熔融金属的状态下的原子排列被保存的状态下达到固化,因此例如在制造非晶质材料的粉末时,能够高效地制造非晶质化度高的粉末。需要说明的是,通过提高冷却介质的流速,存在软磁性粉末的比表面积变小的倾向。
[0081]
熔融金属的温度相对于原材料的熔点tm优选设定为tm 20℃以上且tm 200℃以下左右,更优选设定为tm 50℃以上且tm 150℃以下左右。由此,在将熔融金属微粉化时,能够促进所制造的粒子的球形化,抑制比表面积。需要说明的是,通过提高熔融金属的温度,存在软磁性粉末的比表面积变小的倾向。
[0082]
在雾化法中,冷却熔融金属时的冷却速度优选为1
×
104℃/s以上,更优选为1
×
105℃/s以上。通过这样的急速冷却,能够抑制氧化物的生成,抑制所制造的粒子的比表面积。另外,由于在熔融金属的状态下的原子排列被保存的状态下达到固化,因此例如在制造非
晶质材料的粉末时,能够高效地制造非晶质化度高的粉末。
[0083]
通过对由上述的方法制造的软磁性金属粒子实施热处理,能够提高磁特性,并且实现进一步的低矫顽力化。另外,能够减小比表面积。
[0084]
在将软磁性金属粒子的结晶化温度设为tx时,热处理中的加热温度优选为tx-250℃以上且小于tx,更优选为tx-100℃以上且小于tx。
[0085]
当加热温度在所述范围内时,热处理中的加热时间优选为5分钟以上且120分钟以下,更优选为10分钟以上且60分钟以下。
[0086]
通过在这样的加热条件下实施热处理,能够缓和在制造软磁性金属粒子时产生的急冷凝固引起的残留应力。由此,在软磁性金属粒子中变形得到缓和,能够实现低矫顽力化,并且能够实现磁特性的提高。另外,粒子表面变得光滑,比表面积变小。
[0087]
另外,也可以根据需要对制造的软磁性粉末进行分级。作为分级的方法,例如可以列举出筛分分级、惯性分级、离心分级等干式分级,沉降分级等湿式分级等。
[0088]
3.压粉磁芯以及磁性元件
[0089]
接着,对实施方式所涉及的压粉磁芯以及磁性元件进行说明。
[0090]
实施方式所涉及的磁性元件例如能够应用于扼流圈、电感器、噪声滤波器、电抗器、变压器、电机、致动器、电磁阀、发电机等那样的具备磁芯的各种磁性元件。另外,实施方式所涉及的压粉磁芯能够应用于这些磁性元件所具备的磁芯。
[0091]
以下,作为磁性元件的一例,以两种线圈部件为代表进行说明。
[0092]
3.1.圆环型
[0093]
首先,对作为实施方式所涉及的磁性元件的一例的圆环型的线圈部件进行说明。
[0094]
图1是示意地表示圆环型的线圈部件的俯视图。
[0095]
图1所示的线圈部件10具有环状的压粉磁芯11和卷绕在该压粉磁芯11上的导线12。这样的线圈部件10一般被称为圆环线圈。
[0096]
压粉磁芯11是将实施方式所涉及的软磁性粉末和结合材料混合,将所得到的混合物供给到成型模具中,并且进行加压、成型而得到的。即,压粉磁芯11是含有实施方式所涉及的软磁性粉末的压粉体。在这样的压粉磁芯11中,结合材料(粘合剂)的使用量少即可,因此能够提高软磁性粉末的填充率(占有率)。因此,具备压粉磁芯11的线圈部件10的导磁率和磁通密度等磁特性变高。因此,在将线圈部件10搭载于电子设备等时,能够实现电子设备等的高性能化以及小型化。
[0097]
作为在压粉磁芯11的制作中使用的结合材料的构成材料,例如可以列举出硅酮系树脂、环氧系树脂、苯酚系树脂、聚酰胺系树脂、聚酰亚胺系树脂、聚苯硫醚系树脂等有机材料,磷酸镁、磷酸钙、磷酸锌、磷酸锰、磷酸镉等磷酸盐、硅酸钠等硅酸盐等无机材料等,特别是优选热固性聚酰亚胺或环氧系树脂。这些树脂材料通过加热而容易固化,并且耐热性优异。因此,能够提高压粉磁芯11的制造容易性以及耐热性。
