1.本发明涉及一种机床,其通过安装在主轴上的刀具保持件来保持车削刀具,并通过车削刀具对载置在旋转台上的加工对象物进行加工。
背景技术:
2.在日本特开2018-34248号公报中,示出了一种通过一边使安装有切削刀具的主轴旋转,一边使主轴头相对于工作台相对移动,从而对工件进行切削加工的机床。
技术实现要素:
3.希望使用日本特开2018-34248号公报所示的机床进行车削加工。进行车削加工的机床使工件侧旋转,另一方面,使马达的动作停止,将安装有车削刀具的主轴侧固定为不能旋转。但是,主轴原本就以旋转的方式构成。因此,在进行车削加工的机床中,即使用马达固定主轴,在车削加工时与工件接触的车削刀具也容易向主轴的旋转方向移动。如果在加工时车削刀具移动,则加工精度降低。
4.因此,本发明的目的在于提供一种能够防止车削加工的精度降低的机床。
5.本发明的实施方式是一种机床,通过安装在主轴上的刀具保持件保持车削刀具,并通过所述车削刀具对载置在旋转台上的加工对象物进行加工,所述机床具备固定构件,该固定构件与所述主轴或所述刀具保持件接触,使所述主轴和所述刀具保持件不能旋转。
6.根据本发明,能够防止车削加工的精度降低。
附图说明
7.图1是表示第一实施方式的机床的侧视图。图2是表示第一实施方式的机床的一部分的侧视图。图3是表示第一实施方式的机床的主轴的周边部的仰视图。图4是表示第二~第四实施方式的机床的一部分的侧视图。图5是表示第二实施方式的刀具保持件的侧视图。图6是表示第三实施方式的刀具保持件的侧视图。图7是表示第四实施方式的刀具保持件的侧视图。图8是表示第五实施方式的机床的一部分的侧视图。图9是表示第五实施方式的刀具保持件和平板的侧视图。图10是表示第五实施方式的变形例的刀具保持件和平板的图。图11是表示第二~第四实施方式的变形例的机床的一部分的侧视图。
具体实施方式
8.下面将参考附图详细描述根据本发明的机床的优选实施方式。
9.[第一实施方式]
使用附图对第一实施方式的机床10进行说明。图1是表示本实施方式的机床10的侧视图。
[0010]
机床10利用安装在主轴16上的车削刀具18对加工对象物22、即工件进行加工。
[0011]
机床10具有主轴头14。主轴头14具有主轴16。在主轴16上可装卸地安装有保持车削刀具18的刀具保持件20。
[0012]
在机床10上具有使主轴头14沿上下方向移动的立柱24、可旋转地支承加工对象物22的附加轴装置26、使附加轴装置26沿第一方向及第二方向移动的工作台34。主轴头14通过支承部15支承在立柱24上。第一方向和第二方向相互正交。第一方向是y方向,第二方向是x方向。另外,将与y方向和x方向正交的方向设为z方向。作为重力作用的方向的下方向是-z方向,上方向是 z方向。主轴16的轴向与z方向平行。
[0013]
附加轴装置26位于主轴16的下方。附加轴装置26具有旋转台30。加工对象物22固定在旋转台30上。加工对象物22例如可以吸附固定在旋转台30上,但并不限定于此。附加轴装置26具有使旋转台30的旋转轴的角度倾斜的倾斜机构27。旋转台30可以通过倾斜机构27以任意角度倾斜。由附加轴装置26附加的旋转轴是使旋转台30旋转的旋转轴和使旋转台30倾斜的旋转轴。即,通过附加轴装置26附加两个旋转轴。
[0014]
通过主轴16向z方向的移动、附加轴装置26向x方向及y方向的移动、附加轴装置26对加工对象物22的旋转、旋转台30的倾斜,机床10能够对加工对象物22进行三维加工。
[0015]
附加轴装置26由工作台34支承。工作台34由滑动座架36支撑。在工作台34上具有未图示的x轴用移动机构,该x轴用移动机构使该工作台34相对于滑动座架36在x方向上移动。因此,工作台34能够相对于滑动座架36在x轴向上移动。滑动座架36由床身32支撑。在滑动座架36上具有未图示的y轴用移动机构,该y轴用移动机构使该滑动座架36相对于床身32在y轴向上移动。因此,滑动座架36能够相对于床身32在y轴向上移动。因此,工作台34可以相对于床身32在xy方向上移动。y轴用移动机构和x轴用移动机构可以使用公知的机构。
