1.本发明涉及一种用于制造双极板的方法,该方法包括以下步骤:提供两个面式构件并且将这两个面式构件材料锁合连接。此外,本发明还涉及一种包括双极板的燃料电池。
背景技术:
2.燃料电池是将连续供给的燃料和氧化剂的化学反应能量转换为电能的电化学电池。因此,燃料电池是电化学能量转换器。在已知的燃料电池中,尤其将氢气(h2)和氧气(o2)转换成水(h2o)、电能和热量。
3.其中,质子交换膜片(proton exchange membrane=pem)燃料电池是已知的。质子交换膜片燃料电池包括位于中央的膜片,该膜片对于质子、即氢离子是可渗透的。氧化剂、尤其空气氧由此在空间上与燃料、尤其氢气分离。
4.此外,也被称为“solid oxide fuel cells”(sofc)的固体氧化物燃料电池是已知的。sofc燃料电池具有比pem燃料电池更高的工作温度和废气温度,并且尤其在稳定运行中得到应用。
5.燃料电池包括阳极和阴极。燃料在燃料电池的阳极处供应,并且在释放电子的情况下催化氧化成质子,所述质子到达阴极。所释放的电子从燃料电池导出,并通过外部电路流向阴极。
6.氧化剂,尤其是空气氧,在燃料电池的阴极处供应,并且通过从外部电路接收电子和质子而反应形成水。由此产生的水从燃料电池中排出。全局反应为:
7.o2 4h
4e-→
2h2o
8.在此,在燃料电池的阳极和阴极之间存在电压。为了提高电压,可以将多个燃料电池机械地前后相继地布置成燃料电池堆(也被称为堆栈)并且电串联。
9.燃料电池堆通常具有端板,所述端板将各个燃料电池相互挤压并且赋予燃料电池堆稳定性。端板也用作燃料电池堆的正极或者负极,以导出电流。
10.电极,即阳极和阴极,和膜片可以在结构上组合成膜片电极组件(mea),其也被称为“membrane electrode assembly”。
11.燃料电池堆还包括双极板,其也被称为气体分布板。双极板用于将燃料均匀地分布到阳极上以及将氧化剂均匀地分布到阴极上。此外,双极板通常具有表面结构,例如通道状的结构,用于将燃料以及氧化剂分布到电极上。通道状的结构也用于导出反应中产生的水。另外,双极板可以包括用于将冷却介质传送通过燃料电池以除热的结构。
12.除了关于氧气、氢气和水的介质引导之外,双极板确保与膜片的面状的电接触。
13.燃料电池堆通常包括多达几百个单个燃料电池,所述燃料电池以所谓的夹层结构分层地彼此堆叠。单个燃料电池包括mea以及在阳极侧和阴极侧上的各一个双极板半部。尤其是,燃料电池包括阳极单极板和阴极单极板,它们组合在一起并且形成生物双极板。
14.为了制造将氢气、空气和必要时冷却介质(例如水)彼此分开的双极板,通常例如通过激光束焊接将钢板材料锁合地彼此连接。为了使激光束焊接中的构件形变最小化,这
样选择过程参数,使得实现尽可能小的能量输入,其中,产生具有小的熔池体积的窄的焊缝。
15.由于小的熔池体积和由此所需的高的工艺速度,在激光束焊接时的间隙跨接性很小,从而在阳极片和阴极片之间的过大的间隙会导致焊缝中的缺陷部位并且因此导致双极板中的以及进而燃料电池中的不密封性。
16.为了制造双极板,通常使用具有低刚度的薄板并且形成待连接的板,这取决于焊接过程的热输入和由此产生的局部构件形变、即在真正的焊接过程之前的间隙。该间隙不能通过平行于焊缝延伸的、待连接的板材的夹紧而保持足够窄以避免缺陷部位。
