1.本技术属于厨房用品技术领域,具体涉及一种烹饪器具。
背景技术:
2.现有的诸如压力煲等的烹饪器具,在锅盖组件上集成有限压阀组件,排气时锅体内的气体通过限压阀组件排出至烹饪器具外侧,同时部分气体会通过盖板与锅盖之间的间隙回流,回流的高温蒸汽会损坏锅盖内的电子元器件,缩短烹饪器具的使用寿命,为避免该现象的发生,需要在盖板与锅盖之间增设密封件。
3.现有的密封件与盖板之间是插接配合的方式,即密封件设有两个延伸的唇边以配合形成插接槽,盖板设有与之适配的插接凸筋,装配过程中将盖板的插接凸筋挤入密封件的插接槽内以实现两者之间的密封配合。该配合方式,使得装配过程中,装配人员需要对盖板和密封件施加足够的注意力才可准确对接插接槽和插接凸筋,稍微不注意就会导致插接凸筋压接到唇边上而导致密封失效。而且生产和装配过程中,若盖板发生变形,将导致插接凸筋与插接槽的配合失效,从而导致密封失效,因此对于盖板的加工精度有着极高的要求,从而提升了加工制造成本。
技术实现要素:
4.本技术提供了一种烹饪器具,以解决上述技术问题中的至少一个。
5.本技术所采用的技术方案为:
6.一种烹饪器具,包括锅盖和设置于所述锅盖的限压阀组件,所述锅盖包括内衬和设置于所述内衬的内盖组件,所述内衬设有收容所述限压阀组件的腔体和盖设于所述腔体的盖板,所述盖板设有排气孔,还包括设于所述盖板和所述内衬之间以密封两者之间的间隙的密封件,所述盖板设有加强筋及与所述加强筋固连且向下延伸的限位筋,所述密封件设有第一密封端面和第二密封端面,所述第一密封端面与所述加强筋接触以形成端面密封,所述第二密封端面与所述限位筋抵接以形成径向密封。
7.本技术中的所述烹饪器具还包括下述附加技术特征:
8.所述密封件还设有与所述第二密封端面平行的第三密封端面,所述第二密封端面和所述第三密封端面位于所述第一密封端面的两相对侧,所述第三密封端面与所述加强筋的内壁抵接以形成径向密封。
9.所述密封件包括密封本体及与所述密封本体固连且向下延伸的褶皱层,所述密封本体安装于所述内衬,所述褶皱层的下部与所述内盖组件的上表面抵接且过盈配合。
10.所述密封件包括密封本体,所述密封本体设有定位槽,所述内衬设有与所述定位槽适配的定位凸筋,所述定位凸筋插设在所述定位槽内。
11.所述密封件还包括与所述密封本体固连且向上延伸的定位裙边,所述定位裙边设有限位槽,所述内衬设有与所述限位槽适配的限位凸筋,所述限位凸筋插设于所述限位槽内。
12.所述定位槽和所述限位槽在水平方向错位布置。
13.所述定位裙边包括与所述密封本体固连的主体部及与所述主体部固连的外延部,所述外延部相对于所述主体部偏心布置,所述限位槽设于所述外延部。
14.所述加强筋和所述第一密封端面两者中的至少一个设有密封凸筋、所述密封凸筋与两者之另一过盈配合。
15.所述盖板可拆卸地安装于所述内衬。
16.所述盖板设有位于所述加强筋上方且围绕所述盖板的周向间隔布置的若干个定位耳板,所述定位耳板设有第一安装孔,所述内衬设有与所述第一安装孔对应的第二安装孔,所述烹饪器具还包括与所述第一安装孔和所述第二安装孔适配以将所述盖板安装至所述锅盖的紧固件。
17.由于采用了上述技术方案,本技术所取得的有益效果为:
18.1.相较于现有技术中盖板与密封件通过插接槽和插接凸筋实现密封配合的方案而言,本技术中盖板的加强筋和限位筋位于两个分型面上,在将盖板装配至内衬的过程中,直接将盖板下压即可实现与密封件的端面密封和径向密封,而无需施加相当的注意力才可将盖板和密封件对齐以避免压到密封件的唇边结构,提升了盖板的装配效率和装配后的密封效果。
19.此外,加强筋的存在能够提升盖板的结构强度,避免在盖板的生产、运输及其与内衬的装配过程中发生变形而导致其与密封件之间的密封配合失效。而且对于盖板本身的加工精度要求降低,提升了生产的容错率。限位筋的存在不仅能够与密封件形成径向密封,提升密封效果,而且限位筋能够在盖板的安装过程中起到限制盖板移动以辅助盖板定位,提升盖板的装配效率的作用。
