1.本发明属于绝缘罩技术领域,特别涉及一种隔热绝缘罩的制备方法及制备装置。
背景技术:
2.随着环境问题的日益增长,大力发展清洁能源的电动汽车成为汽车发展的趋势。汽车蓄电池作为电动汽车的能量来源,市场需求不断增加,同时作为蓄电池重要结构的绝缘罩的需求亦不断增长。
3.绝缘罩在生产的过程中,需要在绝缘罩上贴覆上经过塑封的气凝胶,以起到隔热的作用,现有的加工流程通常采用人工作业的形式来完成,该方法在塑封时,容易对气凝胶的表层造成损坏,从而影响产品的尺寸精度,进而提高生产成本,且在贴覆时,也会因为工作人员熟练度的不同,而造成粘贴精度的不同,即无法保证产品的品质;公开号为cn205723817u的中国实用新型专利公开了一种全方位锂电池贴胶机流水线,该方案提供一种贴胶流水线,可使锂电池在流水线组件上移动的过程中,先后完成顶部贴胶、两侧贴胶和底部贴胶的步骤;该贴胶设备虽然实现了全自动贴胶,但仅能实现在锂电池的表面简单的覆上胶带的动作,无法实现对气凝胶进行塑封,再将塑封完成的气凝胶贴覆在绝缘罩上的动作。因此,需要设计一种新的制备方法以及制备装置来解决现有的加工工艺无法进行自动化生产隔热绝缘罩的问题。
技术实现要素:
4.为了克服上述现有技术的缺陷,本发明所要解决的技术问题是:如何提供一种能够实现自动化加工隔热绝缘罩的制备方法以及制备装置。
5.为了解决上述技术问题,本发明采用的技术方案为:一种隔热绝缘罩的制备装置,包括呈流水线设置的上料台架、塑封裁切机、覆胶机、翻转台和贴胶机;所述贴胶机沿物料输送方向依次设有离型纸剥离装置、取料装置、放料框和放料装置;位于物料输送方向的一侧还设有压合装置;所述放料框可沿垂直与水平面的轴线旋转。
6.本发明的有益效果在于:本发明提供的隔热绝缘罩的制备装置结构简单、成本低廉,通过上料台架、塑封裁切机、覆胶机、翻转台和贴胶机之间的配合,实现气凝胶的上料、塑封裁切、贴胶、与pc绝缘罩的粘连以及有序叠放的动作,该过程全部由自动化设备完成,保证了贴胶的精度的同时也提高了生产效率。
附图说明
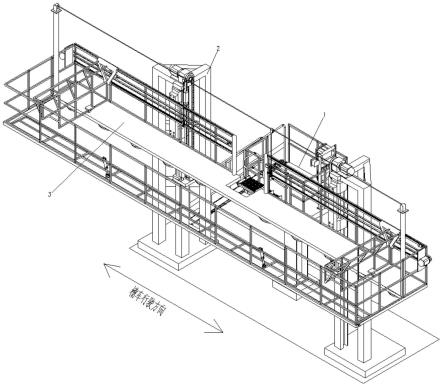
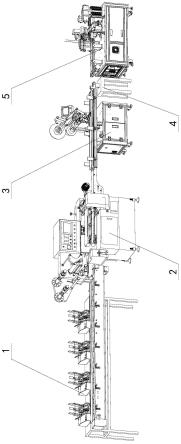
7.图1所示为本发明具体实施方式的隔热绝缘罩的制备装置的结构示意图;
8.图2所示为本发明具体实施方式的上料台架的结构示意图;
9.图3所示为本发明具体实施方式的上料台架的右视剖视图;
10.图4所示为本发明具体实施方式的塑封裁切机的正视图;
11.图5所示为本发明具体实施方式的覆胶机的正视图;
12.图6所示为图5的a处的放大图;
13.图7所示为本发明具体实施方式的翻转台的正视图;
14.图8所示为本发明具体实施方式的贴胶机的结构示意图;
15.图9所示为图8的b处的放大图;
16.标号说明:
17.1、上料台架;11、上辊组;12、下辊组;13、挡料支架;14、电机;
18.2、塑封裁切机;21、放料辊组;22、气凝胶套装区;23、气凝胶塑封区;24、塑封膜裁切区;25、调整机构;
19.3、覆胶机;31、机架;32、胶带放料盘;33、胶带收料盘;34、胶带输送电机;35、胶带刮压板;36、导向辊;37、气凝胶片料调整装置;371、调整板;372、调整板驱动器;
20.4、翻转台;41、基座;42、旋转气缸;43、手指气缸;44、夹紧块;
21.5、贴胶机;51、离型纸剥离装置;511、压料气缸;52、取料装置;521、第一吸料头;53、放料框;54、放料装置;541、第二吸料头;55、压合装置。