17.de 10 2016 200 387 a1描述了一种用于制造双极板的设备和方法,其中,两个分隔板相互连接。分隔板彼此叠置,并且例如在搭接接头中借助于激光紧密地焊接。用于将两个分隔板的材料锁合连接的能量分别通过两个分隔板的两个外侧供给。
技术实现要素:
18.本发明提出了一种用于制造双极板的方法,该方法包括以下步骤:
19.a.提供两个面式构件,所述面式构件尤其以堆叠的方式存在,
20.b.尤其借助于焊接,在接合平面中将两个面式构件材料锁合连接,其中,在材料锁合连接之前,将固有应力引入到两个面式构件的至少一个中。
21.使两个面式构件准备好用于材料锁合连接,其方式是,在由真正的材料锁合连接引起的应力出现之前将固有应力引入到两个面式构件的至少一个、优选两个中。引入的固有应力有针对性地引入、在时间上是稳定的并且在没有外部影响的情况下不引起材料移动和/或变形。尤其是,固有应力的位置和大小是可调的。固有应力尤其是在待制造的连接缝的直接周围环境中引入。由真正的材料锁合连接引起的应力可以直接通过反作用的、引入的固有应力至少部分地补偿。
22.焊接尤其借助于激光束焊接来实施。通过材料锁合连接优选形成接缝,该接缝也可以称为连接缝,该连接缝具有优选不大于0.1mm的宽度。
23.由真正的材料锁合连接引起的应力、也就是尤其由用于材料锁合连接的激光引起的应力包括焊接形变,例如由于在材料锁合连接期间的热膨胀、塑性膨胀和材料运输。由真正的材料锁合连接引起的应力仅是暂时地、尤其是在加热两个面式构件期间并且尤其是局部地存在,并且由方法决定地是不可避免的。它们大多是不期望的并且由于热膨胀、两个面式构件的由此产生的材料压缩、材料移动或者说熔体流和/或在固化之后开始的收缩而产生。
24.作为由真正的材料锁合连接引起的应力,尤其是在加热两个面式构件时在焊缝前方出现压应力,而在真正的材料锁合连接的过程之后在冷却两个面式构件时出现拉应力。应变和所产生的形变的方向取决于热源、接缝几何结构、时间点和构件上的位置。
25.根据本发明在材料锁合连接之前引入的固有应力与由真正的材料锁合连接引起的应力相反地指向。在材料锁合连接之前引入的固有应力优选地、尤其是局部地存在于两个面式构件之间的间隙上,在该间隙上要制造接缝。进一步优选地,固有应力在接缝的区域中横向地且在两个面式构件的厚度上竖直地布置。
26.优选地,机械地引入固有应力,该固有应力因而在材料锁合连接之前已经存在于
两个面式构件中的至少一个中。进一步优选地,通过压印、轧制、滚压和/或热压引入固有应力。
27.优选地,在材料锁合连接期间,两个面式构件中的至少一个朝接合平面的方向变形。进一步优选地,两个面式构件中的至少一个通过释放之前引入的固有应力朝接合平面的方向变形。在金属材料的情况下,随着温度的升高,流变极限或者说两个面式构件中可能存在的最大应力降低。因此,通过材料锁合连接引入的能量暂时将流变极限降低,所述流变极限理解为直至塑性变形的可承受的应力。在两个面式构件的材料的熔融状态中,流变极限例如降低到接近零。由此,之前引入的固有应力之间的平衡被消除,并且两个面式构件发生变形。
28.作为固有应力可以引入拉应力和/或压应力。拉应力和压应力优选这样布置,使得由材料锁合连接的温度引入引起的两个面式构件的刚度的局部降低使之前引入的固有应力下降并且不受温度引入影响的剩余应力导致朝接合平面的方向的构件形变。优选地,拉应力和/或压应力彼此平衡,以获得稳定状态。
29.优选地,在材料锁合连接之前将拉应力引入到两个面式构件中的至少一个中。所引入的拉应力尤其至少部分地补偿由真正的材料锁合连接引起的前方的压应力。
