1.本发明涉及垃圾压缩站技术领域,特别地,涉及一种上料机的自动上料控制系统及控制方法,另外,还特别涉及一种采用上述自动上料控制系统的直压式垃圾压缩站。
背景技术:
2.目前,为了提高中、大型垃圾压缩站的作业效率,通常采用压缩机配合上料机工作的作业模式。但是,现有的上料控制方法主要是操作人员在中控室内通过监控人为观察上料机内的垃圾量,当操作人员判断出上料机内满料时,通过操作上位机电脑发送控制指令至上料机的plc,然后plc根据接收的控制指令控制上料机推铲前进以将垃圾推入压缩机内。现有采用人为判断的上料控制方式存在上料效率低、容易因判断不及时导致垃圾溢出上料机的问题,而且存在误判断、误操作的风险,同时,上料机在推料的过程中,每个动作(推铲前进或后退)的切换需人为判定后再执行,从而导致上料作业周期长、上料效率低。
技术实现要素:
3.本发明提供了一种上料机的自动上料控制系统及方法、直压式垃圾压缩站,以解决现有采用人为判断的上料控制方式存在的上料效率低、存在误判断、误操作的风险的技术问题。
4.根据本发明的一个方面,提供一种上料机的自动上料控制系统,适用于直压式垃圾压缩站,包括:
5.第一料位检测装置,用于检测上料机的第一卸料口下方是否满料;
6.第二料位检测装置,用于检测上料机的第二卸料口下方是否满料;
7.第三料位检测装置,用于检测压缩机的压缩仓内是否满料;
8.控制器,用于根据所述第一料位检测装置、第二料位检测装置和第三料位检测装置的检测结果控制上料机推铲的动作行程。
9.进一步地,当所述第一料位检测装置检测到第一卸料口下方未满料、所述第二料位检测装置检测到第二卸料口下方满料、所述第三料位检测装置检测到压缩仓内满料时;或者,当所述第一料位检测装置检测到第一卸料口下方满料、所述第二料位检测装置检测到第二卸料口下方满料、所述第三料位检测装置检测到压缩仓内未满料时;所述控制器控制上料机推铲执行半程动作。
10.进一步地,当所述第一料位检测装置检测到第一卸料口下方满料、所述第二料位检测装置检测到第二卸料口下方未满料、所述第三料位检测装置检测到压缩仓内未满料时;或者,当所述第一料位检测装置检测到第一卸料口下方未满料、所述第二料位检测装置检测到第二卸料口下方满料、所述第三料位检测装置检测到压缩仓内未满料时;所述控制器控制上料机推铲执行全程动作。
11.进一步地,当所述第一料位检测装置检测到第一卸料口下方满料、所述第二料位检测装置检测到第二卸料口下方未满料、所述第三料位检测装置检测到压缩仓内满料时;
或者,当所述第一料位检测装置检测到第一卸料口下方未满料、所述第二料位检测装置检测到第二卸料口下方未满料、所述第三料位检测装置检测到压缩仓内满料时;或者,当所述第一料位检测装置、第二料位检测装置、第三料位检测装置均检测到满料时;或者,当所述第一料位检测装置、第二料位检测装置、第三料位检测装置均检测到未满料时;所述控制器控制上料机推铲不动作。
12.进一步地,还包括第一推铲位置检测装置,用于检测上料机推铲的移动距离,所述控制器还用于根据所述第一推铲位置检测装置的检测结果控制上料机推铲的动作行程。
13.进一步地,所述控制器还用于在所述第三料位检测装置检测到压缩仓内满料时控制压缩机推铲执行压缩作业。
14.另外,本发明还提供一种上料机的自动上料控制方法,包括以下内容:
15.检测上料机的第一卸料口下方是否满料;
16.检测上料机的第二卸料口下方是否满料;
17.检测压缩机的压缩仓内是否满料;
18.根据上述三个满料检测结果控制上料机推铲的动作行程。