[0098]
根据作为所制作的压粉磁芯11的目标的磁特性或机械特性、容许的涡电流损耗等,结合材料相对于软磁性粉末的比例稍有不同,但优选为0.3质量%以上且5.0质量%以下左右,更优选为0.5质量%以上且3.0质量%以下左右,进一步优选为0.7质量%以上且2.0质量%以下左右。由此,能够使软磁性粉末的各粒子彼此充分粘结,并且能够得到磁特性优异的线圈部件10。
[0099]
在混合物中,根据需要,可以以任意的目的添加各种添加剂。
[0100]
作为导线12的构成材料,可以列举出导电性高的材料,例如可以列举出含有cu、al、ag、au、ni等金属材料。另外,在导线12的表面根据需要设置绝缘膜。
[0101]
压粉磁芯11的形状并不限定于图1所示的环状,例如可以是环的一部分缺损的形状,也可以是长度方向的形状为直线状的形状,还可以是片状、膜状等。
[0102]
压粉磁芯11根据需要也可以含有上述的实施方式所涉及的软磁性粉末以外的软磁性粉末或非磁性粉末。
[0103]
如上所述,作为磁性元件的线圈部件10具备含有上述的软磁性粉末的压粉磁芯11。由此,能够实现磁特性优异的线圈部件10。
[0104]
3.2.闭合磁路型
[0105]
接着,对作为实施方式所涉及的磁性元件的一例的闭合磁路型的线圈部件进行说明。
[0106]
图2是示意地表示闭合磁路型的线圈部件的透视立体图。
[0107]
以下,对闭合磁路型的线圈部件进行说明,但在以下的说明中,以与圆环型的线圈部件的不同点为中心进行说明,对于同样的事项,省略其说明。
[0108]
如图2所示,本实施方式所涉及的线圈部件20是将成型为线圈状的导线22埋设在压粉磁芯21的内部而成的。即,作为磁性元件的线圈部件20具备含有上述的软磁性粉末的压粉磁芯21,用压粉磁芯21模制导线22而成。该压粉磁芯21具有与上述的压粉磁芯11同样的构成。由此,能够实现磁特性优异的线圈部件20。
[0109]
这样的形态的线圈部件20容易得到比较小型的部件。另外,线圈部件20的磁特性高,因此在将线圈部件20搭载于电子设备等时,能够实现电子设备等的高性能化以及小型化。
[0110]
另外,由于导线22埋设在压粉磁芯21的内部,因此在导线22与压粉磁芯21之间难以产生间隙。因此,能够抑制由压粉磁芯21的磁致伸缩引起的振动,并且抑制随着该振动而产生噪声。
[0111]
需要说明的是,压粉磁芯21的形状并不限定于图2所示的形状,也可以是片状、膜状等。
[0112]
另外,压粉磁芯21根据需要也可以含有上述的实施方式所涉及的软磁性粉末以外的软磁性粉末或非磁性粉末。
[0113]
4.电子设备
[0114]
接着,基于图3~图5对具备实施方式所涉及的磁性元件的电子设备进行说明。
[0115]
图3是表示作为具备实施方式所涉及的磁性元件的电子设备的移动型的个人计算机的立体图。图3所示的个人计算机1100具备:具备键盘1102的主体部1104,和具备显示部100的显示单元1106。显示单元1106通过铰链结构部可转动地支承在主体部1104。在这样的个人计算机1100中内置有例如开关电源用的扼流圈或电感器、电机等磁性元件1000。
[0116]
图4是表示作为具备实施方式所涉及的磁性元件的电子设备的智能手机的俯视图。图4所示的智能手机1200具备多个操作按钮1202、接听口1204以及通话口1206。另外,在操作按钮1202和接听口1204之间配置有显示部100。在这样的智能手机1200中内置有例如电感器、噪声滤波器、电机等磁性元件1000。
[0117]
图5是表示作为具备实施方式所涉及的磁性元件的电子设备的静态数码相机的立体图。静态数码相机1300通过ccd(charge coupled device:电荷耦合器件)等摄像元件对被摄体的光像进行光电转换而生成摄像信号。