30.优选地,尤其是附加地或辅助地,为了尤其是机械地引入固有应力,在材料锁合连接之前,将至少一个温度场引入两个面式构件中的至少一个中。引入至少一个温度场尤其包括加热两个面式构件中的至少一个。尤其是,在接缝区域中使用一个或多个温度区域,以便进一步补偿由焊接引起的膨胀。至少一个温度场例如可以通过焊接激光的射束成形或通过使用附加的激光、尤其通过激光点来实现。
31.优选地,在材料锁合连接时,两个面式构件中的至少一个的一部分朝接合平面的方向运动。这种效应尤其是由两个面式构件的几何结构和热膨胀引起的,因为加热的材料在所有空间方向上膨胀。为了产生导向效果,尤其在期望的形变方向的方向上增加材料份额。尤其是,两个面式构件中的至少一个的进一步优选布置在接缝处的部分这样构型,使得前方的、由真正的材料锁合连接引起的压应力或两个面式构件的膨胀引起指向接合平面的运动。
32.优选地,两个面式构件中的至少一个具有几何结构元件,其带有垂直于相应的面式构件的表面的方向分量,所述方向分量也能够通过上述运动在材料锁合连接期间形成。垂直在此应理解为,几何结构元件具有一方向分量,尤其是一表面和/或一纵轴线,其与各个面式构件的表面围成在60
°
至120
°
、优选地70
°
至110
°
、进一步优选地80
°
至100
°
的范围中的角度,例如90
°
的角度。
33.朝接合平面的方向的运动也可以通过各个面式构件中的由几何结构引起的沿构件形变方向的刚度减小来实现。各个面式构件尤其垂直于构件平面、即垂直于构件的表面具有降低的刚度。通过使面式构件例如成型为槽形,可以降低在接合平面的接缝附近的面式构件的刚性。面式构件由于在构件平面中的温度引入而膨胀,从而通过可能不受热影响的槽侧壁的杠杆作用可以产生朝接合平面的方向的运动分量。
34.两个面式构件优选包括金属材料。进一步优选地,两个面式构件为片材,更优选为钢片,尤其是分别为阳极片或阴极片。此外,两个面式构件优选分别具有不大于0.1mm的厚度。
35.本发明还涉及一种燃料电池,其包括按照根据本发明的方法制造的双极板。
36.通过根据本发明的方法,在材料锁合连接时,对待连接的构件的形变进行定向和限制,从而防止或减少产生待连接的构件之间的由过程决定地增大的间隙。此外,同样可以防止或减少或克服接合平面中由于构件公差或污染而产生的增大的间隙。
37.相应地,材料锁合连接的过程能够稳定并且能够减少或避免所建立的连接中的功能相关的缺陷部位,所述缺陷部位导致燃料电池中的不密封性。
38.此外,可以减少材料锁合连接的双极板的所产生的焊接固有应力以及所产生的最终形变。
39.此外,能够实现更高的过程速度或者能够降低周期时间,并且在构型在过程中使用的压紧装置时存在更大的自由度,从而提高压紧装置的使用寿命和/或需要更少的清洁工作。
40.由于材料锁合连接的过程条件,在构件中由真正的材料锁合连接引起的应力是不可避免的,然而这些应力通过根据本发明的方法有针对性地导向或者抵抗这些应力。
附图说明
41.借助于附图和以下描述进一步阐述本发明的实施方式。
42.附图示出:
43.图1燃料电池堆,
44.图2燃料电池的横截面,
45.图3第一连接缝,
46.图4第二连接缝,
47.图5连接缝的俯视图,
48.图6在加热时连接缝的示意性横截面图,
49.图7在冷却时连接缝的示意性横截面图,
50.图8具有事先引入的固有应力的两个面式构件的材料锁合连接的示意图,