19.进一步地,所述根据上述三个满料检测结果控制上料机推铲的动作行程的过程包括以下内容:
20.当第一卸料口下方未满料、第二卸料口下方满料、压缩仓内满料时;或者,当第一卸料口下方满料、第二卸料口下方满料、压缩仓内未满料时;上料机推铲执行半程动作。
21.进一步地,所述根据上述三个满料检测结果控制上料机推铲的动作行程的过程包括以下内容:
22.当第一卸料口下方满料、第二卸料口下方未满料、压缩仓内未满料时;或者,当第一卸料口下方未满料、第二卸料口下方满料、压缩仓内未满料时;上料机推铲执行全程动作。
23.另外,本发明还提供一种直压式垃圾压缩站,采用如上所述的上料机的自动上料控制系统。
24.本发明具有以下效果:
25.本发明的上料机的自动上料控制系统,通过先检测上料机的第一卸料口和第二卸料口下方是否满料、压缩机的压缩仓内是否满料,再基于三个满料检测结果控制上料机推铲的动作行程,实现了自动上料控制,无需人为判断和操作,大大提升了作业效率,减少了现场人员配置,降低了人工成本,并且消除了人为误判断、误操作的风险,大大提高了安全作业系数。而且,根据不同的满料检测结果控制上料机推铲执行半程动作、全程动作或者不动作,保证了压缩机每次进行压缩作业时均为满料压缩状态,大大提升了上料作业效率和垃圾压缩效率。
26.另外,本发明的上料机的自动上料控制方法、直压式垃圾压缩站同样具有上述优点。
27.除了上面所描述的目的、特征和优点之外,本发明还有其它的目的、特征和优点。下面将参照图,对本发明作进一步详细的说明。
附图说明
28.构成本技术的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
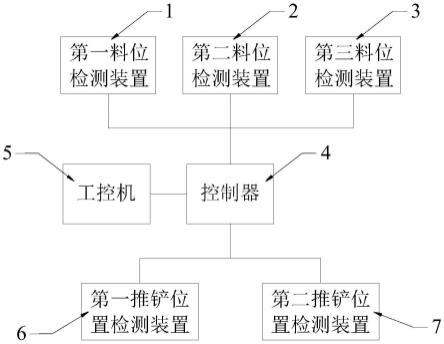
29.图1是本发明优选实施例的上料机的自动上料控制系统的模块结构示意图。
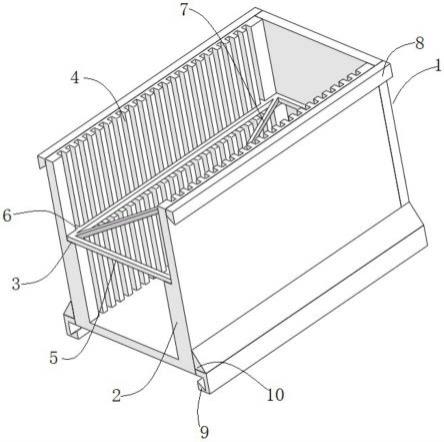
30.图2是本发明优选实施例的第三料位检测装置设置在压缩仓内的示意图。
31.图3是本发明优选实施例的第一料位检测装置和第二料位检测装置分别设置在第一卸料口下方和第二卸料口下方的示意图。
32.图4是本发明另一实施例的上料机的自动上料控制方法的流程示意图。
33.附图标记说明
34.1、第一料位检测装置;2、第二料位检测装置;3、第三料位检测装置;4、控制器;5、工控机;6、第一推铲位置检测装置;7、第二推铲位置检测装置;100、上料机;101、第一卸料口;102、第二卸料口;200、压缩机。
具体实施方式
35.以下结合附图对本发明的实施例进行详细说明,但是本发明可以由下述所限定和覆盖的多种不同方式实施。
36.如图1至图3所示,本发明的优选实施例提供一种上料机的自动上料控制系统,适用于直压式垃圾压缩站,其中,直压式垃圾压缩站包括上料机100和压缩机200,上料机100为推板式上料机,压缩机200为直压式垃圾压缩机,上料机100位于压缩机200的上方,上料机100的布设方向与压缩机200的布设方向呈90
°
,且上料机100的出料口位于压缩机200的进料口的正上方,当上料机100的推铲前进时可将垃圾推入到压缩机200内,当压缩机200的压缩仓内满料时即可进行垃圾压缩作业。另外,所述上料机100包括并排设置的第一卸料口101和第二卸料口102,其中,第一卸料口101靠近上料机100的出料口设置,第二卸料口102远离出料口设置,推铲则设置在第二卸料口102的后方,垃圾从第一卸料口101和第二卸料口102卸入上料机100后暂存在储料仓内,待储料仓内的推铲推出后将垃圾推动至出料口,然后落入压缩机200内。可以理解,第一卸料口101下方空间和第二卸料口102下方空间大小相当,而压缩机200的压缩仓空间约为第一卸料口101或第二卸料口102的下方空间,即上料机100每次可将储料仓内满料时的一半垃圾推入至压缩机200内。可以理解,在本发明中,所述控制器4通过控制推铲驱动件(例如油缸或者推杆)的工作状态来控制推铲的动作行程。
