1.本技术涉及终端领域,特别涉及一种可变光圈结构、摄像模组及电子设备。
背景技术:
2.为了满足不同景深和图像亮度的摄像需求,当前电子设备的摄像模组通常会在镜头前端设置可变光圈结构。如图1所示,可变光圈结构形成有直径可调的进光孔132,进光孔132的进光孔孔径d的大小决定了进光量的多少。进光孔孔径d与光圈值f(例如,图1中的f 2.8、f 4、f 5.6、f 8、f 11、f 16和f 22)成反比,当进光孔孔径d不断变小,光圈值f不断变大,摄像模组的进光量(例如,图1中的1/2光、1/4光、1/8光、1/16光和1/64光)随之减少,摄像模组的快门速度减慢,景深逐渐加深。对比图1中的拍摄图像(a)、拍摄图像(b)和拍摄图像(c)不难发现,随着进光量的逐渐减少,图像背景虚化效果逐渐变弱,图像清晰范围逐渐变大。
3.目前,摄像模组中,可变光圈结构一般包括上盖、叶片组件、活动部、固定部和驱动部。其中,叶片组件包括多个叶片,多个叶片共同形成进光孔。活动部套设于固定部上,固定部和活动部均包括定位柱。叶片组件设于活动部上,并通过活动部上的定位柱与活动部连接,以及通过固定部上的定位柱与固定部连接。驱动部可驱动活动部绕着固定部旋转,从而带动叶片组件中的叶片旋转,进而调整进光孔的进光孔孔径d,从而调整摄像模组的进光量。为了避免结构之间的干涉,上盖上开设多个用于避让固定部和活动部上的定位柱的避让通孔。
4.不难发现,可变光圈结构中,上盖开设的多个避让通孔,会导致即便在电子设备组装完成后,用户依然可直接观察到上盖上的避让通孔以及避让通孔处的内部零件。因此,电子设备中可变光圈结构外观面不完整,用户体验不佳。基于此,如何提高可变光圈结构的外观完整性,提高产品精致度,进而提升用户体验成为亟待解决的技术问题。
技术实现要素:
5.为解决上述技术问题,本技术实施例提供一种可变光圈结构、摄像模组及电子设备。本技术中的可变光圈结构包括固定部、活动部、叶片组件、上盖和驱动部。其中,固定部、活动部、叶片组件以及上盖沿第一方向依次布局。上盖在朝向叶片组件的一侧面上设有第一盲孔和第二盲孔,第一盲孔用于避让固定部的第一定位柱,第二盲孔用于避让活动部的第二定位柱。基于此,上述可变光圈结构能够在各个部件互不干涉的情况下,使得位于视窗区内的可变光圈结构的外观面完整无破孔,有效提升可变光圈结构外观的精致度。
6.本技术的第一方面提供了一种可变光圈结构。具体地,可变光圈结构包括固定部、活动部、叶片组件和上盖。其中,固定部包括沿着第一方向布置的环形底座、进光孔柱和第一定位柱。活动部包括沿着第一方向布置的本体和第二定位柱,本体开设有转动孔,本体通过转动孔与进光孔柱相配合,以使得活动部与固定部转动连接。叶片组件包括多个叶片,每个叶片上开设有圆形通孔和槽形通孔。上盖上开设有朝向叶片组件的第一盲孔和第二盲
孔。第一定位柱的端部穿过圆形通孔进入第一盲孔,第二定位柱的端部穿过槽形通孔进入第二盲孔。
7.例如,上述第一方向可以为后文实施例中提及的z轴正方向。
8.可以理解,上述可变光圈结构可以应用于摄像模组中,摄像模组可以应用于电子设备中,电子设备可以是手机、平板电脑或笔记本电脑等具有摄像功能的电子设备中的任意一种,本技术对此不作具体限定。
9.上盖的第一盲孔与叶片组件的圆形通孔数量相同且位置相对,以使固定部的第一定位柱的端部穿过叶片组件的圆形通孔进入第一盲孔,在确保第一定位柱能够相对叶于片转动的情况下,实现第一盲孔对第一定位柱的避让。上盖的第二盲孔与叶片组件的槽形通孔数量相同且位置相对,以使活动部的第二定位柱的端部穿过叶片组件的槽形通孔进入第二盲孔,在确保第二定位柱能够在槽形通孔内转动及滑动的情况下,实现第二盲孔对第二定位柱的避让。
10.在其中一些实现方式中,上盖中的第一盲孔沿后文实施例中的第二圆周线分布。则与第一盲孔位置相对的圆形通孔也沿该第二圆周线分布,因此在成型叶片的时候能够更准确地确定圆形通孔的位置,有效降低了叶片成型难度以及叶片组件中叶片的装配难度。
11.在其中一些实现方式中,上盖中的第二盲孔沿后文实施例中的第二圆周线分布。则与第二盲孔位置相对的槽形通孔也沿该第二圆周线分布。基于此,第二定位柱在槽形通孔内运动的阻力有效减小,进而使得活动部能够顺畅地带动叶片旋转,从而降低调整进光孔的难度。
12.在其中一些实现方式中,上盖中的第一盲孔和第二盲孔均沿后文实施例中的第二圆周线分布。则圆形通孔和槽型通孔也均沿该第二圆周线分布,此种分布方式在减小叶片的成型难度和装配难度的同时,也使得叶片的运动更为顺畅,能够更容易地控制进光孔的大小。
13.即在本技术的实施例中,可变光圈结构包括固定部、活动部、叶片组件、上盖和驱动部。其中,固定部、活动部、叶片组件以及上盖沿第一方向依次布局。固定部的进光孔柱穿设于活动部的转动孔内,并能够相对于活动部的本体转动,进而实现固定部与活动部的转动连接。固定部的第一定位柱的端部穿过叶片组件的圆形通孔进入第一盲孔,且第一定位柱能够相对于叶片转动。活动部的第二定位柱的端部穿过叶片组件的槽形通孔进入第二盲孔,且第二定位柱能够在槽形通孔内转动及滑动。上盖位于叶片组件背向活动部的表面,并通过安装孔固定于固定部上。在驱动部的驱动下,活动部相对于固定部转动,同时活动部中的第二定位柱在叶片组件的槽形通孔内滑动,从而使得活动部带动叶片绕着固定部的第一定位柱转动,进而能够改变由多个叶片形成的进光孔的孔径大小,以调整可变光圈结构的进光量。