20.2.作为本技术的一种优选实施方式,密封件还具有与第二密封端面分别位于第一密封端面的两相对侧的第三密封端面,第三密封端面与加强筋的内壁抵接以形成径向密封,从而实现盖板与密封件之间的三级密封,提升两者配合处的密封效果。同时,第三密封端面能够对盖板实现径向限位,实现盖板安装过程中的粗定位,提升盖板的装配效率。
21.3.作为本技术的一种优选实施方式,密封件具有向下延伸的褶皱层,褶皱层能够与内盖组件的上表面抵接并形成密封,通过褶皱层增加密封件自身的弹性性能,使其能够借助于自身的弹性变形与内盖组件形成抵接密封,为内盖组件的可拆卸和拆卸后再进行装配时能够依然与密封件形成良好的密封提供了条件。
22.4.作为本技术的一种优选实施方式,内衬设定位凸筋,密封件设定位槽,密封件通过定位槽与定位凸筋的插接配合安装固定于内衬,该定位方式不仅提升了内衬与密封件之间的密封效果,而且能够实现密封件安装后的稳固性,可防止在装配盖板的过程中,产生的力推动密封件发生移位,而导致密封失效。
23.更进一步地,密封件还设有限位槽,内衬设有能够插接进入限位槽的限位凸筋,限位槽的设置位置能够起到提示密封件安装位置的作用,从而有助于提升装配效率,而且通过限位槽和限位凸筋的配合能够实现密封件安装过程中的粗定位,可以在后续定位槽和定位凸筋装配过程中防止密封件发生移位,保证密封件装配后的位置精度和密封效果。
24.5.作为本技术的一种优选实施方式,盖板设有位于加强筋上方且围绕盖板的周向间隔布置的若干个定位耳板,盖板通过穿设于定位耳板的紧固件安装固定于内衬,定位耳
板设置在加强筋的上方,在盖板装配后,能够将施加在定位耳板上的预紧力传递至盖板的加强筋,以提升加强筋与密封件的第一密封端面之间的密封效果。且通过紧固件连接盖板与内衬的方式,方便了盖板的安装和拆卸,方便用户对盖板进行拆卸后的清洗,且若密封件密封失效,也可对密封件进行更换。
附图说明
25.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。在附图中:
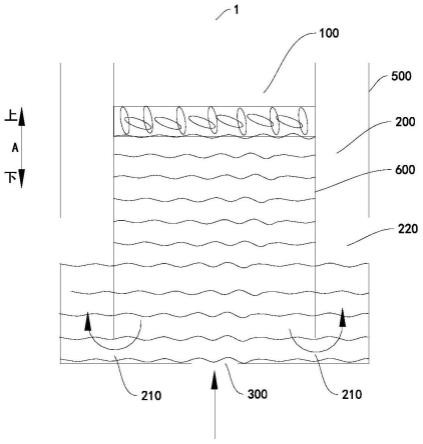
26.图1为本技术一种实施方式下所述锅盖的剖视图一;
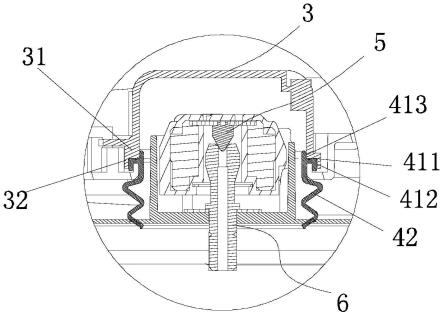
27.图2为图1的a部放大图;
28.图3为本技术一种实施方式下所述锅盖的剖视图二;
29.图4为本技术一种实施方式下所述锅盖的爆炸图;
30.图5为本技术一种实施方式下所述盖板的立体图;
31.图6为本技术一种实施方式下所述盖板的剖视图;
32.图7为本技术一种实施方式下所述密封件的立体图;
33.图8为本技术一种实施方式下所述密封件的俯视图;
34.图9为图8的b-b向剖视图;
35.图10为图8的c-c向剖视图;
36.图11为本技术一种实施方式下所述内衬的剖视图;
37.图12为本技术一种实施方式下所述内衬的俯视图。
38.其中,
39.1.内衬、11.定位凸筋、12.限位凸筋;
40.2.内盖组件;
41.3.盖板、31.加强筋、32.限位筋、33.定位耳板、34.第一安装孔;
42.4.密封件、41.密封本体、411.第一密封端面、412.第二密封端面、413.第三密封端面、42.褶皱层、43.定位槽、44.限位槽、45.定位裙边、451.主体部、452.外延部;
43.5.重锤;
44.6.排气管。
具体实施方式
45.为了更清楚地阐释本技术的整体构思,下面结合说明书附图以示例的方式进行详细说明。
46.在下面的描述中阐述了很多具体细节以便于充分理解本技术,但是,本技术还可以采用其他不同于在此描述的其他方式来实施,因此,本技术的保护范围并不受下面公开的具体实施例的限制。需要说明的是,在不冲突的情况下,本技术的实施例及各实施例中的特征可以相互结合。
47.另外,在本技术的描述中,需要理解的是,术语“顶”、“底”、“内”、“外”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定
的方位构造和操作,因此不能理解为对本技术的限制。
48.在本技术中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接,还可以是通信;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