37.具体地,所述上料机的自动上料控制系统包括第一料位检测装置1、第二料位检测装置2、第三料位检测装置3和控制器4,所述第一料位检测装置1设置在上料机100的储料仓内并位于第一卸料口101的下方,用于检测第一卸料口101下方是否满料,所述第二料位检测装置2设置在上料机100的储料仓内并位于第二卸料口102的下方,用于检测第二卸料口102下方是否满料,所述第三料位检测装置3设置在压缩机200的压缩仓内,并用于检测压缩机200的压缩仓内是否满料。所述第一料位检测装置1、第二料位检测装置2、第三料位检测装置3均与控制器4电性连接,所述控制器4用于根据所述第一料位检测装置1、第二料位检测装置2和第三料位检测装置3的检测结果控制上料机推铲的动作行程。其中,所述第一料位检测装置1和第二料位检测装置2优选采用料位传感器,当所述第一料位检测装置1或第二料位检测装置2返回信号时,则意味着对应检测位置处的垃圾量已达到满料状态,所述第
三料位检测装置3优选采用微波传感器,可以实时检测压缩仓内的垃圾量,当检测到压缩仓内的垃圾量达到满料状态时,即可执行垃圾压缩作业。可以理解,在本发明的其它实施例中,所述第一料位检测装置1和第二料位检测装置2也可以采用微波传感器,第三料位检测装置3也可以采用料位传感器。
38.可以理解,本实施例的上料机的自动上料控制系统,通过先检测上料机100的第一卸料口101和第二卸料口102下方是否满料、压缩机200的压缩仓内是否满料,再基于三个满料检测结果控制上料机推铲的动作行程,实现了自动上料控制,无需人为判断和操作,大大提升了作业效率,减少了现场人员配置,降低了人工成本,并且消除了人为误判断、误操作的风险,大大提高了安全作业系数。而且,根据不同的满料检测结果控制上料机推铲执行半程动作、全程动作或者不动作,保证了压缩机200每次进行压缩作业时均为满料压缩状态,大大提升了上料作业效率和垃圾压缩效率。
39.其中,当所述第一料位检测装置1检测到第一卸料口101下方未满料、所述第二料位检测装置2检测到第二卸料口102下方满料、所述第三料位检测装置3检测到压缩仓内满料时,所述控制器4控制上料机推铲执行半程动作。可以理解,当第三料位检测装置3检测到压缩仓内满料时,此时压缩仓内无法再继续进料,但此时第一卸料口101下方未满料而第二卸料口102下方满料,通过控制器4控制推铲执行半程动作,从而将第二卸料口102下方的满料垃圾推动至第一卸料口101的下方,从而保证在下次上料机推铲动作时压缩机200可实现满料进仓,提高了上料效率。另外,半程动作的行程约为全程动作行程的一半,例如,推铲半程动作可将第二卸料口102下方的垃圾推动至第一卸料口101下方,而推铲全程动作可将第二卸料口102下方的垃圾推入至压缩机200内。