14.上述可变光圈结构,在确保第一定位柱能够相对于叶片转动的情况下,实现了第一盲孔对第一定位柱的避让,在确保第二定位柱能够在槽形通孔内转动及滑动的情况下,实现了第二盲孔对第二定位柱的避让,进而避免在活动部和叶片组件相对运动的过程中,上盖对活动部和叶片组件产生干涉。同时第一盲孔和第二盲孔均开设于上盖朝向叶片组件的表面,因此,在视窗区内,可变光圈结构的外观面完整无破孔,有效提升了可变光圈结构的外观精致度。
15.在第一方面其中一些可能的实现方式中,在第一方向上,第一定位柱的端部与第一盲孔的孔面之间的距离大于等于0.05mm。例如,第一定位柱的端部与第一盲孔的孔面之间的距离大于等于0.08mm。再例如,第一定位柱的端部与第一盲孔的孔面之间的距离大于等于0.09mm。可以理解,在第一方向上,第一定位柱的端部与第一盲孔的孔面之间的距离,可以为,在第一方向上,第一定位柱的端面与第一盲孔的孔面之间的距离。
16.在第一方面其中一些可能的实现方式中,第一盲孔的孔深大于等于0.05mm。例如,第一盲孔的孔深大于等于0.17mm。再例如,第一盲孔的孔深大于等于0.18mm。其中,第一盲孔的孔深是指第一盲孔沿着后文实施例中z轴方向的尺寸。
17.在第一方面其中一些可能的实现方式中,在第一方向上,第二定位柱的端部与第二盲孔的孔面之间的距离大于等于0.05mm。例如,第二定位柱的端部与第二盲孔的孔面之间的距离大于等于0.14mm。再例如,第二定位柱的端部与第二盲孔的孔面之间的距离大于等于0.16mm。可以理解,在第一方向上,第二定位柱的端部与第二盲孔的孔面之间的距离,可以为,在第一方向上,第二定位柱的端面与第二盲孔的孔面之间的距离。
18.在第一方面其中一些可能的实现方式中,第二盲孔的孔深大于等于0.05mm。例如,第二盲孔的孔深大于等于0.27mm。再例如,第二盲孔的孔深大于等于0.28mm。其中,第二盲孔的孔深是指第二盲孔沿着后文实施例中z轴方向的尺寸。
19.在第一方面其中一些可能的实现方式中,第一盲孔采用蚀刻、机加工和冲锻中的任意一种成型方式成型,第二盲孔采用蚀刻、机加工和冲锻中的任意一种成型方式成型。
20.在第一方面其中一些可能的实现方式中,上盖背向叶片组件的表面采用光学镀膜、喷涂油墨、阳极氧化、物理气相沉积技术中的任意一种方式进行表面处理。
21.可以理解,上述表面处理可以使得上盖背向叶片组件的表面与电子设备的其他部分颜色基本一致,有效改善色差问题。例如,上述表面处理可以使得上盖背向叶片组件的表面呈现一体黑效果。
22.在第一方面其中一些可能的实现方式中,上盖的材质为铝基复合材料、铝合金、不锈钢、铜合金、钛合金、树脂复合材料和塑胶中的任意一种。
23.本技术的第二方面提供了一种摄像模组,包括摄像马达、镜头和上述第一方面中实现方式中任意一种可变光圈结构。其中,摄像马达包括壳体、固定座、载座和驱动器,壳体和固定座共同形成容置空间,载座设于容置空间内,且载座上开设有沿第一方向延伸的安装通孔。驱动器的安装端与固定座相接,驱动器的驱动端与载座相接。镜头安装于安装通孔内。可变光圈结构固定于载座上,并设于镜头的入光侧。
24.本技术的第三方面提供了一种电子设备,包括上述第二方面中的摄像模组。
附图说明
25.图1示出了不同进光量对应的拍照效果的示意图;
26.图2(a)示出了本技术一些实施例中手机1的立体图;
27.图2(b)示出了本技术一些实施例中手机1的爆炸图;
28.图3示出了本技术一些实施例中摄像模组10的结构示意图;
29.图4示出了本技术一些实施例中可变光圈结构100'的爆炸图;
30.图5(a)示出了本技术一些实施例中可变光圈结构100'的俯视图;
31.图5(b)示出了本技术一些实施例中可变光圈结构100'沿图5(a)中a-a剖面的剖视图;
32.图5(c)示出了与图5(b)对应的可变光圈结构100'的原理图;
33.图6(a)示出本技术一些实施例中可变光圈结构100的立体图;
34.图6(b)示出本技术一些实施例中可变光圈结构100的爆炸图;
35.图6(c)示出了本技术一些实施例中可变光圈结构100的俯视图;
36.图6(d)示出了本技术一些实施例中可变光圈结构100沿图6(c)中b-b剖面的剖视图;
37.图6(e)示出了与图6(d)对应的可变光圈结构100的原理图;
38.图7(a)示出了本技术一些实施例中可变光圈结构100中上盖140的仰视图;
39.图7(b)示出了本技术一些实施例中可变光圈结构100中上盖140的俯视图;
40.图8示出了本技术一些实施例中可变光圈结构100中叶片组件130的俯视图;
41.图9(a)示出了本技术一些实施例中可变光圈结构100'中上盖140'的俯视图;
42.图9(b)示出了本技术一些实施例中可变光圈结构100'中上盖140'的仰视图;
43.图10示出了本技术一些实施例中可变光圈结构100在图6(d)中s2区域的局部放大图;
44.图11(a)示出了本技术一些实施例中的具有上盖140'的手机俯视图;