[0118]
图5所示的静态数码相机1300具备设置在壳体1302的背面的显示部100。显示部100作为将被摄体显示为电子图像的取景器发挥功能。另外,在壳体1302的正面侧,即图中背面侧设置有包括光学透镜或ccd等的受光单元1304。
[0119]
当摄影者确认显示在显示部100的被摄体图像并按下快门按钮1306时,该时间点的ccd的摄像信号被转送并存储到存储器1308中。在这样的静态数码相机1300中也内置有例如电感器、噪声滤波器等磁性元件1000。
[0120]
作为实施方式所涉及的电子设备,除了图3的个人计算机、图4的智能手机、图5的静态数码相机以外,还可以列举出例如移动电话、平板终端、钟表、喷墨打印机等喷墨式喷出装置、笔记本型个人计算机、电视机、摄像机、录像机、汽车导航装置、寻呼机、电子记事本、电子词典、计算器、电子游戏机、文字处理器、工作站、可视电话、防盗电视监视器、电子双筒望远镜、pos终端、电子体温计、血压计、血糖仪、心电图测量装置、超声波诊断装置、电子内窥镜等医疗设备、鱼群探测器、各种测定设备、车辆、航空器、船舶的计量仪器类、汽车控制设备、航空器控制设备、铁道车辆控制设备、船舶控制设备等移动体控制设备类、飞行模拟器等。
[0121]
如上所述,这样的电子设备具备实施方式所涉及的磁性元件。由此,能够享受磁特性优异这样的磁性元件的效果,实现电子设备的高性能化。
[0122]
5.移动体
[0123]
接着,基于图6对具备本实施方式所涉及的磁性元件的移动体进行说明。
[0124]
图6是表示作为具备实施方式所涉及的磁性元件的移动体的汽车的立体图。
[0125]
在汽车1500中内置有磁性元件1000。具体而言,磁性元件1000例如内置于汽车导航系统、防抱死制动系统(abs)、发动机控制单元、混合动力汽车或电动汽车的电池控制单元、车体姿势控制系统、自动驾驶系统等电子控制单元(ecu:electronic control unit)、驱动用电机、发电机、空调单元等各种汽车部件。
[0126]
如上所述,这样的移动体具备实施方式所涉及的磁性元件。由此,能够享受磁特性优异这样的磁性元件的效果,实现移动体的高性能化。
[0127]
需要说明的是,本实施方式所涉及的移动体除了图6所示的汽车以外,例如也可以是摩托车、自行车、航空器、直升机、无人机、船舶、潜水艇、火车、火箭、宇宙飞船等。
[0128]
以上,基于优选的实施方式说明了本发明的软磁性粉末、压粉磁芯、磁性元件、电子设备以及移动体,但本发明并不限定于此。
[0129]
例如,在所述实施方式中,作为本发明的软磁性粉末的用途例,列举压粉磁芯等压粉体进行了说明,但用途例并不限定于此,例如也可以是磁性流体、磁头、磁屏蔽片等磁性器件。
[0130]
另外,压粉磁芯和磁性元件的形状也不限定于图示的形状,可以是任何形状。
[0131]
实施例
[0132]
接着,对本发明的具体实施例进行说明。
[0133]
6.软磁性粉末的制造
[0134]
6.1.样品no.1
[0135]
首先,通过水雾化法得到金属粉末。接着,使用筛子对所得到的金属粉末进行分级。
[0136]
接着,对分级后的金属粉末实施热处理,得到软磁性金属粒子。然后,将所得到的软磁性金属粒子作为样品no.1的软磁性粉末。
[0137]
所得到的软磁性粉末的构成材料(软磁性材料)如表1所示。需要说明的是,表1所示的组成式是以原子%表示软磁性材料的构成元素的比率。
[0138]
6.2.样品no.2~27
[0139]