40.可选地,当所述第一料位检测装置1检测到第一卸料口101下方满料、所述第二料位检测装置2检测到第二卸料口102下方满料、所述第三料位检测装置3检测到压缩仓内未满料时,所述控制器4控制上料机推铲执行半程动作。可以理解,当压缩仓内未满料,而此时第一卸料口101下方满料、第二卸料口102下方满料,由于压缩仓内可存储的垃圾量约为第一卸料口101下方满料时的垃圾量,通过控制器4控制上料机推铲执行半程动作,从而将第一卸料口101下方的满料垃圾推入至压缩机200内,同时将第二卸料口102下方的满料垃圾推入至第一卸料口101下方,同时保证了此次上料机推铲动作和下次上料机推铲动作时,压缩机200均为满料进仓,同时提高了上料效率和压缩效率。
41.可选地,当所述第一料位检测装置1检测到第一卸料口101下方满料、所述第二料位检测装置2检测到第二卸料口102下方未满料、所述第三料位检测装置3检测到压缩仓内未满料时,所述控制器4控制上料机推铲执行全程动作。可以理解,当压缩仓内未满料,而此时第一卸料口101下方满料、第二卸料口102下方未满料,通过控制器4控制上料机推铲执行全程动作,从而将第一卸料口101下方的满料垃圾推入至压缩机200内,同时将第二卸料口102下方的垃圾(未达到满料状态)推动至第一卸料口101下方,保证此次上料机推铲动作时压缩机200满料进仓,从而提高了垃圾压缩效率。
42.可选地,当所述第一料位检测装置1检测到第一卸料口101下方未满料、所述第二料位检测装置2检测到第二卸料口102下方满料、所述第三料位检测装置3检测到压缩仓内未满料时;所述控制器4控制上料机推铲执行全程动作。可以理解,当压缩仓内未满料,而此时第一卸料口101下方未满料、第二卸料口102下方满料时,通过控制器4控制推铲全程动
作,从而将第一卸料口101下方的少量垃圾和第二卸料口102下方的满料垃圾均推入至压缩机200内,保证此次上料机推铲动作时压缩机200满料进仓,从而提高了垃圾压缩效率。
43.可选地,当所述第一料位检测装置1检测到第一卸料口101下方满料、所述第二料位检测装置2检测到第二卸料口102下方未满料、所述第三料位检测装置3检测到压缩仓内满料时,所述控制器4控制上料机推铲不动作。可以理解,当压缩仓内满料且第一卸料口101下方满料、第二卸料口102下方未满料时,即使推铲伸出也无法将第二卸料口102下方的垃圾推动至第一卸料口101下方,此时上料机推铲动作为无效动作,则控制器4控制推铲不动作。待压缩机200内的垃圾压缩完并卸料后,再控制上料机推铲执行全程动作,以将第一卸料口101下方的满料垃圾推入至压缩机200内,同时将第二卸料口102下方的垃圾(未达到满料状态)推动至第一卸料口101下方。
44.可选地,当所述第一料位检测装置1检测到第一卸料口101下方未满料、所述第二料位检测装置2检测到第二卸料口102下方未满料、所述第三料位检测装置3检测到压缩仓内满料时,所述控制器4控制上料机推铲不动作。可以理解,当压缩仓内满料且第一卸料口101下方未满料、第二卸料口102下方未满料,此时若控制上料机推铲移动,由于第一卸料口101和第二卸料口102下方均未满料,即使推铲动作也无法在第一卸料口101下方形成满料垃圾,则控制器4控制推铲不动作。待压缩机200内的垃圾压缩完并卸料后,且第一卸料口101下方和/或第二卸料口102下方满料后再控制上料机推铲动作。
45.可选地,当所述第一料位检测装置1、第二料位检测装置2、第三料位检测装置3均检测到满料时,所述控制器4控制上料机推铲不动作。可以理解,当第一卸料口101下方、第二卸料口102下方和压缩仓内均满料时,推铲无法动作,此时控制器4控制推铲不动作。待压缩机200内的垃圾压缩完并卸料后,再控制上料机推铲执行半程动作,以将第一卸料口101下方的满料垃圾推入压缩机200内,同时将第二卸料口102下方的满料垃圾推动至第一卸料口101下方。