45.图11(b)示出了本技术一些实施例中的具有上盖140的手机俯视图;
46.图12示出了本技术一些实施例中上盖140成型方法的流程图;
47.图13示出了本技术其他一些实施例中上盖140成型方法的流程图;
48.图14示出了本技术另外一些实施例中上盖140成型方法的流程图;
49.图15示出了本技术一些实施例中上盖140安装方法的流程图。
50.附图标记说明:1-手机;10-摄像模组;100'-可变光圈结构;100-可变光圈结构;110-固定部;111-环形底座;112-进光孔柱;113-第一定位柱;120-活动部;121-本体;122-第二定位柱;123-转动孔;130-叶片组件;131-叶片;132-进光孔;133-圆形通孔;134-槽形通孔;140-上盖;141-开孔;142-第一盲孔;143-第二盲孔;144-安装孔;140'-上盖;141'-开孔;142'-第一避让孔;143'-第二避让孔;200-摄像马达;210-壳体;220-固定座;230-载座;300-镜头;20-背壳;21-镂空部;30-中框;40-显示屏;s
1-视窗区;s
2-避让区;s
3-圆形透光区。
具体实施方式
51.为使本技术的目的、技术方案和优点更加清楚,下面将结合附图对本技术的实施方式作进一步地详细描述。
52.本技术提供一种电子设备,该电子设备包括至少一组摄像模组,该摄像模组包括可变光圈结构、摄像马达、镜头和图像传感组件。
53.可以理解,本技术提供的电子设备可以是但不限于手机、平板电脑或笔记本电脑等具有摄像功能的电子设备中的任意一种,本技术对此不作具体限定。为便于描述,后文将以电子设备为手机为例描述本方案。
54.图2(a)示出了本技术一些实施例中的手机1的立体图。为了便于后续描述,在描述
手机1的具体结构之前,本技术先结合图2(a)定义出x轴方向、y轴方向以及z轴方向。其中,x轴方向为用户手握持的方向,y轴方向分布于手机1所在的平面内,并与x轴方向相垂直,z轴方向为手机1正常放置时,手机1的高度方向,也可以称之为手机1的厚度方向。本技术中,深度尺寸或厚度尺寸为沿着z轴方向的尺寸,第一方向为z轴正方向,下文将不作赘述。
55.图2(b)示出了本技术一些实施例中的手机1的爆炸图。结合图2(a)和图2(b)可知,本技术提供一种手机1,该手机1包括至少一组摄像模组10、背壳20、中框30、显示屏40和处理器(未图示)。其中,背壳20、中框30以及显示屏40沿z轴负方向依次布局,且摄像模组10位于背壳20朝向显示屏50的一侧。手机1的背壳20上形成有镂空部21,且镂空部21与摄像模组10位置相对。
56.其中,摄像模组10包括可变光圈结构(未图示),可变光圈结构形成有供光束通过的进光孔(未图示)。进光孔在背壳20所处平面内的正投影区域分布于镂空部21在背壳20所处平面内的正投影区域内,以使手机1外部的光束能够通过背壳20上的镂空部21及摄像模组10上的进光孔进入摄像模组10的内部。基于此,拍摄的景物可通过摄像模组10传送到处理器中进行处理,最终转换成可显示的图像,进而实现手机1的拍摄功能。
57.为了进一步理解本技术的技术方案,下面将详细介绍本技术一些实施例中的摄像模组10的具体结构。
58.图3示出了本技术一些实施例中摄像模组10的结构示意图。图3中,入射光束可以沿着z轴负方向射入摄像模组10中,为便于下文描述,现将入射光束所在的一侧定义为入光侧,将与入光侧相对的一侧定义为出光侧。
59.如图3所示,摄像模组10包括可变光圈结构100'、摄像马达200、镜头300和图像传感组件(未图示)。其中,摄像马达200包括壳体210、固定座220、载座230和驱动器(未图示)。壳体210和固定座220共同形成有容置空间(未标示),载座230设于容置空间内。载座230上设有安装孔(未标示),镜头300安装于载座230的安装孔内。可变光圈结构100'固定于载座230上,并设于镜头300的入光侧。图像传感器组件固定于固定座220上,并设于镜头300的出光侧。驱动器的安装端安装于固定座220上,驱动器的驱动端安装于载座230上。驱动器用于驱动载座230相对固定座220沿z轴方向移动,同时载座230带动镜头300沿z轴方向移动,以调整镜头300与图像传感组件之间的距离,进而实现摄像模组10的对焦。
60.图4示出了本技术一些实施例中可变光圈结构100'的爆炸图。图5(a)示出了本技术一些实施例中可变光圈结构100'俯视图。图5(b)示出了本技术一些实施例中可变光圈结构100'沿图5(a)中a-a剖面的剖视图。图5(c)示出了与图5(b)对应的可变光圈结构100'的原理图。
61.在一些技术方案中,如图4所示,可变光圈结构100'包括固定部110、活动部120、叶片组件130、上盖140'和驱动部(未图示)。其中,固定部110、活动部120、叶片组件130、上盖140'沿第一方向依次布局。
62.在本技术一些实施例中,结合图4、图5(a)、图5(b)和图5(c)可知,固定部110包括环形底座111、进光孔柱112和第一定位柱113,进光孔柱112设于环形底座111上,第一定位柱113设于进光孔柱112远离环形底座111的表面。活动部120包括本体121和第二定位柱122,且第二定位柱122设于本体121朝向叶片组件130的一侧面,本体121上还设有转动孔123。叶片组件130包括多个叶片131,多个叶片131共同形成供光束通过的进光孔132。每个