除了使软磁性粉末的组成如表1以及表2或表3所示以外,与样品no.1同样地得到软磁性粉末。需要说明的是,表2以及表3所示的平均粒径d、比表面积s通过改变基于雾化法的粉末的制造条件来调整。用于调整的制造条件主要是每单位时间的熔融金属的流下量、冷却介质的流速以及熔融金属的温度。
[0140]
[表1]
[0141]
软磁性材料组成式制造方法结晶质材料fe
92
si
3.5
cr
4.5
水雾化法非晶质材料1(fe
0.97
cr
0.03
)
76
(si
0.5b0.5
)
22
c2水雾化法非晶质材料2(fe
0.97
cr
0.03
)
76
(si
0.5b0.5
)
22
c2旋转水流雾化法微结晶质材料1fe
73.5
c1nb3si
13.5
b9水雾化法微结晶质材料2fe
73.5
cu1no3si
13.5
b9旋转水流雾化法
[0142]
7.软磁性粉末的评价
[0143]
7.1.粒度分布
[0144]
对各样品no.的软磁性粉末测定了粒度分布。该测定通过日机装株式会社制造的激光衍射方式的粒度分布测定装置microtrac,hra9320-x100进行。然后,由粒度分布计算软磁性粉末的粒径d10、d50、d90。计算结果如表2或表3所示。需要说明的是,将粒径d50作为平均粒径d。
[0145]
7.2.真比重
[0146]
对于各样品no.的软磁性粉末,通过全自动气体置换式密度计,micromeritics公司制造的accupyc1330测定了真比重ρ。测定结果如表2或表3所示。
[0147]
7.3.比表面积
[0148]
对各样品no.的软磁性粉末测定了比表面积s。该测定通过株式会社mountech公司制造的bet式比表面积测定装置hm1201-010来进行。测定结果如表2或表3所示。
[0149]
7.4.正球相当比表面积
[0150]
对于各样品no.的软磁性粉末,计算正球相当比表面积6/(d
·
ρ)。正球相当比表面积6/(d
·
ρ)由平均粒径d以及软磁性材料的真比重ρ计算。计算结果如表2或表3所示。
[0151]
7.5.作为比表面积s相对于正球相当比表面积6/(d
·
ρ)的倍数的系数k
[0152]
对于各样品no.的软磁性粉末,计算系数k。系数k是所测定的比表面积s相对于正球相当比表面积6/(d
·
ρ)的倍数。计算结果如表2或表3所示。
[0153]
7.6.氧含有率
[0154]
对于各样品no.的软磁性粉末,测定了质量比中的氧含有率。使用了leco公司制造
的氧
·
氮分析装置tc-300/ef-300。测定结果如表2或表3所示。
[0155]
8.压粉体的制造
[0156]
使用各样品no.的软磁性粉末,以如下方式制造了压粉体。
[0157]
首先,混合软磁性粉末、环氧树脂(结合材料)以及甲乙酮(有机溶剂),得到混合材料。需要说明的是,环氧树脂的添加量如表2或表3所示。
[0158]
接着,将所得到的混合物搅拌后,以150℃的温度加热30分钟使其干燥,得到块状的干燥体。接着,将该干燥体通过网眼500μm的筛子,粉碎干燥体,得到造粒粉末。
[0159]
接着,将所得到的造粒粉末填充到成型模具中,基于下述的成型条件得到成型体。
[0160]
·
成型方法:冲压成型
[0161]
·
成型体的形状:环状
[0162]
·
成型体的尺寸:外径内径厚度3mm
[0163]
·
成型压力:294mpa
[0164]
接着,通过加热使成型体中的结合材料固化。由此,得到压粉体。
[0165]
9.混合材料的评价
[0166]
对含有各样品no.的软磁性粉末的混合材料测定了粘性。在混合材料的测定中,使用动态粘弹性测定装置(流变仪),测定了20℃下的粘度。然后,按照以下的评价基准对测定的粘度进行了评价。
[0167]
a:粘度特别低
