1.本技术涉及到电池技术领域,尤其涉及到一种电池模组的壳体及电池模组。
背景技术:
2.电池模组通常需要承受一定的电池膨胀力,随着行业内模组尺寸往大模组方向发展,单个模组容量不断提升,模组需承受的膨胀力越来越大,因此对端板与侧板的焊缝强度要求越来越高。
3.而在一定情况下,因为被焊接材料焊接性能不好,焊缝内部会存在裂纹、气孔等缺陷,导致焊缝强度降低,模组焊缝无法满足抵抗电池膨胀力的要求。
技术实现要素:
4.本技术提供了一种电池模组的壳体,用以改善电池模组的稳定性。
5.第一方面,本技术提供了一种电池模组的壳体,该电池模组的壳体包括:侧板以及端板;其中,所述侧板的端部具有扣合在所述端板的折弯结构;所述端板设置有与所述折弯结构配合的缺口;
6.还包括中间过渡板;所述中间过渡板位于所述折弯结构的端面与所述缺口的侧壁之间;
7.所述折弯结构、所述中间过渡板及所述端板之间焊接连接。
8.在上述技术方案中,通过采用中间过渡板作为过渡部件,改善侧板与端板的焊接效果,提高电池模组的壳体的强度,进而提高了电池模组的稳定性。
9.第二方面,提供了一种电池模组,该电池模组包括上述任一项所述的电池模组的壳体以及设置在所述壳体内的多个电池。
10.在上述技术方案中,通过采用中间过渡板作为过渡部件,改善侧板与端板的焊接效果,提高电池模组的壳体的强度,进而提高了电池模组的稳定性。
附图说明
11.图1为本技术实施例提供的电池模组的壳体的结构示意图;
12.图2为本技术实施例提供的电池模组的壳体的俯视图;
13.图3为本技术实施例提供的端板的俯视图;
14.图4为图1中a处的局部放大图;
15.图5为图2中b处的局部放大图;
16.图6为本技术实施例提供的电池模组的结构示意图。
具体实施方式
17.下面通过附图和实施例对本技术进一步详细说明。通过这些说明,本技术的特点和优点将变得更为清楚明确。
18.在这里专用的词“示例性”意为“用作例子、实施例或说明性”。这里作为“示例性”所说明的任何实施例不必解释为优于或好于其它实施例。尽管在附图中示出了实施例的各种方面,但是除非特别指出,不必按比例绘制附图。
19.此外,下面所描述的本技术不同实施方式中涉及的技术特征只要彼此之间未构成冲突就可以相互结合。
20.为方便理解本技术实施例提供的电池模组的壳体,首先介绍一下其应用场景。本技术实施例提供的电池模组的壳体用于承载电池,并与电池一起组成电池模组。现有的电池模组的壳体采用侧板与端板连接围成框型结构来容纳电池。但是现有的电池模组的壳体的侧板与端板在连接处连接强度不大,在电池工作时,受热膨胀后极易破坏侧板与端板的焊接处,造成电池模组损坏。为此本技术实施例提供了一种电池模组的壳体,用以改善承受电池膨胀的能力。下面结合具体的附图以及实施例对其进行详细的说明。
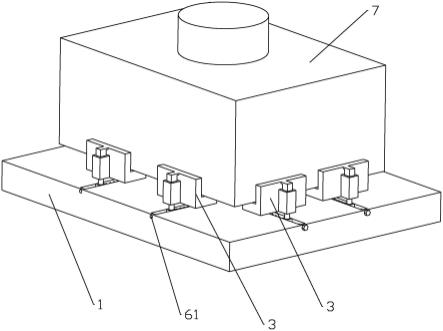
21.参考图1及图2,图1示出了本技术实施例提供电池模组的壳体的结构。图2示出了本技术实施例提供的电池模组的壳体的俯视图。本技术实施例提供的电池模组的壳体包括侧板10以及端板20。其中,侧板10的个数为两个,端板20的个数为两个。在组成壳体时,两个侧板10两两相对,两个端板20两两相对,并且,侧板10的两端分别与两个端板20一一对应焊接连接,从而围成矩形的容纳腔,以承载电池。
22.电池的壳体除包含上述的侧板10和端板20外,还包括底板(图中未标示),底板用以承载上述端板20和侧板10,并且分别与端板20和侧板10固定连接,以承载电池。
23.为方便描述,构建坐标系,其中,原点o为壳体的底角,x方向平行于壳体的宽度方向,y方向平行于壳体的宽度方向,z方向平行于壳体的高度方向。
24.定义一下端板20的厚度方向,端板20的厚度方向指代为端板20沿x方向的尺寸。
25.定义一下侧板10的长度方向及端板20的长度方向。其中,侧板10的长度方向沿两个端板20排列的方向,也即沿x方向;端板20的长度方向沿两个侧板10的排列方向,也即沿y方向。在侧板10与端板20连接时,侧板10沿其长度方向的两端分别与两个端板20焊接连接,同理,端板20沿其长度方向的两端分别与两个侧板10焊接连接。