[0016]
在机床10上具备未图示的飞溅挡板。飞溅挡板包围机床10的加工区域。飞溅挡板用于防止因加工而产生的切屑、含有切屑等的切削片、切削液等向周围飞散。在加工区域设置有在加工时向车削刀具18喷出切削液的未图示的喷嘴。这样,构成是本实施方式的机床10。
[0017]
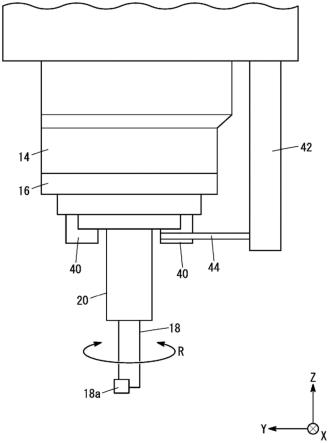
图2是表示本实施方式的机床10的一部分的侧视图。图3是表示本实施方式的机床10的主轴16的周边部的仰视图。
[0018]
刀具保持件20保持车削刀具18并安装在主轴16上。在车削刀具18的顶端部设置有例如车削刀片18a、即刀尖。主轴16与未图示的马达的输出轴连结。在主轴16的-z方向的端部形成有向-z方向突出的两个主轴键40。两个主轴键40以刀具保持件20为中心在相反方向配置。主轴16以两个主轴键40和刀具保持件20朝向y方向排列的方式停止。
[0019]
除了主轴16之外,在主轴头14上还设有块42。块42配置在主轴16的-y方向,从主轴头14向-z方向延伸。块42是与xz平面平行的构件。块42包括一组相互平行的把持构件(固定构件)44。一组把持构件44通过未图示的螺栓等固定在块42上。一组把持构件44在与主轴16相交的方向上延伸。一个把持构件44与另一个把持构件44的间隔与主轴键40的宽度大致相同。一个把持构件44与主轴键40的一侧面40a接触,另一个把持构件44与主轴键40的另一侧面40b接触。即,一组把持件构件44从主轴16的旋转方向r的一方和另一方把持配置在块42
附近的主轴键40。
[0020]
在本实施方式中,通过块42而与主轴头14连接的一组把持件构件44把持主轴键40,从而不能进行主轴键40的旋转方向r的动作。于是,刀具保持件20和车削刀具18不能与主轴16一起向旋转方向r旋转。因此,即使在车削加工时加工对象物22旋转,车削刀具18也不会移动。这样,根据本实施方式,由于主轴16被牢固地固定而不能移动,所以能够防止因车削刀具18的位置偏移而引起的车削加工的精度降低。
[0021]
[第二实施方式]使用图4及图5对第二实施方式的机床10进行说明。图4是表示本实施方式的机床10的一部分的侧视图。图5是表示本实施方式的刀具保持件20的侧视图。对与第一实施方式的机床10相同的构成要素赋予相同的符号,省略或简化说明。
[0022]
在刀具保持件20的外周面20a上形成有作为凹部(第一嵌合部)的孔50。主轴16以使得孔50朝向块42的方向、即-y方向的方式停止。块42具有作为凸部(第二嵌合部)的销(固定构件)52。销52通过未图示的螺栓等固定在块42上。销52在与刀具保持件20交叉的方向上延伸。销52的直径与孔50的直径大致相同。销52的顶端被嵌入孔50中。于是,销52的顶端与孔50的内周面接触。
[0023]
在本实施方式中,通过块42而与主轴头14连结的销52被嵌入刀具保持件20的孔50中,由此不能进行刀具保持件20的旋转方向r的动作。于是,主轴16和车削刀具18不能与刀具保持件20一起向旋转方向r旋转。因此,即使在车削加工时加工对象物22旋转,车削刀具18也不会移动。这样,根据本实施方式,由于刀具保持件20被牢固地固定而不能移动,所以能够防止因车削刀具18的位置偏移而引起的车削加工的精度降低。
[0024]
[第三实施方式]使用图4及图6对第三实施方式的机床10进行说明。图6是表示本实施方式的刀具保持件20的侧视图。对与第一实施方式及第二实施方式的机床10相同的构成要素标注相同的符号,省略或简化说明。
[0025]
在刀具保持件20的外周面20a上,形成有作为凹部(第一嵌合部)的槽60。主轴16以使得槽60朝向块42的方向、即-y方向停止的方式停止。槽60以槽60的中心线c1与刀具保持件20的轴线a平行的方式形成。槽60从刀具保持件20的上端形成到刀具保持件20的大致中间部分。在槽60的上端形成有开口部62,在槽60的下端形成停止部64。开口部62用于将销52从槽60的外部引导到内部而设置。销52的直径和槽60的宽度大致相同。