具体实施方式
22.为详细说明本发明的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
23.本发明最关键的构思在于:通过上料台架、塑封裁切机、覆胶机、翻转台和贴胶机之间的配合,实现气凝胶的自动上料、自动塑封裁切、自动贴胶、自动与pc绝缘罩的粘连以及有序叠放的动作。
24.请参照图1至图9,本发明的提供的隔热绝缘罩的制备装置,包括呈流水线设置的上料台架1、塑封裁切机2、覆胶机3、翻转台4和贴胶机5;贴胶机5沿物料输送方向依次设有离型纸剥离装置51、取料装置52、放料框53和放料装置54;位于物料输送方向的一侧还设有压合装置55;优选地,压合装置55的压力为0.1mpa~0.6mpa;放料框53可沿垂直与水平面的轴线旋转。
25.从上述描述可知,本发明的有益效果在于:提供一种隔热绝缘罩的制备装置,通过上料台架1、塑封裁切机2、覆胶机3、翻转台4和贴胶机5之间的配合,实现气凝胶的自动上料、自动塑封裁切、自动贴胶、自动与pc绝缘罩的粘连以及有序叠放的动作;该隔热绝缘罩的制备装置结构紧凑、操作方便,与传统的加工工艺相比,可避免因工作人员熟练度的不同而造成气凝胶的表层造成损坏以及粘贴精度低的情况。
26.进一步地,离型纸剥离装置51包括压料气缸511和光源检测装置;压料气缸511的轴线与光源检测装置的轴线均垂直于物料传输方向;优选地,压料气缸511的压力为0.4mpa~0.6mpa。
27.从上述描述可知,当光源检测装置检测到气凝胶片料时,压料气缸511的自由端向下移动直至压紧气凝胶片料下端的离型纸,该设置有助于后续的离型纸分离工作。
28.进一步地,取料装置52和放料装置54的轴线均与物料输送方向平行,且取料装置52上设有第一吸料头521,放料装置54上设有第二吸料头541;优选地,第一吸料头521和第二吸料头541的吸力为0.2kpa~0.7kpa。
29.从上述描述可知,该设计保证了吸料和放料的平稳性,防止产品在移动的过程中
发生损坏。
30.进一步地,第一吸料头521、压合装置55和第二吸料头541均位于放料框53的旋转范围内。
31.从上述描述可知,该设计进一步保证了贴料的精确度,从而提高产品的品质。
32.进一步地,以物料输送方向为x轴,第一吸料头521和第二吸料头541均可沿x轴和z轴移动;压合装置55可沿y轴和z轴移动。
33.从上述描述可知,该设计保证了第一吸料头521、压合装置55和第二吸料头541的灵活度,从而保证了气凝胶片料与pc绝缘罩的粘贴精度和牢固性。
34.进一步地,上料台架1包括上辊组11、下辊组12、挡料支架13和电机14;上辊组11和下辊组12的轴线均与物料输送方向相互平行;下辊组12所处平面与水平面的夹角为15
°
~30
°
;下辊组12远离物料输送方向的一侧高于靠近物料输送方向的一侧;挡料支架13所在平面垂直于下辊组12所在平面,且与物料输送方向平行;上辊组11和下辊组12均与电机14传动连接。
35.从上述描述可知,通过挡料支架13可使气凝胶有序地堆叠在上料台架1上,再由电机14同步带动上辊组11和下辊组12转动,从而使位于最下方的气凝胶能够平稳地输送至物料的传输流程上,全自动的上料方式有效提高了生产的效率。
36.进一步地,塑封裁切机2沿物料输送方向依次设有放料辊组21、气凝胶套装区22、气凝胶塑封区23和塑封膜裁切区24;气凝胶套装区22的上方还设有调整机构25;优选地,气凝胶塑封区23的塑封温度为80℃~120℃。