叶片131上开设有圆形通孔133和槽形通孔134。
63.固定部110的进光孔柱112穿设于活动部120的转动孔123内,并能够相对于本体121转动,进而实现活动部120与固定部110的转动连接。固定部110的第一定位柱113穿设于叶片组件130的圆形通孔133内,并能够相对于叶片131转动。活动部120的第二定位柱122穿设于叶片组件130的槽形通孔134内,并能够在槽形通孔134内滑动。在驱动部的驱动下,活动部120相对于固定部110转动,同时活动部120上的第二定位柱122在叶片组件130的槽形通孔134内滑动,以带动叶片131绕着固定部110的第一定位柱113转动,进而改变多个叶片131形成的进光孔132的进光孔径,以调整进光量。上盖140'固定于固定部110上,并位于叶片组件130背向活动部120的一侧面。
64.上盖140'上开设有开孔141',进光孔132在上盖140'所处平面内的正投影区域分布于开孔141'在上盖140'所处平面内的正投影区域内,光束可通过上盖140'的开孔141'进入叶片组件130所形成的进光孔132中。上盖140'上还开设有第一避让孔142',和第二避让孔143'。第一避让孔142'与叶片组件130的圆形通孔133数量相同、位置相对。也即,每一个圆形通孔133在上盖140'所处平面内的正投影区域都分布于对应的第一避让孔142'在上盖140'所处平面的正投影区域内,该第一避让孔142'用于避让穿设于圆形通孔133内的第一定位柱113。第二避让孔143'与叶片组件130的槽形通孔134数量相同、位置相对。也即,每一个槽形通孔134在上盖140'所处平面内的正投影区域都分布于对应的第二避让孔143'在上盖140'所处平面的正投影区域内,该第二避让孔143'用于避让穿设于槽形通孔134内的第二定位柱122,以避免上盖140'干涉活动部120和叶片组件130之间的相对运动。
65.结合图3、图4、图5(a)、图5(b)和图5(c)可知,入射光束经过可变光圈结构100'的进光孔132进入镜头300,再经过镜头300到达图像传感器组件中显影成像。可变光圈结构100'通过调节进光孔132的大小,从而调整进光量,以满足不同景深和图像亮度的拍摄需求,有效改善图像质量。
66.如图5(a)所示,上盖140'背向叶片组件130的一侧面为可变光圈结构100'的外观面。不难发现,在上述技术方案中,上盖140'上开设的第一避让孔142'和第二避让孔143'为通孔,因此用户透过手机1的摄像头的视窗区s1可直接观察到上盖140'的第一避让孔142'、第二避让孔143'以及可变光圈结构100'的内部零件(例如,用户通过第一避让孔142'和第二避让孔143'观察到叶片131和第二定位柱122),影响手机1整体外观面的完整度和精致度。其中,视窗区s1可以是虚线围成的区域,例如,虚线为图5(a)中的环形虚线,视窗区s1为该环形虚线围成的区域。
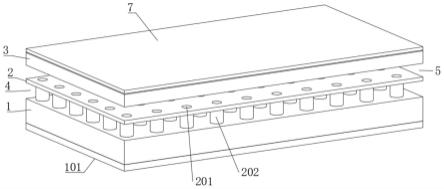
67.为解决上述问题,本技术提供一种可变光圈结构100,以提高手机1整体外观面的完整度和精致度,下面将结合附图详细描述。图6(a)示出了本技术一些实施例中的可变光圈结构100的立体图。图6(b)示出本技术一些实施例中可变光圈结构100的爆炸图。图6(c)示出了本技术一些实施例中可变光圈结构100的俯视图。图6(d)示出了本技术一些实施例中可变光圈结构100沿图6(c)中b-b剖面的剖视图。图6(e)示出了与图6(d)对应的可变光圈结构100的原理图。
68.结合图6(a)至图6(d)可知,本技术一些实施例中,可变光圈结构100包括固定部110、活动部120、叶片组件130、上盖140和驱动部(未图示)。其中,固定部110、活动部120、叶片组件130以及上盖140沿第一方向依次布局。上盖140在朝向叶片组件130的一侧面上设有
第一盲孔142和第二盲孔143,第一盲孔142用于避让固定部110的第一定位柱113,第二盲孔143用于避让活动部120的第二定位柱122。基于此,上述可变光圈结构100能够在各个部件互不干涉的情况下,使得位于视窗区s1内的可变光圈结构100的外观面完整无破孔,有效提升可变光圈结构100外观的精致度。
69.结合图6(a)至图6(d)可知,在本技术一些实施例中,固定部110包括环形底座111、进光孔柱112和第一定位柱113。其中,进光孔柱112设于环形底座111上,第一定位柱113设于进光孔柱112背向环形底座111的一侧。
70.结合图6(a)至图6(d)可知,在本技术一些实施例中,活动部120包括本体121和第二定位柱122。其中,第二定位柱122设于本体121朝向叶片组件130的一侧,本体121上还开设有沿第一方向延伸的转动孔123。可以理解,转动孔123沿第一方向延伸是指转动孔123的中心线沿第一方向延伸。
71.结合图6(a)至图6(d)可知,在本技术一些实施例中,叶片组件130包括多个叶片131,多个叶片131共同形成进光孔132,且每个叶片131上开设有圆形通孔133和槽形通孔134。
