1.本发明涉及筒类结构件火焰矫形质量控制系统及方法,属于筒类结构件矫形领域。
背景技术:
2.筒类结构件如液压缸缸筒、旋挖钻机钻杆等是工程机械常见的核心零部件,其直线度精度直接影响着工程机械主机的装配与使用性能。在筒类结构件制造过程中,火焰矫形是控制其直线度的重要环节。目前针对筒类结构件直线度超差问题,现有技术主要是对直线度进行检测,尚无针对筒类结构件火焰矫形质量控制的研究。
技术实现要素:
3.本发明提供了筒类结构件火焰矫形质量控制系统及方法,解决了背景技术中披露的问题。
4.为了解决上述技术问题,本发明所采用的技术方案是:
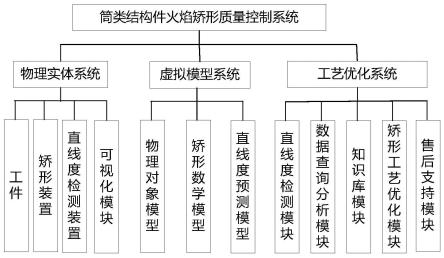
5.筒类结构件火焰矫形质量控制系统,包括物理实体系统、虚拟模型系统和工艺优化系统;
6.物理实体系统包括:
7.矫形装置,包括通过连接管相连的矫形枪和矫形气体瓶,矫形枪用于对筒类结构件进行火焰矫形;
8.直线度检测装置,用于对待矫形筒类结构件进行矫形前后直线度检测;
9.可视化模块,用于实时显示筒类结构件直线度和温度;
10.虚拟模型系统包括:
11.物理对象模型,用于对筒类结构件和直线度检测装置进行数字化建模,形成数字化模型与筒类结构件物理实体的映射关系;
12.矫形数学模型,矫形数学模型通过实时数据、历史数据及数字化模型搭建,用于进行筒类结构件矫形仿真分析,计算筒类结构件矫正量与矫形温度、矫形尺寸、加热时间的关系,制定初步的矫形工艺;
13.直线度预测模型,根据矫形前筒类结构件变形量及矫正量,可知筒类结构件矫形不同位置的变形量,利用最小二乘法搭建直线度预测模型,对虚拟空间矫形后的筒类结构件计算其直线度;
14.工艺优化系统包括:
15.直线度检测模块,用于对筒类结构件矫形前后直线度进行检测,并实现筒类结构件原材料信息、矫形过程信息和直线度检测信息的集中采集,为直线度质量控制提供数据支撑。
16.进一步地,所述工艺优化系统还包括:数据查询分析模块,用于对矫形工艺数据和筒类结构件直线度数据进行查询分析。
17.进一步地,所述工艺优化系统还包括:知识库模块,用于融合物理实体筒类结构件矫形工艺参数、虚拟筒类结构件矫形仿真分析工艺参数与筒类结构件直线度关系,为虚拟模型筒类结构件矫形仿真分析及物理实体筒类结构件矫形提供知识和实例支撑,同时实时数据也为知识库的更新提供数据支撑。
18.进一步地,所述工艺优化系统还包括:矫形工艺优化模块,基于虚拟模型筒类结构件矫形过程模拟仿真及直线度结果,结合历史数据和知识库模块中的信息,对当前待矫形筒类结构件矫形工艺进行优化,利用可视化模块反馈至矫形工位指导矫形,实现矫形的动态管控。
19.进一步地,所述工艺优化系统还包括:
20.售后支持模块,用于与产品市场维修信息相关联,搭建产品典型失效数据库,分析产品失效模式与筒类结构件矫形加工工艺及直线度之间的关系,支撑产品售后服务。
21.进一步地,可视化模块包括温度传感器和5g ar眼镜。
22.相应地,筒类结构件火焰矫形质量控制方法:
23.步骤1)、在虚拟模型系统中对筒类结构件和直线度检测装置进行数字化建模,形成数字化模型与物理实体筒类结构件的映射关系;
24.步骤2)、利用直线度检测装置检测待矫形筒类结构件直线度,并根据待矫形位置及矫形量大小,利用矫形数学模型仿真分析筒类结构件矫形过程,通过不同矫形尺寸、加热时间及矫形点数位置加载,实现对筒类结构件矫形的仿真分析;步骤3)、利用直线度预测模型对虚拟空间矫形后的筒类结构件计算其直线度;步骤4)、对直线度进行判断,若符合要求,则将该矫形工艺利用可视化装置反馈至矫形工位指导矫形,若不符合要求,调取知识库中的信息,根据循环迭代重新进行矫形工艺规划;
25.步骤5)、矫形工位根据接收到的最优矫形工艺进行矫形,矫形完成后,利用直线度检测模块进行直线度检测;
26.步骤6)、检测完毕后,检测结果、最优矫形工艺参数存储至知识库模块中作为历史数据用于指导下一次矫形控制。
27.进一步地,所述步骤2)中,筒类结构件矫正量的计算公式为:
28.△
f=a0l2 a1t2 a2lt a3l a4t a5 ε
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)其中,
△
f为矫正量,l为矫形尺寸,t为加热时间,a0、a1、a2、a3、a4、a5为回归系数,对历史数据进行回归分析可求得回归系数,ε为随机误差。
29.进一步地,所述步骤3)中,直线度的计算过程为:根据最小二乘法拟合侧母线为:
30.y=kx b
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(2)