51.图9具有附加引入的温度场的材料锁合连接的示意图,以及
52.图10具有几何结构匹配的材料锁合连接的示意图。
53.在本发明的实施方式的以下描述中,相同或相似的元件以相同的附图标记表示,其中,在个别情况下不重复描述这些元件。附图仅示意性地示出本发明的主题。
具体实施方式
54.图1示出了具有多个燃料电池1的燃料电池堆3的示意图。每个燃料电池1包括一个膜片35、两个气体扩散层37、一个阳极39和一个阴极41。各个燃料电池1通过双极板5彼此隔开,所述双极板可以包括冷却板43。被供给氢气和氧气以及冷却介质的燃料电池堆3被两个端板45封闭并且具有集流器47。
55.图2示出燃料电池1的横截面。燃料电池1包括双极板5,在该双极板上布置有膜片电极单元27,该膜片电极单元位于两个气体扩散层37之间。在双极板5中,尤其彼此独立地引导氢气29和用于冷却的水31。
56.图3示出焊缝形式的第一连接缝33的横截面图。两个面式构件7在接合平面34中以
连接缝33连接。要密封的介质51在两个面式构件7之间流动。这里所示的连接缝33实施为没有缺陷,从而没有介质51流出。
57.图4示出第二连接缝33。在该图示中,连接缝33具有缺陷部位55,介质51可通过该缺陷部位流出。在面式构件7之间存在间隙53,该间隙没有充分地通过连接缝33跨接。缺陷部位55可能作为双极板5中的接缝侵入、飞溅物、接缝断裂或裂缝或者作为双极板5之间的孔隙或附接中断部出现。
58.图5示出了在进给方向57上实施的连接缝33的俯视图。为此,激光束59在进给方向57上运动,其中,面式构件7在连接缝33附近被加热,由此在面式构件7中引起应力和形变。
59.在激光束59处发生加热,其中,出现压应力13。在激光束59经过之后,面式构件7又冷却,从而出现指向连接缝33的方向的拉应力11。
60.图6示出了在加热时连接缝33的横截面图。存在压应力13,由此局部地得出形变方向15。
61.图7示出根据图6的连接缝33的另一横截面图。然而,在此处所示的图示中示出冷却时的连接缝33,其中,存在拉应力11,由所述拉应力得出与图6相比相反指向的形变方向15。
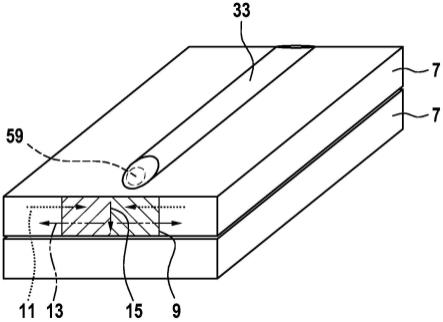
62.图8示出材料锁合连接的示意图,其中,两个面式构件7借助于激光束59以连接缝33连接。在材料锁合连接之前,在面式构件7的以阴影示出的区域中引入固有应力9,其包括拉应力11。这补偿了在连接缝33、尤其是激光束59前方的压应力13。
63.图9示出了材料锁合连接的另一示意图,其中,附加地在材料锁合连接之前将温度场17引入到面式构件7中。
64.图10示出了材料锁合连接的另一示意图,其中,形变方向15通过在连接缝33的缝区域中的几何结构优化显示出定向的焊接变形。连接缝33的周围区域这样构型,使得通过连接缝33前方的压应力13和热膨胀产生面式构件7的一部分19垂直于面式构件7的表面21的运动并且面式构件7的该部分19朝这里未示出的接合平面的方向变形。这在所示的实施方式中通过几何结构元件23来实现,其具有垂直于面式构件7的表面21的方向分量。
65.本发明不限于这里描述的实施例和其中强调的方面。相反,在通过权利要求说明的范围内可实现处于本领域技术人员处理的范围内的多个变型。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