72.结合图6(a)至图6(d)可知,在本技术一些实施例中,上盖140上开设有开孔141、第一盲孔142、第二盲孔143和安装孔144。其中,叶片组件130的进光孔132在上盖140所处平面内的正投影分布于开孔141在上盖140所处平面内的正投影区域内,光束通过开孔141后,进入进光孔132中,进而避免上盖140阻挡光束进入叶片组件130;第一盲孔142和第二盲孔143开设于上盖140朝向叶片组件130的表面。
73.固定部110的进光孔柱112穿设于活动部120的转动孔123内,并能够相对于活动部120的本体121转动,进而实现固定部110与活动部120的转动连接。固定部110的第一定位柱113穿设于叶片组件130的圆形通孔133内,并能够相对于叶片131转动。活动部120的第二定位柱122穿设于叶片组件130的槽形通孔134内,并能够在槽形通孔134内转动及滑动。上盖140位于叶片组件130背向活动部120的表面,并通过安装孔144固定于固定部110上。
74.在描述完可变光圈结构100中各部件的具体结构及安装方式后,下面将简要描述可变光圈结构100的工作原理。
75.在驱动部的驱动下,活动部120相对于固定部110转动,同时活动部120中的第二定位柱122在叶片组件130的槽形通孔134内滑动,从而使得活动部120带动叶片131绕着固定部110的第一定位柱113转动,进而能够改变由多个叶片131形成的进光孔132的孔径大小,以调整可变光圈结构100的进光量。
76.上述可变光圈结构100,通过合理设计第一盲孔142,在确保第一定位柱113与叶片131转动连接的情况下,实现第一盲孔142对第一定位柱113的避让,通过合理设计第二盲孔143,在确保第二定位柱122能够在槽形通孔134内转动及滑动的情况下,实现第二盲孔143对第二定位柱122的避让,进而避免在活动部120和叶片组件130相对运动的过程中,上盖140对活动部120和叶片组件130产生干涉。
77.在本技术一些实施例中,上盖140的第一盲孔142和第二盲孔143可以采用包括但不限于蚀刻、机加工(例如钻孔、cnc等)、冲锻成型方式中的至少一种成型方式成型,本技术在此不作具体限定。
78.为便于理解,在此先介绍可变光圈结构100的外观面,可变光圈结构100的外观面
是指沿z轴负方向能够观察到的可变光圈结构100的表面。结合图6(c)至图6(e)可知,在上述可变光圈结构100中,上盖140的第一盲孔142和第二盲孔143均开设于上盖140朝向叶片组件130的表面。基于此,在视窗区s1内,可变光圈结构100的外观面完整无破孔,有效提升了可变光圈结构100的外观精致度。
79.下面将结合附图进一步描述可变光圈结构100中上盖140的具体结构。
80.图7(a)示出了本技术一些实施例中的可变光圈结构100的上盖140的仰视图。图7(b)示出了本技术一些实施例中的可变光圈结构100的上盖140的俯视图。图8示出了本技术一些实施例中可变光圈结构100中叶片组件130的俯视图。
81.参阅图7(a)和图8,在本技术一些实施例中,上盖140的第一盲孔142与叶片组件130的圆形通孔133数量相同且位置相对,也即,圆形通孔133在上盖140所处平面内的正投影区域分布于对应的第一盲孔142在上盖140所处平面内的正投影区域内,以使固定部110的第一定位柱113的端部穿过叶片组件130的圆形通孔133进入第一盲孔142,从而确保第一盲孔142能够避让第一定位柱113。
82.在本技术一些实施例中,第二盲孔143与叶片组件130的槽形通孔134数量相同且位置相对,也即,槽形通孔134在上盖140所处平面内的正投影区域都分布于对应的第二盲孔143在上盖140所处平面内的正投影区域内,以使活动部120的第二定位柱122的端部穿过叶片组件130的槽形通孔134进入第二盲孔143,从而确保第二盲孔143能够避让第二定位柱122。
83.为便于下文描述及理解,下面将结合图8对叶片组件130中的特征进行定义。如图8所示,本技术中,将多个叶片131共同形成的进光孔132的中心点定义为第一中心点o1,将圆形通孔133的中心点定义为第二中心点o2。值得注意的是,由于圆形通孔133的数量为多个,因此,第二中心点o2数量也为多个。随后,根据第一中心点o1和多个第二中心点o2生成第一圆周线l1,并将第一圆周线l1在上盖140所处平面内的正投影定义为第二圆周线l2,其中第二圆周线l2对应的圆心为第三中心点o3。
84.例如,本技术中第一圆周线l1的生成方式可以是,以第一中心点o1为圆心,以第一中心点o1与其中一个第二中心点o2之间的距离尺寸r为半径,所形成的圆形轨迹即为第一圆周线l1。
85.如图7(a)所示,在本技术一些实施例中,上盖140中的第一盲孔142沿第二圆周线l2分布。则与第一盲孔142位置相对的圆形通孔133也沿第二圆周线l2分布,因此在成型叶片131的时候能够更准确地确定圆形通孔133的位置,有效降低了叶片131的成型难度。