[0168]
b:粘度稍低
[0169]
c:粘度为中等程度
[0170]
d:粘度稍高
[0171]
e:粘度特别高
[0172]
评价结果如表2或表3所示。
[0173]
10.软磁性粉末的评价
[0174]
10.1.压粉体的强度
[0175]
关于各样品no.的软磁性粉末,通过8所示的方法,得到压粉体。
[0176]
接着,测定了所得到的压粉体的强度。在强度的测定中,使用压缩试验机,测定了直至压粉体破坏的最大载荷。然后,将测定的最大载荷参照以下的评价基准,评价了压粉体的强度。
[0177]
a:压粉体的强度特别高
[0178]
b:压粉体的强度稍高
[0179]
c:压粉体的强度为中等程度
[0180]
d:压粉体的强度稍低
[0181]
e:压粉体的强度特别低
[0182]
评价结果如表2或表3所示。
[0183]
10.2.压粉体的密度
[0184]
关于各样品no.的软磁性粉末,通过8所示的方法,得到压粉体。
[0185]
接着,测定所得到的压粉体的质量,基于测定的质量计算压粉体的密度。然后,按照以下的评价基准评价了计算的密度。
[0186]
a:压粉体的密度特别高
[0187]
b:压粉体的密度稍高
[0188]
c:压粉体的密度为中等程度
[0189]
d:压粉体的密度稍低
[0190]
e:压粉体的密度特别低
[0191]
评价结果如表2或表3所示。
[0192]
10.3.矫顽力
[0193]
关于各样品no.的软磁性粉末,作为磁化测定装置使用玉川制作所公司制造的vsm系统tm-vsm1230-mhhl,测定了矫顽力。测定结果如表3所示。
[0194]
10.4.饱和磁通密度
[0195]
关于各样品no.的软磁性粉末,通过以下的方法计算了饱和磁通密度。
[0196]
首先,使用磁化测定装置,测定了软磁性粉末的最大磁化mm。
[0197]
接着,通过下式求出饱和磁通密度bs。
[0198]
bs=4π/10000
×
ρ
×
mm
[0199]
计算结果如表3所示。
[0200]
[表2]
[0201][0202]
[表3]
[0203][0204]
在表2以及表3中,各样品no.的软磁性粉末中,与本发明对应的记载为“实施例”,与本发明不对应的记载为“比较例”。
[0205]
如表2以及表3所示,在计算对软磁性粉末(软磁性金属粒子)测定的比表面积s相对于正球相当比表面积6/(d
·
ρ)的倍数的系数k时,在系数k在规定的范围内的情况下,即使减少结合材料的添加量,在混合材料中也能够得到适当的粘性。另外,确认了这样的混合材料即使结合材料的添加量少,也能够得到强度和密度高的压粉体。另外,还确认了密度高的压粉体的饱和磁通密度提高。因此可知,根据本发明,在使用结合材料制造压粉体时,能够减少所使用的结合材料的量,能够制造磁特性优异的压粉体。
[0206]
此外,在表3中还示出了通过使用非晶质材料或微结晶质材料,能够得到矫顽力低
的软磁性粉末。
[0207]
10.5.显微镜观察
[0208]
通过扫描型电子显微镜观察了样品no.17、19、21的软磁性粉末。观察图像如图7至图9所示。图7是样品no.17的软磁性粉末的观察图像。图8是样品no.19的软磁性粉末的观察图像。图9是样品no.21的软磁性粉末的观察图像。
[0209]
在图7中,可以观察到在粒子表面的各处附着有异物的区域r。可以认为该区域r是氧化物析出的区域。因此,可以认为由于氧化物在粒子表面析出,因此样品no.17的软磁性粉末的比表面积s增加。
[0210]
在图8以及图9中,几乎没有观察到图7所示的深色的区域r。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。