[0026]
销52的顶端以如下方式被嵌入槽60中。在销52朝向刀具保持件20的轴线a的状态下,销52的顶端从上方插入开口部62。随后,移动销52或刀具保持件20,使得销52的顶端沿槽60向停止部64的方向移动。当销52的顶端接触停止部64时,销52或刀具保持件20的动作停止。在该状态下,销52的顶端与相对的两个内壁面66和停止部64接触。例如,未图示的atc(自动刀具更换装置)相对于主轴16从下方安装刀具保持件20。此时,销52的顶端被嵌入槽60中。
[0027]
在本实施方式中,通过块42而与主轴头14连结的销52被嵌入刀具保持件20的槽60中,由此不能进行刀具保持件20的旋转方向r的动作。于是,主轴16和车削刀具18不能与刀具保持件20一起向旋转方向r旋转。因此,即使在车削加工时加工对象物22旋转,车削刀具18也不会移动。这样,根据本实施方式,由于刀具保持件20被牢固地固定而不能移动,所以
能够防止因车削刀具18的位置偏移而引起的车削加工的精度降低。
[0028]
[第四实施方式]使用图4及图7对第四实施方式的机床10进行说明。图7是表示本实施方式的刀具保持件20的侧视图。对与第一实施方式~第三实施方式的机床10相同的构成要素赋予相同的符号,省略或简化说明。
[0029]
在刀具保持件20的外周面20a上,形成有作为凹部(第一嵌合部)的槽70。主轴16以使得槽70朝向块42的方向、即-y方向的方式停止。槽70以槽70的中心线c2与刀具保持件20的轴线a平行的方式形成。槽70从刀具保持件20的上端形成到刀具保持件20的下端。在槽70的上端形成有第一开口部72,在槽70的下端形成有第二开口部74。第一开口72用于将销52从槽70的外部引导到内部而设置。第一开口72的槽70的宽度大于销52的直径。另一方面,第二开口部74的槽70的宽度小于销52的直径。即,槽70是内壁面76之间的宽度从第一开口部72向第二开口部74逐渐变窄的锥形形状。
[0030]
销52的顶端以如下方式装配在槽70中。在销52朝向刀具保持件20的轴线a的状态下,销52的顶端从上方被插入第一开口部72。随后,移动销52或刀具保持件20,使得销52的顶端沿槽70向第二开口74的方向移动。当销52的顶端与两个内壁面76接触时,销52或刀具保持件20的动作停止。在该状态下,销52的顶端与相对的两个内壁面76接触。例如,未图示的atc(自动刀具更换装置)相对于主轴16从下方安装刀具保持件20。此时,销52的顶端被嵌入槽70中。
[0031]
根据本实施方式,与第三实施方式相同,能够防止因车削刀具18的位置偏移而导致车削加工的精度降低。
[0032]
[第五实施方式]使用图8及图9对第五实施方式的机床10进行说明。图8是表示本实施方式的机床10的一部分的侧视图。图9是表示本实施方式的刀具保持件20和平板82的侧视图。对与第一实施方式~第四实施方式的机床10相同的构成要素赋予相同的符号,省略或简化说明。
[0033]
在刀具保持件20的外周面20a上,形成有作为凹部(第一嵌合部)的槽80。主轴16以使得槽80朝向块42的方向、即-y方向的方式停止。槽80沿刀具保持件20的旋转方向r形成。在刀具保持件20的xy截面中,槽80为矩形形状。块42具有作为凸部(第二嵌合部)的平板(固定构件)82。平板82通过未图示的螺栓等固定在块42上。平板82在与刀具保持件20相交的方向上延伸。平板82的顶端为嵌入槽80的矩形形状。
[0034]
在本实施方式中,通过块42而与主轴头14连结的平板82被嵌入刀具保持件20的槽80中,由此不能进行刀具保持件20的旋转方向r的动作。因此,根据本实施方式,与第一~第四实施方式同样,能够防止因车削刀具18的位置偏移而引起的车削加工的精度降低。
[0035]
另外,如图10所示,刀具保持件20也可以是xy截面为矩形形状的棱柱。