86.在本技术另外一些实施例中,上盖140中的第二盲孔143沿第二圆周线l2分布。则与第二盲孔143位置相对的槽形通孔134也沿第二圆周线l2分布。基于此,第二定位柱122在槽形通孔134内运动的阻力有效减小,进而使得活动部120能够顺畅地带动叶片131旋转,从而降低调整进光孔132的难度。
87.在本技术其他一些实施例中,上盖140中的第一盲孔142和第二盲孔143均沿第二圆周线l2分布。则圆形通孔133和槽形通孔134也均沿第二圆周线l2分布,此种分布方式在减小叶片131的成型难度和装配难度的同时,也使得叶片131的运动更为顺畅,能够更容易地控制进光孔132的大小。
88.图9(a)示出了本技术一些实施例中可变光圈结构100'中上盖140'的俯视图。图9
(b)示出了本技术一些实施例中可变光圈结构100'中上盖140'的仰视图。如图9(a)与图9(b)所示,用于避让第一定位柱113和第二定位柱122的孔为通孔,也即,上盖140'中的第一避让孔142'和第二避让孔143'。
89.在本技术一些实施例中,上盖140'中的第一避让孔142'沿第二圆周线l2分布。
90.在本技术另外一些实施例中,上盖140'中的第二避让孔143'沿第二圆周线l2分布。
91.在本技术其他一些实施例中,上盖140'中的第一避让孔142'和第二避让孔143'均沿第二圆周线l2分布。
92.如图9(a)所示,摄像模组10的镜片300上形成有圆形透光区s3,圆形透光区s3形成的圆心为o4。其中,圆形透光区s3可以是虚线围成的区域,例如,虚线为图9(a)中的圆形虚线,圆形透光区s3为该圆形虚线围成的圆形区域。在摄像模组10组装完成后,用户透过视窗区s1不仅可以观察到镜片300形成的圆形透光区s3,还可以直接观察到分布在在第二圆周线l2上的第一避让孔142'和第二避让孔143'。由于存在组装误差,因此第三中心点o3和圆形透光区s3对应的圆心o4在z轴方向上的投影很难完全重合,进而使得摄像模组10产生严重的偏心问题。结合图7(a)和图7(b)可知,通过改进结构方案后,上盖140的第一盲孔142和第二盲孔143均开设于上盖140朝向叶片组件130的表面,位于视窗区s1内的可变光圈结构100的外观面完整无破孔。因此,在摄像模组10组装完成后,用户只能观察到镜片300形成的圆形透光区s3和圆形透光区s3形成的圆心o4,也即,在用户视角只存在一个圆心o4,因此能够避免前述的偏心问题。
93.图10示出了图6(d)中避让区s2的局部放大图,其中避让区s2可以是虚线围成的区域,例如,虚线可以为图6(d)中的矩形虚线,避让区s2为该矩形虚线围成的矩形区域。为便于描述,将第一定位柱113的端部与第一盲孔142的孔面之间的距离定义为第一距离尺寸d1,将第一盲孔142的孔深定义为第一深度尺寸h1,将第二定位柱122的端部与第二盲孔143的孔面之间的距离定义为第二距离尺寸d2,将第二盲孔143的孔深定义为第二深度尺寸h2。通过合理设计第一距离尺寸d1、第一距离尺寸d2、第一深度尺寸h1和第二深度尺寸h2的尺寸,以确保第一盲孔142能够避让第一定位柱113,第二盲孔143能够避让第二定位柱122,进而使得上盖140不干涉叶片131和活动部120之间的相对运动。
94.在本技术一些实施例中,第一距离尺寸d1≥0.05mm。例如,第一距离尺寸d1≥0.08mm。再例如,第一距离尺寸d1≥0.09mm。
95.在本技术一些实施例中,第二距离尺寸d2≥0.05mm。例如,第二距离尺寸d2≥0.14mm。再例如,第二距离尺寸d2≥0.16mm。
96.在本技术一些实施例中,第一深度尺寸h1≥0.05mm。例如,第一深度尺寸h1≥0.17mm。再例如,第一深度尺寸h1≥0.18mm。
97.在本技术一些实施例中,第二深度尺寸h2≥0.05mm。例如,第二深度尺寸h2≥0.27mm。再例如,第二深度尺寸h2≥0.28mm。
98.可以理解,任何使得上盖140不干涉叶片131和活动部120之间的运动的第一距离尺寸d1、第二距离尺寸d2、第一深度尺寸h1和第二深度尺寸h2的尺寸,均在本技术的保护范围之内,本技术对此不作具体限定。
99.为避免可变光圈结构100的外观面色差过大,进一步提高整体外观面的精致度,在
本技术一些实施例中,对上盖140背向叶片组件130的表面进行表面处理,以保证该表面颜色一致。
100.在其中一些实现方式中,上述表面处理可以包括但不限于光学镀膜、喷涂油墨、阳极氧化、物理气相沉积技术(physical vapor deposition,pvd)中的至少一种,本技术在此不作具体限定。
101.在其中一些实现方式中,上述表面处理可以使得上盖140背向叶片组件130的表面呈现一体黑效果。例如,表面处理方式可以是喷涂黑色油墨。
102.为便于理解对于上盖140背向叶片组件130的表面采用表面处理之后的效果,下面将结合对应的手机外观效果来描述。
103.图11(a)示出了本技术一些实施例中的具有上盖140'的手机俯视图,其中,上盖140'中的用于避让第一定位柱113和第二定位柱122的第一避让孔142'和第二避让孔143'为通孔。图11(b)示出了本技术一些实施例中的具有上盖140的手机俯视图,其中,上盖140中的用于避让第一定位柱113和第二定位柱122的孔为第一盲孔142和第二盲孔143。