49.在本技术中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。
50.如图1至图12所示,一种烹饪器具,包括锅盖和设置于所述锅盖的限压阀组件,所述锅盖包括内衬1和设置于所述内衬1的内盖组件2,所述内衬1设有收容所述限压阀组件的腔体和盖设于所述腔体的盖板3,所述盖板3设有排气孔,还包括设于所述盖板3和所述内衬1之间以密封两者之间的间隙的密封件4,所述盖板3设有加强筋31及与所述加强筋31固连且向下延伸的限位筋32,所述密封件4设有第一密封端面411和第二密封端面412,所述第一密封端面411与所述加强筋31接触以形成端面密封,所述第二密封端面412与所述限位筋32抵接以形成径向密封。
51.如图1和图2所示,所述限压阀组件包括排气管6和重锤5,所述重锤5可移动以在密封所述排气管6的密封位置和解除密封的排气位置之间切换。本技术对于所述重锤5的驱动方式不做具体限定:在一个示例中,所述锅盖设有设有把手及与把手联动的推杆,推杆的一端能够随把手动作、另一端能够驱动重锤5移动,以实现手动排气泄压;在另一个示例中,所述锅盖设有电磁推杆,通过电磁推杆驱动重锤5移动,以实现自动排气泄压。当然,本技术并不局限于此,还可以采用其它的重锤5驱动形式。
52.相较于现有技术中盖板3与密封件4通过插接槽和插接凸筋实现密封配合的方案而言,本技术中盖板3的加强筋31和限位筋32位于两个分型面上,在将盖板3装配至内衬1的过程中,直接将盖板3下压即可实现与密封件4的端面密封和径向密封,而无需施加相当的注意力才可将盖板3和密封件4对齐以避免压到密封件4的唇边结构,提升了盖板3的装配效率和装配后的密封效果,从而可以避免排出的高温蒸汽再通过盖板3和内衬1之间的间隙回流至锅盖内部,从而对锅盖内部的电子元器件形成很好的防护,延长了锅盖内部的电子元器件的使用寿命,保证了烹饪器具运行的可靠性和稳定性。
53.此外,加强筋31的存在能够提升盖板3的结构强度,能够极大地降低盖板3在受力之后产生的变形,避免在盖板3的生产、运输及其与内衬1的装配过程中发生变形而导致其与密封件4之间的密封配合失效。而且,对于盖板3本身的加工精度要求降低,提升了生产的容错率。同时,加强筋31的存在也增大了盖板3与第一密封端面411之间的接触面积,提升了密封效果。
54.所述限位筋32的存在不仅能够与密封件4形成径向密封,提升密封效果,而且限位
筋32能够在盖板3的安装过程中起到限制盖板3移动以辅助盖板3定位,提升盖板3的装配效率的作用。当然,所述限位筋32和所述加强筋31配合,还能够起到加强所述盖板3的整体结构强度的效果。
55.作为优选,如图5所示,所述加强筋31围绕所述盖板3的周向设有一圈,以进一步提升所述盖板3的结构强度和抗变形能力。
56.作为本技术的一种优选实施方式,如图2和图10所示,所述密封件4还设有与所述第二密封端面412平行的第三密封端面413,所述第二密封端面412和所述第三密封端面413位于所述第一密封端面411的两相对侧,所述第三密封端面413与所述加强筋31的内壁抵接以形成径向密封,从而实现盖板3与密封件4之间的三级密封,提升两者配合处的密封效果。同时,第三密封端面413能够对盖板3实现径向限位,实现盖板3安装过程中的粗定位,提升盖板3的装配效率。
57.作为本技术的一种优选实施方式,如图1、图2、图8至图10所示,所述密封件4包括密封本体41及与所述密封本体41固连且向下延伸的褶皱层42,所述密封本体41安装于所述内衬1,所述褶皱层42的下部与所述内盖组件2的上表面抵接且过盈配合。通过褶皱层42增加密封件4自身的弹性性能,使其能够借助于自身的弹性变形与内盖组件2形成抵接密封,为内盖组件2的可拆卸和拆卸后再进行装配时能够依然与密封件4形成良好的密封提供了条件。