[0036]
[变形例]使用图11对各实施方式的变形例的机床10进行说明。图11是表示第二~第四实施方式的变形例的机床10的一部分的侧视图。对于与第二实施方式的机床10相同的构成要素,标注相同的符号,省略或简化说明。
[0037]
块42通过移动机构90支撑销52。移动机构90包括液压或电动传动系统。移动机构90通过使销52向接近刀具保持件20的方向(在图11中为y方向)移动,将销52的顶端插入到
孔50(图5)或槽60(图6)或槽70(图7)中。另外,移动机构90通过使销52向远离刀具保持件20的方向(在图11中为-y方向)移动,将销52的顶端从孔50(图5)或槽60(图6)或槽70(图7)中拔出。
[0038]
移动机构90也可以使第一实施方式的把持构件44或第5实施方式的平板82向相对于刀具保持件20接近的方向和远离的方向移动。
[0039]
进而,在上述的各实施方式中可以考虑各种变形例。例如,在上述第二~第四实施方式中,在刀具保持件20上形成有凹部,在销52上形成有凸部。也可以取而代之,在刀具保持件20上形成有凸部,在销52的顶端上形成有凹部。另外,在各实施方式中,块42也可以不设置在主轴头14上而设置在支承部15上。
[0040]
在第三实施方式中,槽60也可以形成为两内壁面66的宽度从外周面20a侧向轴线a侧逐渐变窄。同样,在第四实施方式中,槽70也可以形成为两内壁面76的宽度从外周面20a侧向轴线a侧逐渐变窄。在这种情况下,销52的顶端可以是尖细的形状。
[0041]
[由实施方式得到的发明]以下对能够从上述实施方式把握的发明进行说明。
[0042]
本发明的实施方式是一种机床(10),其通过安装在主轴(16)上的刀具保持件(20)保持车削刀具(18),并通过所述车削刀具对载置在旋转台(30)上的加工对象物(22)进行加工,该机床具备固定构件(44、52、82),该固定构件(44、52、82)与所述主轴或所述刀具保持件接触,使所述主轴和所述刀具保持件不能旋转。
[0043]
在本发明的实施方式中,机床也可以具备:具有所述主轴的主轴头(14);以及固定于所述主轴头的块(42),所述固定构件从所述块向与所述主轴交叉的方向延伸。
[0044]
在本发明的实施方式中,机床也可以具备从所述主轴的一部分向所述车削刀具侧突出的主轴键(40),所述固定构件通过从所述主轴的旋转方向(r)的一方和另一方把持所述主轴键而使所述主轴不能旋转。
[0045]
在本发明的实施方式中,也可以是所述刀具保持件具备第一嵌合部(50、60、70、80),所述固定构件具备第二嵌合部(52、82),所述第一嵌合部和所述第二嵌合部相互嵌合,从而使所述刀具保持件不能旋转。
[0046]
在本发明的实施方式中,也可以是所述第一嵌合部是在所述刀具保持件的外周面(20a)上形成的凹部(50、60、70、80),所述第二嵌合部是在所述固定构件的顶端上形成的凸部(52、82)。
[0047]
在本发明的实施方式中,也可以是所述个凹部是孔(50),所述个凸部是销(52)。
[0048]
在本发明的实施方式中,机床也可以具备使所述固定构件相对于所述刀具保持件向接近方向和远离方向移动的移动机构(90)。
[0049]
在本发明的实施方式中,也可以是所述凹部是与所述刀具保持件的轴线(a)平行地形成的槽(60、70),所述凸部是销(52)。
[0050]
在本发明的实施方式中,也可以是所述槽在所述车削刀具侧开口。
[0051]
在本发明的实施方式中,也可以是所述槽在所述主轴侧封闭,所述销与所述槽的主轴侧端部(64)接触。
[0052]
在本发明的实施方式中,也可以是所述槽是宽度从所述主轴侧向所述车削刀具侧逐渐变窄的锥形形状,所述销与所述槽的内壁面(76)接触。
[0053]
另外,本发明的机床不限于上述的实施方式及变形例,在不脱离本发明的主旨的情况下,当然可以采用各种构成。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。