26.为改善电池模组的壳体的结构强度。在设置侧板10时,侧板10的端部具有扣合在端板20的折弯结构11。其中,侧板10的端部指代为侧板10沿其长度方向的端部。折弯结构11为l形的折弯结构,其折弯的方向朝向端板20的方向折弯。在侧板10的两端分别与端板20连接时,侧板10的两端分别设置了折弯结构11,从而使得侧板10整体形成一个u形的结构。侧板10在扣合在端板20上时,侧板10的折弯结构11与端板20搭接。
27.在本技术实施例中,折弯结构11与侧板10为一体结构。在制备时,可通过折弯机对侧板10进行折弯,也可通过冲压机冲压形成折弯结构11。
28.一并参考图2及图3,图3示出了端板的俯视图。在与折弯结构11配合时,端板20上设置有与折弯结构11配合的缺口21。该缺口21位于端板20的端部(端板20沿其长度方向的端部),从而在端板20的端部形成一个台阶的结构。参考图2所示的端板20的俯视图,该端板20在两端形成缺口21后,俯视图成一个凸字形结构。也即在端板20背离腔体的外侧壁上形成两个相对的缺口21,每个缺口21具有相邻的两个侧壁,分别为第一侧壁211及第二侧壁212。其中,缺口21的第一侧壁211用以与折弯结构11搭接,缺口21的第二侧壁212用以与折弯结构11的端面相对而置。其中,折弯结构11的端面指代为折弯结构11远离侧板10的一端
的端面。
29.在侧板10与端板20连接时,折弯结构11位于缺口21内,且折弯结构11的一表面与缺口21的第一侧壁211接触,折弯结构11的端面与缺口21的第二侧壁212沿y方向间隔排列,也即折弯结构11的端面与第二侧壁212之间间隔有间隙。
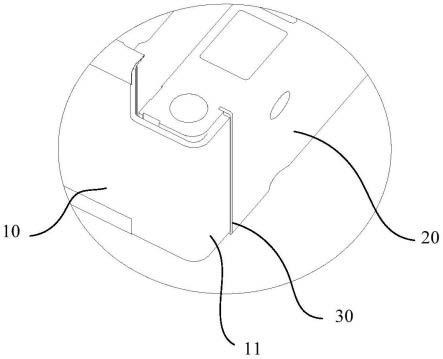
30.一并参考图1及图4。图4示出了图1中的a处局部放大图。为改善壳体的结构强度。本技术实施例提供的电池模组的壳体还包括中间过渡板30。其中,中间过渡板30用以改善折弯结构11与端板20焊接时的效果。在焊接时,折弯结构11、中间过渡板30及端板20之间焊接连接。也即折弯结构11、中间过渡板30及端板20焊接连接成为一体。
31.在本技术实施例中,中间过渡板30的焊接温度可低于端板20及侧板10的焊接温度。
32.中间过渡板30可采用不同的材质制备而成,示例性的,中间过渡板30为铝板、铝合金板、镍板、镍合金板、铜板、铜合金板、以及其他含有特殊元素的合金板等。
33.一并参考图2及图5,图5示出了图2中b处的局部放大图。在装配时,中间过渡板30位于折弯结构11的端面与缺口21的侧壁之间。示例性的,沿y方向,折弯结构11、中间过渡板30、缺口21的第二侧壁212依次排列。
34.为方便描述中间过渡板30与折弯结构11及缺口21的第二侧壁212的配合关系。定义一下中间过渡板30的厚度方向、宽度方向及长度方向,中间过渡板30的厚度方向沿y方向,宽度方向沿x方向,长度方向沿z方向。也即中间过渡板30为竖直放置,且插入到折弯结构11与缺口21的第二侧壁212之间的一个板。其中,中间过渡板30的厚度小于中中间过渡板30的宽度。示例性的,中间过渡板30的厚度介于0.1-5mm,如中间过渡板30的厚度为0.1mm、0.5mm、1mm、2mm、3mm、4mm、4.5mm、5mm等不同的尺寸。中间过渡板30的宽度介于1-10mm。示例性的,中间过渡板30的宽度可以为1mm、2mm、3mm、4mm、5mm、6mm、7mm、8mm、9mm、10mm等不同的尺寸。
35.中间过渡板30具有沿厚度方向的相对的两个表面,该表面指代为垂直于y方向的两个表面。在配合时,两个表面中的一个表面朝向折弯结构11的端面,另一个表面朝向缺口21的侧壁(第二侧壁212)。也即中间过渡板30沿厚度方向上的一个表面与折弯结构11的端面贴合,另一个表面与缺口21的第二侧壁212贴合。