58.作为本技术的一种优选实施方式,如图10、图11和图12所示,所述密封件4包括密封本体41,所述密封本体41设有定位槽43,所述内衬1设有与所述定位槽43适配的定位凸筋11,所述定位凸筋11插设在所述定位槽43内。该定位方式不仅提升了内衬1与密封件4之间的密封效果,而且能够实现密封件4安装后的稳固性,可防止在装配盖板3的过程中,产生的力推动密封件4发生移位,而导致密封失效。同时,定位凸筋11的设置能够增强所述内衬1本身的结构强度,降低烹饪器具工作过程中,在高温高压作用下所述内衬1发生变形的概率。
59.本实施方式对于所述定位槽43的结构不做具体限定:在一个示例中,所述定位槽43为环绕所述密封本体41的周向设置的环形槽;在另一个示例中,所述定位槽43有多个,多个所述定位槽43环绕所述密封本体41的周向间隔布置。
60.作为本实施方式下的一个优选实施例,如图7、图8、图9、图11和图12所示,所述密封件4还包括与所述密封本体41固连且向上延伸的定位裙边45,所述定位裙边45设有限位槽44,所述内衬1设有与所述限位槽44适配的限位凸筋12,所述限位凸筋12插设于所述限位槽44内。限位槽44的设置位置能够起到提示密封件4安装位置的作用,从而有助于提升装配效率,而且通过限位槽44和限位凸筋12的配合能够实现密封件4安装过程中的粗定位,可以在后续定位槽43和定位凸筋11装配过程中防止密封件4发生移位,保证密封件4装配后的位置精度和密封效果。
61.更进一步地,所述定位槽43和所述限位槽44在水平方向错位布置,从而可以方便所述密封件4与所述内衬1的顺利插接,避免两者在竖直方向因有交叉而导致定位凸筋11和限位凸筋12的设计难度增强。
62.如图7和图12所示,所述定位裙边45包括与所述密封本体41固连的主体部451及与所述主体部451固连的外延部452,所述外延部452相对于所述主体部451偏心布置,所述限位槽44设于所述外延部452。所述外延部452的设置实现了限位槽44与定位槽43在水平方向
上的错位,而且使密封件4成为一个非对称式的结构,从而可以通过内衬1的相关匹配布置,能够方便实现密封件4的快速、准确安装定位。
63.作为本技术的一种优选实施方式,所述加强筋31和所述第一密封端面411两者中的至少一个设有密封凸筋、所述密封凸筋与两者之另一过盈配合,从而提升了所述加强筋31和所述第一密封端面411之间的密封效果。与之相似的,在所述限位筋32和所述第二密封端面412两者中的至少一个也可以设密封凸筋、且该密封凸筋与两者之另一过盈配合。同样地,在所述加强筋31和所述第三密封端面413两者中的至少一个设密封凸筋、该密封凸筋与两者之另一过盈配合。
64.作为本技术的一种优选实施方式,所述盖板3可拆卸地安装于所述内衬1,从而方便用户对盖板3进行拆卸后的清洗,且若密封件4密封失效,也可对密封件4进行更换。
65.本实施方式对于所述盖板3与所述内衬1之间的可拆卸连接的方式不做限定,其可以通过卡接、插接、铆接、磁吸等实现两者之间的连接,亦可以采用其它可拆卸连接的方式。作为本实施方式下的一个优选实施例,如图5所示,所述盖板3设有位于所述加强筋31上方且围绕所述盖板3的周向间隔布置的若干个定位耳板33,所述定位耳板33设有第一安装孔34,所述内衬1设有与所述第一安装孔34对应的第二安装孔,所述烹饪器具还包括与所述第一安装孔34和所述第二安装孔适配以将所述盖板3安装至所述锅盖的紧固件。所述紧固件例如可以是螺钉。所述定位耳板33设置在所述加强筋31的上方,在盖板3装配后,能够将施加在所述定位耳板33上的预紧力传递至盖板3的加强筋31,以提升加强筋31与密封件4的第一密封端面411之间的密封效果。且通过紧固件连接盖板3与内衬1的方式,方便了盖板3的安装和拆卸。
66.本技术中未述及的地方采用或借鉴已有技术即可实现。
67.本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。
68.以上所述仅为本技术的实施例而已,并不用于限制本技术。对于本领域技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本技术的权利要求范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。