1.本实用新型涉及齿轮技术领域。
背景技术:
2.目前对于曲轴齿轮检测孔位置度检测,通常采用工件止口面和工件内孔定位及销间隙配合的方式,该方式内孔及定位销孔及活动插销存在间隙,导致检测结果存在误判。
技术实现要素:
3.为了解决现有曲轴齿轮检测孔位置度检测方式存在的上述问题,本实用新型提供了一种曲轴齿轮齿定位位置检具。
4.本实用新型为实现上述目的所采用的技术方案是:曲轴齿轮齿定位位置检具,定位底板5中部设有与齿轮工件15的止口面相匹配的凸台14,定位底板5上与齿轮工件15的辐板孔对应设有底板孔,定位底板5中心孔内安装定位心轴6;定位座1固定于定位底板5 上部边缘处,定位座1内安装定位套11,定位套11内安装定位轴9,定位轴9上安装弹簧 10,定位套11外侧螺纹安装锁紧螺母12,锁紧螺母12连接锁紧螺栓13,锁紧螺栓13端部位于定位轴9端部。
5.所述底板孔内安装衬套7。
6.所述定位座1通过定位螺栓3和定位销2固定于定位底板5上。
7.所述定位底板5两侧安装把手4。
8.本实用新型的曲轴齿轮齿定位位置检具,结构简单,灵活可调,便于安装,检测准确率显著提升,减少了误判,提高了产品质量。
附图说明
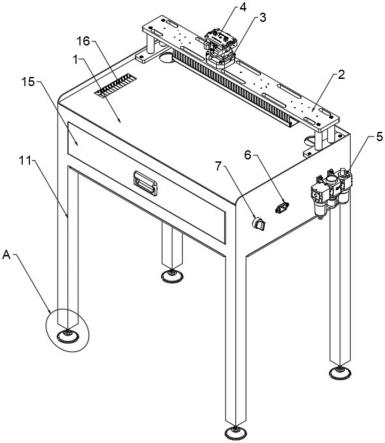
9.图1是本实用新型曲轴齿轮齿定位位置检具俯视图。
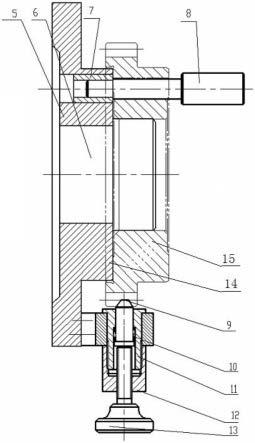
10.图2是本实用新型曲轴齿轮齿定位位置检具左视剖面图。
11.图中:1、定位座,2、圆柱销,3、定位螺栓,4、把手,5、底定位板,6、定心轴,7、衬套,8、量棒,9、定位轴,10、弹簧,11、定位套,12、锁紧螺母,13、锁紧螺栓,14、凸台,15、齿轮工件。
具体实施方式
12.本实用新型的曲轴齿轮齿定位位置检具结构如图1和图2所示,将检具的定位底板5 放置机床平台上,将12个衬套7用压力机过盈压入定位底板5的底板孔内,再将定位心轴6用压力机过盈安装到定位底板5中心内孔中。将定位套11安装到定位座1中,将弹簧10 安装到定位轴9上后放入定位套11中,然后将锁紧螺母12安装到定位套11上,之后将锁紧螺栓13安装到锁紧螺母12上。将组装好的定位器的定位座1用定位螺栓3安装到定位底板5上,并用定位销2固定到定位底板5上。将把手4安装到定位底板5上并焊接。
13.用该检具检测时,将齿轮工件15内孔安装到定位心轴6上定心,定位底板5的凸台面定位于曲轴齿轮止口面贴合,将定位轴9固定到齿轮齿槽中心处定位,并将锁紧螺栓13拧紧,使齿轮工件15固定不窜动。将量棒8依次插入工件的辐板孔内,则该孔加工合格,否则该孔加工不合格。检测完成的工件,先取下量棒8,然后拧松锁紧螺栓13,取下检测好的齿轮工件15。量棒8与孔配合尺寸磨损超过0.02则报废重新更换,定位心轴6尺寸磨损超过0.03则心轴报废更换心轴。
技术特征:
1.曲轴齿轮齿定位位置检具,其特征在于:定位底板(5)中部设有与齿轮工件(15)的止口面相匹配的凸台(14),定位底板(5)上与齿轮工件(15)的辐板孔对应设有底板孔,定位底板(5)中心孔内安装定位心轴(6);定位座(1)固定于定位底板(5)上部边缘处,定位座(1)内安装定位套(11),定位套(11)内安装定位轴(9),定位轴(9)上安装弹簧(10),定位套(11)外侧螺纹安装锁紧螺母(12),锁紧螺母(12)连接锁紧螺栓(13),锁紧螺栓(13)端部位于定位轴(9)端部。2.根据权利要求1所述的曲轴齿轮齿定位位置检具,其特征在于:所述底板孔内安装衬套(7)。3.根据权利要求1所述的曲轴齿轮齿定位位置检具,其特征在于:所述定位座(1)通过定位螺栓(3)和定位销(2)固定于定位底板(5)上。4.根据权利要求1所述的曲轴齿轮齿定位位置检具,其特征在于:所述定位底板(5)两侧安装把手(4)。
技术总结
曲轴齿轮齿定位位置检具,定位底板中部设有与齿轮工件的止口面相匹配的凸台,定位底板上与齿轮工件的辐板孔对应设有底板孔,定位底板中心孔内安装定位心轴;定位座固定于定位底板上部边缘处,定位座内安装定位套,定位套内安装定位轴,定位轴上安装弹簧,定位套外侧螺纹安装锁紧螺母,锁紧螺母连接锁紧螺栓,锁紧螺栓端部位于定位轴端部。本实用新型的曲轴齿轮齿定位位置检具,结构简单,灵活可调,便于安装,检测准确率显著提升,减少了误判,提高了产品质量。品质量。品质量。
技术研发人员:刘英超
受保护的技术使用者:大连创新齿轮箱制造有限公司
技术研发日:2022.08.25
技术公布日:2023/3/3
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。