31.32.其中xi表示矫形位置距筒类结构件任意固定一端的距离,yi表示矫形后筒类结构件矫形位置处的变形量,i表示矫形的点数;
33.计算点到拟合直线径向距离:
34.d=y
i-kx
i-b
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(4)
35.距离最大值与最小值差为筒类结构件直线度:
36.f=d
max-d
min
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(5)。
37.进一步地,所述可视化装置为5g ar眼镜。
38.本发明所达到的有益效果:
39.1.利用检测装置检测筒类结构件直线度,确定待矫形的位置及矫形量大小,根据矫形数学模型对筒类结构件矫形过程数值仿真分析,获取矫形工艺参数。利用“5g ar眼镜”可视化系统,将矫形工艺参数实时展示给操作人员,改变依赖人工经验矫形现状。
40.2.基于虚拟空间仿真分析和实时数据驱动的筒类结构件火焰矫形智能控制方法,可有效提高筒类结构件矫形的效率和质量,降低人为因素对矫形过程带来的影响。
41.3.工艺优化系统模块全面,可实现筒类结构件矫形与检测数据的集中管理,提供更加实时、高效、智能的集成服务。同时根据产品市场维修信息搭建的典型失效数据库,为产品售后服务提供数据支撑。
附图说明
42.图1为本发明的系统结构示意图;
43.图2为本发明的方法流程示意图。
具体实施方式
44.下面结合附图对本发明作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
45.如图1所示,本发明的筒类结构件火焰矫形质量控制系统,包括物理实体系统、虚拟模型系统和工艺优化系统。
46.物理实体系统包括筒类结构件、矫形装置、直线度检测装置和可视化模块。筒类结构件即为待矫形的筒类结构件,矫形装置包括矫形枪、矫形气体瓶及连接管,直线度检测装置可以对待矫形筒类结构件进行矫形前后直线度检测,可视化模块即为“5g ar眼镜 温度传感器”可视化系统。物理实体系统不仅为工艺优化系统提供物理本体数据,而且在接收到工艺优化系统的反馈信息之后,及时对矫形工艺做出调整,利用可视化模块指导操作人员矫形,保证矫形质量。
47.虚拟模型系统包括物理对象模型、矫形数学模型和直线度预测模型。在虚拟模型系统中对筒类结构件和直线度检测装置进行数字化建模,形成与物理实体的映射关系。通过实时数据、历史数据及数字化模型,搭建筒类结构件矫形数学模型,通过该数学模型进行筒类结构件矫形仿真分析,计算筒类结构件矫正量与矫形温度、矫形尺寸、加热时间等的关系,制定初步的矫形工艺。根据矫形前筒类结构件变形量及矫正量,可知筒类结构件矫形不同位置的变形量,利用最小二乘法搭建直线度预测模型,对虚拟空间矫形后的筒类结构件计算其直线度,并进行直线度结果判断,若直线度合格,根据制定的矫形工艺利用“5g ar眼
镜”可视化装置指导物理空间筒类结构件矫形,若直线度不合格,根据工艺优化系统知识库中的信息,调整矫形工艺输出最优工艺参数指导矫形。通过虚拟模型系统实现对物理实体的智能控制和优化调节。
48.工艺优化系统包括直线度检测模块、数据查询分析模块、知识库模块、矫形工艺优化模块和售后支持模块,物理实体系统和虚拟模型系统分别将原料数据、矫形工艺参数数据、检测数据及仿真分析数据传输给工艺优化系统,并接收工艺优化系统的反馈。工艺优化系统通过对数据的分析实现虚拟筒类结构件矫形优化与物理实体筒类结构件矫形优化的信息交互与数据映射。
49.直线度检测模块对筒类结构件矫形前后直线度进行检测,并实现原材料信息、矫形过程信息和直线度检测信息的集中采集,为直线度质量控制提供数据支撑。原材料信息包括原料供应商厂家、原料属于国产/进口产品、原料规格型号、原料加工方式与原料入库信息。矫形方案信息包括筒类结构件型号、筒类结构件尺寸参数、矫形气体类型、矫形时间、矫形位置、矫形形状、矫形点数、矫形尺寸和操作人员信息。直线度检测信息包括检测设备信息、检测过程数据及检测结果。原材料信息、矫形方案信息及直线度检测信息均保存至数据库中,数据库可以是excel、access等常用的数据库。
50.数据查询分析模块可以对矫形工艺数据和筒类结构件直线度数据进行查询分析,可按检测时间、筒类结构件型号或操作人员进行查询。对查询的数据可建立统计过程控制图,分析直线度数据是否正常,及时发现异常点数据。
51.知识库模块融合了物理实体筒类结构件矫形工艺参数、虚拟筒类结构件矫形仿真分析工艺参数与筒类结构件直线度关系,通过对数据模式识别与分类,利用统计分析方法对数据进行计算分析,可为虚拟模型筒类结构件矫形仿真分析及物理实体筒类结构件矫形提供知识和实例支撑,不断优化矫形工艺,提高筒类结构件直线度精度,同时实时数据也为知识库的更新提供数据支撑。