37.从上述描述可知,通过放料辊组21和气凝胶套装区22的配合可使气凝胶上下包裹塑封膜,再由气凝胶塑封区23将包裹好塑封膜的气凝胶进行热塑封,最后再由塑封膜裁切区24去除多余的塑封膜,从而得到气凝胶片料,该设计既保证了气凝胶的塑封精度,也避免在塑封过程中对气凝胶造成破坏。
38.进一步地,覆胶机3包括机架31,以及设置在机架31上的胶带放料盘32、胶带收料盘33、胶带输送电机34、胶带刮压板35、导向辊36和电子感应装置;胶带刮压板35位于胶带放料盘32和胶带收料盘33的下方;胶带收料盘33与胶带输送电机34传动连接;覆胶机3在物料输送方向的两侧还设有气凝胶片料调整装置37;优选地,胶带刮压板35将胶带紧压至气凝胶片料上端的压力为0.1mpa~0.6mpa。
39.从上述描述可知,当电子感应装置检测到气凝胶片料时,通过胶带输送电机34带动胶带收料盘33转动可使胶带顺着胶带刮压板35紧贴在气凝胶片料上,剩余的离型纸则通过胶带收料盘33进行收卷;在气凝胶片料移动的过程中,气凝胶片料调整装置37可对气凝胶片料进行位置调节,从而保证胶带粘贴的准确性。
40.进一步地,气凝胶片料调整装置37包括调整板371和调整板驱动器372;调整板371通过调整板驱动器372设置在物料输送方向的两侧;调整板371的轴线与物料输送方向平行。
41.从上述描述可知,当气凝胶片料的位置发生偏移时,通过调整板驱动器372带动调整板371,使物料输送方向的两侧的调整板371均可向物料方向移动,从而保证物料朝向的准确,进而提高覆胶精度。
42.进一步地,翻转台4包括基座41,以及设置在基座41上的旋转气缸42、手指气缸43
和夹紧块44;旋转气缸42的轴线与基座41平行;手指气缸43与旋转气缸42的转动轴连接;夹紧块44设置在手指气缸43的活动端上。
43.从上述描述可知,通过手指气缸43上的夹紧块44夹紧覆胶后的气凝胶片料,再通过旋转气缸42翻转气凝胶片料,使带有胶带的一面朝下,并放置在下一道工序的流水线上,该设计取代了人手翻转的动作,从而进一步节省人力成本。
44.进一步地,一种采用隔热绝缘罩的制备装置进行隔热绝缘罩制备的制备方法,其特征在于,包括以下制备步骤:
45.步骤1:将气凝胶放置于上料台架1,上料台架1将气凝胶传送至物料传输流程上,使气凝胶移动至塑封裁切机2;
46.步骤2:通过塑封裁切机2上的塑封膜对气凝胶进行上下包裹,并对塑封膜进行热封处理,热封处理后的气凝胶通过塑封裁切机2上的塑封膜裁切区24进行裁切处理,得到气凝胶片料,接着输送至覆胶机3;
47.步骤3:当覆胶机3上的电子感应装置检测到气凝胶片料时,胶带输送电机34带动胶带收料盘33转动使胶带顺着胶带刮压板35紧贴在气凝胶片料上,剩余的离型纸则通过胶带收料盘33进行收卷,接着将覆胶完的气凝胶片料输送至翻转台4;
48.步骤4:翻转台4夹持住气凝胶片料后,将覆胶后的气凝胶片料翻转180
°
,使带有胶带的一端朝下,并放置在贴胶机5的物料传输流程上;
49.步骤5:当贴胶机5上的离型纸剥离装置51检测到覆胶后的气凝胶片料时,通过压料气缸511和第一吸料头521的配合,使气凝胶片料与离型纸分离,并将气凝胶片料贴覆在pc绝缘罩上,且由压合装置55挤压出多余空气后,通过第二吸料头541将贴覆好气凝胶的pc绝缘罩放置指定区域,从而完成整套气凝胶片料与pc绝缘罩的粘贴工作。
50.从上述描述可知,通过以上步骤中各个自动化设备之间的配合,实现了自动上料、自动塑封、自动覆胶以及自动贴胶的功能,即保证了产品的粘贴精度,也提高了贴胶的效率。