46.可选地,当所述第一料位检测装置1、第二料位检测装置2、第三料位检测装置3均检测到未满料时,所述控制器4控制上料机推铲不动作。可以理解,当第一卸料口101下方、第二卸料口102下方和压缩仓内均未满料时,即使推铲执行动作全程,即将第一卸料口101下方和第二卸料口102下方的垃圾均推入压缩机200内,也无法保证压缩机200为满料进仓,降低了垃圾压缩效率,则控制器4控制推铲不动作,待后续第一卸料口101和/或第二卸料口102下方满料后再控制推铲动作。
47.可选地,所述上料机的自动上料控制系统还包括与控制器4电性连接的工控机5,所述工控机5设置在中控室内,用于发出自动上料控制指令。当垃圾压缩站开始进料时,操作人员在中控室内操作工控机5发出自动上料控制指令后即可开始自动上料作业和垃圾压缩作业。
48.可选地,所述上料机的自动上料控制系统还包括第一推铲位置检测装置6,用于检测上料机推铲的移动距离,所述控制器4还用于根据所述第一推铲位置检测装置6的检测结果控制上料机推铲的动作行程。通过在上料机推铲上设置第一推铲位置检测装置6,所述控制器4可根据所述第一推铲位置检测装置6的检测结果控制上料机推铲的动作行程,实现动作行程反馈控制,提高了控制精度。其中,所述第一推铲位置检测装置6优选采用激光传感器,可以实时检测上料机推铲的位置。当然,在本发明的其它实施例中,所述第一推铲位置
检测装置6也可以采用测距传感器。
49.可选地,所述控制器4还用于在所述第三料位检测装置3检测到压缩仓内满料时控制压缩机推铲执行压缩作业。当第三料位检测装置3检测到压缩仓内满料时,所述控制器4则控制压缩机推铲动作以执行垃圾压缩作业,而在执行垃圾压缩作业过程中不进行料位信号的判断,即不执行自动上料判断程序。
50.可选地,所述上料机的自动上料控制系统还包括第二推铲位置检测装置7,用于检测压缩机推铲的移动距离,所述控制器4还用于根据所述第二推铲位置检测装置7的检测结果控制压缩机推铲的动作行程。通过在压缩机推铲上设置第二推铲位置检测装置7,可在进行垃圾压缩作业时检测压缩机推铲是否推出到位和回退到位,从而实现压缩机推铲的位置反馈控制,提高了控制精度。
51.可以理解,本实施例的上料机的自动上料控制过程具体为:当垃圾压缩站准备开始进料时,操作人员在中控室内操作工控机5发出自动作业指令。然后,控制器4实时采集第一料位检测装置1、第二料位检测装置2、第三料位检测装置3的检测信号,并根据三者的检测信号来判断对应检测位置处是否满料,根据三个满料检测结果控制上料机推铲执行半程动作、全程动作或者不动作。在第三料位检测装置3检测到压缩仓内满料后,控制器4控制压缩机推铲伸出以进行垃圾压缩作业,在垃圾压缩过程中不进行料位判断。待垃圾压缩完并转运至垃圾车后,再重新采集第一料位检测装置1、第二料位检测装置2、第三料位检测装置3的检测信号,继续执行上述自动上料控制过程。
52.可以理解,如图4所示,本发明的另一实施例还提供一种上料机的自动上料控制方法,优选采用如上所述的包括自动上料控制系统,该方法以下内容:
53.步骤s1:检测上料机的第一卸料口下方是否满料;
54.步骤s2:检测上料机的第二卸料口下方是否满料;
55.步骤s3:检测压缩机的压缩仓内是否满料;
56.步骤s4:根据上述三个满料检测结果控制上料机推铲的动作行程。