36.一并参考图3及图5,作为一个可选的方案,在缺口21内设置有凹槽22,中间过渡板30部分位于凹槽22内,另一部分位于缺口21内,也可理解为另一部分位于折弯结构11的端面与缺口21的第二侧壁212之间。
37.凹槽22设置在缺口21的第一侧壁211,并且凹槽22的深度方向沿x方向。其中,凹槽22的形状及尺寸与中间过渡板30的形状及尺寸匹配。示例性的,凹槽22的宽度(沿y方向)介于0.1-5mm,如凹槽22的宽度为0.1mm、0.5mm、1mm、2mm、3mm、4mm、4.5mm、5mm等不同的尺寸。凹槽22的底面到端板20背离腔体的表面的距离介于1-10mm。示例性的,该距离可以为1mm、2mm、3mm、4mm、5mm、6mm、7mm、8mm、9mm、10mm等不同的尺寸。
38.作为一个可实施的方式,在中间过渡板30部分位于凹槽22内时,沿x方向,中间过渡板30不外露在端板20背离腔体的表面的外侧或者略微外露在端板20背离腔体的表面的外侧。示例性的,在中间过渡板30不外露在端板20背离腔体的表面的外侧时,中间过渡板30的宽度小于等于凹槽22的底面到端板20背离腔体的表面的距离。在中间过渡板30略微外露
在端板20背离腔体的表面的外侧时,可外露0.1mm~1mm。如外露0.1mm、0.3mm、0.7mm、1mm等不同的尺寸。
39.在中间过渡板30位于凹槽22内时,可采用不同的方式连接。示例性的,中间过渡板30可卡装在凹槽22内。在采用上述结构时,有利于中间过渡板30与端板20之间的预先连接。例如可以通过端板20开槽(凹槽22)尺寸与中间过渡板30片厚度尺寸之间的公差配合,实现过盈装配连接。通过过盈配合进行连接时,对公差尺寸要求较高,而对于细长形的中间过渡板30来说,对中间过渡板30厚度进行高精度加工相比对其他尺寸进行高精度加工更加容易实现。
40.在另外一个方式中,中间过渡板30与凹槽22的侧壁焊接连接。也即在将中间过渡板30装配在凹槽22内后,通过焊接的方式将中间过渡板30与端板20焊接固定连接,从而实现对中间过渡板30预连接。
41.在中间过渡板30、侧板10及端板20焊接为一体时,中间过渡板30在焊接时,与侧板10及端板20熔融连接为一体。或者中间过渡板30部分与侧板10及端板20熔融为一体。
42.另外,在焊接后,侧板10、中间过渡板30及端板20焊接形成的焊缝覆盖中间过渡板30。也即焊缝同时覆盖端板20、侧板10以及中间过渡板30。从而通过中间过渡板30的作用,可以改善不同种金属之间的可焊接性,提升焊缝强度及可靠性。
43.此外,在焊接时,除上述焊接外,折弯结构11与端板20扣合的部分与端板20焊接连接。从而增强焊缝的结构强度,提高焊接效果,进而提高侧板10与端板20的连接效果,改善了壳体的结构强度,也提高了电池模组的稳定性。
44.参考图6,图6示出了本技术实施例提供的电池模组的结构示意图。本技术实施例还提供了一种电池模组,该电池模组包括上述任一项的电池模组的壳体以及设置在壳体内的多个电池。在本技术实施例提供的电池模组中,通过采用中间过渡板30作为过渡部件,改善侧板10与端板20的焊接效果,提高电池模组的壳体的强度,进而提高了电池模组的稳定性。
45.在本技术的描述中,需要说明的是,术语“上”、“下”、“内”、“外”、“前”、“后”、“左”、“右”等指示的方位或位置关系为基于本技术工作状态下的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
46.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”“相连”“连接”应作广义理解。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。
47.以上结合了优选的实施方式对本技术进行了说明,不过这些实施方式仅是范例性的,仅起到说明性的作用。在此基础上,可以对本技术进行多种替换和改进,这些均落入本技术的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。