51.进一步地,步骤2中的塑封膜的材质为pet,且塑封膜上设有热熔胶。
52.从上述描述可知,pet材质的塑封袋具有较好的力学性能,可保证内部的气凝胶不容易受损,同时还具有耐高温、低温,防水性好,透明度高等优良特性;热熔胶的设置有助于塑封工作。
53.本发明的实施例一为:
54.参照图1、图8和图9,一种隔热绝缘罩的制备装置,包括呈流水线设置的上料台架1、塑封裁切机2、覆胶机3、翻转台4和贴胶机5;贴胶机5沿物料输送方向依次设有离型纸剥离装置51、取料装置52、放料框53和放料装置54;离型纸剥离装置51包括压料气缸511和光源检测装置(在图中未画出);压料气缸511的轴线与光源检测装置的轴线均垂直于物料传输方向,且压料气缸511的自由端的朝向对准物料传送带;优选地,压料气缸511的压力为0.4mpa。位于物料输送方向的一侧还设有压合装置55;放料框53可沿垂直与水平面的轴线旋转;优选地,压合装置55的压力为0.2mpa;上料台架1的个数为4个;放料框53通过步进电机带动。
55.取料装置52和放料装置54的轴线均与物料输送方向平行,且取料装置52上设有第一吸料头521,放料装置54上设有第二吸料头541;第一吸料头521、压合装置55和第二吸料
头541均位于放料框53的旋转范围内;以物料输送方向为x轴,第一吸料头521和第二吸料头541均可沿x轴和z轴移动;压合装置55可沿y轴和z轴移动;优选地,第一吸料头521和第二吸料头541的吸力为0.3kpa。
56.参照图2至图3,上料台架1包括上辊组11、下辊组12、挡料支架13和电机14;上辊组11和下辊组12的轴线均与物料输送方向相互平行;下辊组12所处平面与水平面的夹角为15
°
;下辊组12远离物料输送方向的一侧高于靠近物料输送方向的一侧;挡料支架13所在平面垂直于下辊组12所在平面,且与物料输送方向平行;上辊组11和下辊组12均与电机14传动连接。
57.参照图4,塑封裁切机2沿物料输送方向依次设有放料辊组21、气凝胶套装区22、气凝胶塑封区23和塑封膜裁切区24;气凝胶套装区22的上方还设有调整机构25;优选地,气凝胶塑封区23的塑封温度为110℃。
58.参照图5至图6,覆胶机3包括机架31,以及设置在机架31上的胶带放料盘32、胶带收料盘33、胶带输送电机34、胶带刮压板35、导向辊36和电子感应装置(在图中未画出);胶带刮压板35位于胶带放料盘32和胶带收料盘33的下方;胶带收料盘33与胶带输送电机34传动连接;覆胶机3在物料输送方向的两侧还设有气凝胶片料调整装置37;优选地,胶带刮压板35将胶带紧压至气凝胶片料上端的压力为0.2mpa。
59.气凝胶片料调整装置37包括调整板371和调整板驱动器372;调整板371通过调整板驱动器372设置在物料输送方向的两侧;调整板371的轴线与物料输送方向平行。
60.参照图7,翻转台4包括基座41,以及设置在基座41上的旋转气缸42、手指气缸43和夹紧块44;旋转气缸42的轴线与基座41平行;手指气缸43与旋转气缸42的转动轴连接;夹紧块44设置在手指气缸43的活动端上。
61.实施例一的隔热绝缘罩的制备方法为:
62.步骤1:将气凝胶放置于上料台架1,上料台架1将气凝胶传送至物料传输流程上,使气凝胶移动至塑封裁切机2;
63.步骤2:通过塑封裁切机2上的塑封膜对气凝胶进行上下包裹,并对塑封膜进行热封处理,热封处理后的气凝胶通过塑封裁切机2上的塑封膜裁切区24进行裁切处理,得到气凝胶片料,接着输送至覆胶机3;