104.如图11(a)所示,在一些技术方案中,上盖140'在组装到手机上后,透过视窗区s1可直接观察到上盖140'的第一避让孔142'、第二避让孔143'以及可变光圈结构100'的内部零件(例如,叶片131和第二定位柱122)。如图11(b)所示,在本技术一些实施例中,用户在视窗区s1内观察到的可变光圈结构100的外观面完整无破孔。
105.对比图11(a)与图11(b)可知,本技术提供的可变光圈结构100能够在保证各个部件互不干涉的的情况下,使得位于视窗区s1内的可变光圈结构100的外观面完整无破孔,有效提升可变光圈结构100外观的精致度。
106.结合图11(a)和图11(b)可知,在一些技术方案中,由于可变光圈结构100'的内部零件(例如,叶片131和第二定位柱122)采用的是不同的材质和表面处理工艺,因此存在颜色不一致的问题,十分影响美观。在本技术一些实施例中,对上盖140背向叶片组件130的表面进行表面处理,使得该表面与手机1的其他部分颜色基本一致,有效改善色差问题。
107.在本技术一些实施例中,上盖140的材质可以包括但不限于铝基复合材料、铝合金、不锈钢、铜合金、钛合金、树脂复合材料、塑胶中的至少一种,本技术在此不作具体限定。
108.在其中一些实现方式中,铝合金可以是3系铝、5系铝、6系铝和7系铝中的任意一种。
109.在其中一些实现方式中,铝基复合材料可以是碳化硅颗粒增强铝基复合材料、碳化钛颗粒增强铝基复合材料、氧化铝颗粒增强铝基复合材料中的任意一种。
110.在其中一些实现方式中,树脂复合材料可以是碳纤维增强树脂复合材料、玻璃纤维增强树脂复合材料中的任意一种。
111.在其中一些实现方式中,塑胶可以是液晶高分子聚合物(liquid crystal polymer,lcp)、聚碳酸酯(polycarbonate,pc)和聚酰胺(polyamide,pa)中的任意一种。
112.在本技术一些实施例中,上盖140的第一盲孔142和第二盲孔143的成型工艺可以包括但不限于蚀刻、机加工(例如钻孔、cnc等)、冲锻成型方式中的至少一种,本技术在此不作具体限定。
113.图12示出了本技术一些实施例中上盖140成型方法的流程图。下面将结合图12详细描述本技术一些实施例中上盖140的成型方法。如图12所示,上盖140的成型方法具体包
括以下步骤:
114.s1201:在上盖140朝向叶片组件130的表面确定出待加工区域。
115.其中,待加工区域是指上盖140朝向叶片组件130的表面内、用于成型第一盲孔142和第二盲孔143的区域。
116.在其中一些实现方式中,通过曝光显影的方式确定待加工区域。具体地,首先在基材上喷涂感光油墨。而后,通过曝光机对其进行曝光,从而形成第一盲孔142和第二盲孔143的图案。接着,用显影液清洗第一盲孔142和第二盲孔143的图案所在区域上的感光油墨,以露出基材,除第一盲孔142和第二盲孔143的图案所在区域之外的区域经固化后形成保护膜。
117.在可替换的其他一些实现方式中,当上盖140的材质为不锈钢时,通过计算机编写出第一盲孔142和第二盲孔143的加工程序,该加工程序直接传送至数控机床(computer numerical control machine tools,cnc),数控机床可根据该加工程序直接确定待加工区域。
118.s1202:在待加工区域成型第一盲孔142和第二盲孔143。
119.在其中一些实现方式中,当上盖140的材质为铝合金、颗粒增强铝基复合材料中的至少一种时,采用刻蚀在待加工区域内成型第一盲孔142和第二盲孔143。其中,铝合金可以是3系铝、5系铝、6系铝和7系铝中的任意一种。
120.具体地,利用化学溶液腐蚀第一盲孔142和第二盲孔143的图案所在区域,从而形成第一盲孔142和第二盲孔143的结构,除第一盲孔142和第二盲孔143的图案所在区域之外的区域由于存在保护膜,因此不会被化学溶液腐蚀。
121.在可替换的其他一些实现方式中,当上盖140的材质为不锈钢时,采用数控机床在待加工区域成型第一盲孔142和第二盲孔143。
122.s1203:成型上盖140的外形结构。
123.在本技术一些实施例中,通过冲压工艺加工出上盖140的外形结构。
124.在其中一些实现方式中,利用模具和冲压设备对上述板材施加压力,使板材产生塑性变形并分离,从而加工出上盖140的外形结构。
125.s1204:对上盖140背向叶片组件130的表面进行表面处理,以使该表面颜色一致。
126.在一些实现方式中,当上盖140的材质为为铝合金、颗粒增强铝基复合材料中的至少一种时,对上盖140背向叶片组件130的表面进行光学镀减反膜处理,以使该表面颜色一致。其中,铝合金可以是3系铝、5系铝、6系铝和7系铝中的任意一种。
127.在可替代的其他一些实现方式中,当上盖140的材质为不锈钢时,在上盖140背向叶片组件130的表面喷镀油墨,以使该表面颜色一致。
128.可以理解,本技术中,除了步骤s1201需在s1202之前,以保证能够加工出第一盲孔142和第二盲孔143,其他步骤间可以根据实际需要调整执行顺序,本技术对此不作具体限定。
129.在本技术其他一些实施例中,上盖140的材质为碳纤维增强树脂复合材料、玻璃纤维增强树脂复合材料中的至少一种。