52.矫形工艺优化模块基于虚拟模型筒类结构件矫形过程模拟仿真及直线度结果,结合历史数据和知识库模块中的信息,对当前待矫形筒类结构件矫形工艺进行优化,利用温度传感器实时检测矫形温度,“5g ar眼镜”可视化装置反馈至矫形工位指导矫形,实现矫形的动态管控,保证矫形后筒类结构件直线度满足要求。
53.售后支持模块与产品市场维修信息相关联,搭建产品典型失效数据库,分析产品失效模式与筒类结构件矫形加工工艺及直线度之间的关系,支撑产品售后服务。
54.如图2所示,本发明的筒类结构件火焰矫形质量控制方法,步骤如下:
55.步骤(1)在虚拟模型系统中对筒类结构件和直线度检测装置进行数字化建模,形成与物理实体一一对映的映射关系。
56.步骤(2)利用直线度检测装置检测待矫形筒类结构件直线度,并根据待矫形位置及矫形量大小,利用矫形数学模型仿真分析筒类结构件矫形过程,通过不同矫形尺寸、加热时间及矫形点数位置等工艺参数加载,实现对筒类结构件矫形的仿真分析。
57.筒类结构件矫正量与加热时间和矫形尺寸的模型如下:
58.△
f=a0l2 a1t2 a2lt a3l a4t a5 ε
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)
59.其中,
△
f为矫正量,l为矫形尺寸,t为加热时间,a0、a1、a2、a3、a4、a5为回归系数,对历史数据进行回归分析可求得回归系数,ε为随机误差。
60.步骤(3)利用直线度预测模型对虚拟空间矫形后的筒类结构件计算其直线度,根据最小二乘法拟合侧母线为:
[0061] y = kx b
ꢀꢀꢀꢀ
(2)
[0062][0063]
其中xi表示矫形位置距筒类结构件任意固定一端的距离,yi表示矫形后筒类结构件矫形位置处的变形量,i表示矫形的点数。
[0064]
计算点到拟合直线径向距离:
[0065]
d=y
i-kx
i-b
ꢀꢀꢀꢀꢀꢀ
(4)
[0066]
距离最大值与最小值差为筒类结构件直线度:
[0067]
f=d
max-d
min
ꢀꢀꢀꢀ
(5)
[0068]
步骤(4)对直线度进行判断,若符合要求,则将该矫形工艺利用“5g ar眼镜”可视化装置反馈至矫形工位指导矫形,若不符合要求,调取知识库中的信息,根据循环迭代重新进行矫形工艺规划。
[0069]
步骤(5)矫形工位根据接收到的最优矫形工艺进行矫形,矫形完成后,利用直线度检测模块进行直线度检测。
[0070]
步骤(6)检测完毕后,检测结果、最优矫形工艺参数等信息存储至知识库模块中作为历史数据,指导下一次质量控制。
[0071]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本发明的保护范围。
[0072]
一种存储一个或多个程序的计算机可读存储介质,所述一个或多个程序包括指令,所述指令当由计算设备执行时,使得所述计算设备执行筒类结构件火焰矫形质量控制方法。
[0073]
一种计算设备,包括一个或多个处理器、一个或多个存储器以及一个或多个程序,其中一个或多个程序存储在所述一个或多个存储器中并被配置为由所述一个或多个处理器执行,所述一个或多个程序包括用于执行筒类结构件火焰矫形质量控制方法的指令。
[0074]
本领域内的技术人员应明白,本发明的实施例可提供为方法、系统、或计算机程序产品。因此,本发明可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本发明可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器、cd-rom、光学存储器等)上实施的计算机程序产品的形式。
[0075]
本发明是参照根据本发明实施例的方法、设备(系统)、和计算机程序产品的流程
图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
[0076]
这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
[0077]
这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
[0078]
以上仅为本发明的实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均包含在申请待批的本发明的权利要求范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。