64.步骤3:当覆胶机3上的电子感应装置检测到气凝胶片料时,胶带输送电机34带动胶带收料盘33转动使胶带顺着胶带刮压板35紧贴在气凝胶片料上,剩余的离型纸则通过胶带收料盘33进行收卷,接着将覆胶完的气凝胶片料输送至翻转台4;
65.步骤4:翻转台4夹持住气凝胶片料后,将覆胶后的气凝胶片料翻转180
°
,使带有胶带的一端朝下,并放置在贴胶机5的物料传输流程上;
66.步骤5:当贴胶机5上的离型纸剥离装置51检测到覆胶后的气凝胶片料时,通过压料气缸511和第一吸料头521的配合,使气凝胶片料与离型纸分离,并将气凝胶片料贴覆在pc绝缘罩上,且由压合装置55挤压出多余空气后,通过第二吸料头541将贴覆好气凝胶的pc绝缘罩放置指定区域,从而完成整套气凝胶片料与pc绝缘罩的粘贴工作。
67.本发明的实施例二与实施例一的区别在于,实施例二的压料气缸511的压力为0.5mpa。
68.本发明的实施例三与实施例一的区别在于,实施例三的压合装置55的压力为
0.5mpa。
69.本发明的实施例四与实施例一的区别在于,实施例四的第一吸料头521和第二吸料头541的吸力为0.6kpa。
70.本发明的实施例五与实施例一的区别在于,实施例五的气凝胶塑封区23的塑封温度为115℃。
71.本发明的实施例六与实施例一的区别在于,实施例六的胶带刮压板35将胶带紧压至气凝胶片料上端的压力为0.3mpa。
72.本发明的工作原理为:首先将气凝胶放置于上料台架1,由电机14带动上辊组11和下辊组12运转从而将气凝胶传送至物料传输流程上,使气凝胶移动至塑封裁切机2;再通过塑封裁切机2上的放料辊组21、调整机构25和气凝胶套装区22的配合,对气凝胶进行上下包裹,并由气凝胶塑封区23对塑封膜进行热封处理,热封处理后的气凝胶通过塑封膜裁切区24进行裁切处理,得到气凝胶片料,接着输送至覆胶机3;当覆胶机3上的电子感应装置检测到气凝胶片料时,胶带输送电机34带动胶带收料盘33和胶带放料盘32转动,使胶带沿着导向辊36绕标后顺着胶带刮压板35紧贴在气凝胶片料上,剩余的离型纸则通过胶带收料盘33进行收卷,接着将覆胶完的气凝胶片料输送至翻转台4;当手指气缸43通过夹紧块44夹持住气凝胶片料后,由旋转气缸42将覆胶后的气凝胶片料翻转180
°
,使带有胶带的一端朝下,并放置在贴胶机5的物料传输流程上;最后当贴胶机5上的离型纸剥离装置51检测到覆胶后的气凝胶片料时,通过压料气缸511和第一吸料头521的配合,使气凝胶片料与离型纸分离,此时将pc绝缘罩放置在放料框53上,并将放料框53沿垂直与水平面的轴线顺时针旋转90
°
,使之位于第一吸料头521的下方并将气凝胶片料贴覆在pc绝缘罩上,接着继续旋转90
°
,使放料框53位于压合装置55的下方,且由压合装置55挤压出多余空气后,最后在旋转90
°
,使放料框53位于第二吸料头541的下方,通过第二吸料头541将贴覆好气凝胶的pc绝缘罩放置指定区域,从而完成整套气凝胶片料与pc绝缘罩的粘贴工作。
73.综上所述,本发明提供的一种隔热绝缘罩的制备装置及制备方法,整体结构紧凑、成本低廉、操作便捷;通过上料台架、塑封裁切机、覆胶机、翻转台和贴胶机之间的配合,实现气凝胶的自动上料、自动塑封裁切、自动贴胶、自动与pc绝缘罩的粘连以及有序叠放的动作;弥补了现有的加工工艺因工作人员熟练度的不同而造成气凝胶的表层造成损坏以及粘贴精度低的缺点。
74.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。