130.图13示出了本技术其他一些实施例中上盖140成型方法的流程图。下面将结合图13详细描述本技术一些实施例中上盖140的成型方法,如图13所示,上盖140的成型方法具
体包括以下步骤:
131.s1301:成型第一盲孔142和第二盲孔143。其中,第一盲孔142和第二盲孔143所在的表面为上盖140朝向叶片组件130的表面。
132.在本技术其他一些实施例中,通过模压成型的方式加工出第一盲孔142和第二盲孔143,其中,第一盲孔142和第二盲孔143所在的表面为上盖140朝向叶片组件130的表面。
133.在其中一些实现方式中,将预热的材料放入加热模具型腔中,然后封闭模具并施加压力,从而形成第一盲孔142和第二盲孔143的特征结构。
134.s1302:成型上盖140的外形结构。
135.在本技术其他一些实施例中,通过数控机床直接成型上盖140的外形结构。
136.s1303:对上盖140背向叶片组件130的表面进行表面处理,以使该表面颜色一致。
137.在本技术其他一些实施例中,在上盖140背向叶片组件130的表面喷镀油墨,从而使得该表面颜色一致。
138.可以理解,本技术实施例方法中的步骤s1302和步骤s1303可以根据实际需要调整执行顺序,本技术对此不作具体限定。
139.在本技术另外一些实施例中,上盖140的材质为塑胶材料。其中塑胶材料可以是液晶高分子聚合物(liquid crystal polymer,lcp)、聚碳酸酯(polycarbonate,pc)、聚酰胺(polyamide,pa)中的任意一种。
140.图14示出了本技术另外一些实施例中上盖140成型方法的流程图。下面将结合图14详细描述本技术另外一些实施例中上盖140的成型方法。如图14所示,上盖140的成型方法具体包括以下步骤:
141.s1401:同时成型第一盲孔142、第二盲孔143以及上盖140的外形结构。
142.在本技术另外一些实施例中,通过注塑成型工艺一次性加工出第一盲孔142、第二盲孔143以及上盖140的外形结构,其中,第一盲孔142和第二盲孔143所在的表面为上盖140朝向叶片组件130的表面。
143.在其中一些实现方式中,通过加热使得塑胶材料完全熔融,利用高压将完全熔融的塑胶材料射入模具型腔,经冷却定型后,得到第一盲孔142和第二盲孔143以及上盖140的外形结构。
144.s1402:对上盖140背向叶片组件130的表面进行表面处理,以使该表面颜色一致。
145.在本技术其他一些实施例中,在上盖140背向叶片组件130的表面喷镀油墨,以使该表面颜色一致。
146.在描述完上述上盖140的成型方法之后,下面将继续描述上盖140采用的安装流程。图15示出了本技术一些实施例中上盖140安装方法的流程图。如图15所示,该安装方法具体包括:
147.s1501:对上盖140进行全检和贴膜。
148.s1502:将上盖140的安装孔144固定于固定部110上,进而实现上盖140和固定部110的固定连接。其中,上盖140具有第一盲孔142和第二盲孔143的表面与叶片组件130背向固定部110的表面相对。
149.在一些实现方式中,通过热铆将上盖140的安装孔144固定于固定部110上。
150.在可替换的其他一些实现方式中,通过点胶将上盖140的安装孔144固定于固定部
110上。
151.本技术还提供一种摄像模组10,该摄像模组10包括上述至少一种可变光圈结构100。
152.本技术还提供一种电子设备,该电子设备包括上述至少一个前述的任意一种的摄像模组10。
153.以上由特定的具体实施例说明本技术的实施方式,本领域技术人员可由本说明书所揭示的内容轻易地了解本技术的其他优点及功效。虽然本技术的描述将结合一些实施例一起介绍,但这并不代表此申请的特征仅限于该实施方式。恰恰相反,结合实施方式作申请介绍的目的是为了覆盖基于本技术的权利要求而有可能延伸出的其它选择或改造。本技术也可以不使用这些细节实施。此外,为了避免混乱或模糊本技术的重点,有些具体细节在描述中被省略。需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。
154.在本技术的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“外侧”、“内侧”、“周向”、“径向”、“轴向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
155.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“连接”、“贴合”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。
156.显然,本领域的技术人员可以对本技术进行各种改动和变型而不脱离本技术的精神和范围。这样,倘若本技术的这些修改和变型属于本技术权利要求及其等同技术的范围之内,则本技术也意图包含这些改动和变型在内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。