57.可以理解,本实施例的上料机的自动上料控制系统,通过先检测上料机的第一卸料口和第二卸料口下方是否满料、压缩机的压缩仓内是否满料,再基于三个满料检测结果控制上料机推铲的动作行程,实现了自动上料控制,无需人为判断和操作,大大提升了作业效率,减少了现场人员配置,降低了人工成本,并且消除了人为误判断、误操作的风险,大大提高了安全作业系数。而且,根据不同的满料检测结果控制上料机推铲执行半程动作、全程动作或者不动作,保证了压缩机每次进行压缩作业时均为满料压缩状态,大大提升了上料作业效率和垃圾压缩效率。
58.可以理解,所述步骤s1、步骤s2、步骤s3的执行顺序不分先后,也可以同时执行。
59.其中,所述根据上述三个满料检测结果控制上料机推铲的动作行程的过程包括以下内容:
60.当第一卸料口下方未满料、第二卸料口下方满料、压缩仓内满料时;或者,当第一卸料口下方满料、第二卸料口下方满料、压缩仓内未满料时;上料机推铲执行半程动作。
61.可以理解,当检测到压缩仓内满料时,此时压缩仓内无法再继续进料,但此时第一卸料口下方未满料而第二卸料口下方满料,上料机推铲执行半程动作,从而将第二卸料口下方的满料垃圾推动至第一卸料口的下方,从而保证在下次上料机推铲动作时压缩机可实
现满料进仓,提高了上料效率。另外,半程动作的行程约为全程动作行程的一半,例如,推铲半程动作可将第二卸料口下方的垃圾推动至第一卸料口下方,而推铲全程动作可将第二卸料口下方的垃圾推入至压缩机内。或者,当压缩仓内未满料,而此时第一卸料口下方满料、第二卸料口下方满料,由于压缩仓内可存储的垃圾量约为第一卸料口下方满料时的垃圾量,上料机推铲执行半程动作,从而将第一卸料口下方的满料垃圾推入至压缩机内,同时将第二卸料口下方的满料垃圾推入至第一卸料口下方,同时保证了此次上料机推铲动作和下次上料机推铲动作时,压缩机均为满料进仓,同时提高了上料效率和压缩效率。
62.可选地,所述根据上述三个满料检测结果控制上料机推铲的动作行程的过程包括以下内容:
63.当第一卸料口下方满料、第二卸料口下方未满料、压缩仓内未满料时;或者,当第一卸料口下方未满料、第二卸料口下方满料、压缩仓内未满料时;上料机推铲执行全程动作。
64.可以理解,当压缩仓内未满料,而此时第一卸料口下方满料、第二卸料口下方未满料,上料机推铲执行全程动作,从而将第一卸料口下方的满料垃圾推入至压缩机内,同时将第二卸料口下方的垃圾(未达到满料状态)推动至第一卸料口下方,保证此次上料机推铲动作时压缩机满料进仓,从而提高了垃圾压缩效率。或者,当压缩仓内未满料,而此时第一卸料口下方未满料、第二卸料口下方满料时,上料机推铲全程动作,从而将第一卸料口下方的少量垃圾和第二卸料口下方的满料垃圾均推入至压缩机内,保证此次上料机推铲动作时压缩机满料进仓,从而提高了垃圾压缩效率。
65.另外,当压缩仓内满料且第一卸料口下方满料、第二卸料口下方未满料时,此时,即使上料机推铲伸出也无法将第二卸料口下方的垃圾推动至第一卸料口下方,此时上料机推铲动作为无效动作,则上料机推铲不动作。待压缩机内的垃圾压缩完并卸料后,再控制上料机推铲执行全程动作,以将第一卸料口下方的满料垃圾推入至压缩机内,同时将第二卸料口下方的垃圾(未达到满料状态)推动至第一卸料口下方。
66.另外,当压缩仓内满料且第一卸料口下方未满料、第二卸料口下方未满料,此时若控制上料机推铲移动,由于第一卸料口和第二卸料口下方均未满料,即使推铲动作也无法在第一卸料口下方形成满料垃圾,上料机推铲不动作。待压缩机内的垃圾压缩完并卸料后,且第一卸料口下方和/或第二卸料口下方满料后再控制上料机推铲动作。
67.另外,当第一卸料口下方、第二卸料口下方和压缩仓内均满料时,推铲无法动作,此时上料机推铲不动作。待压缩机内的垃圾压缩完并卸料后,再控制上料机推铲执行半程动作,以将第一卸料口下方的满料垃圾推入压缩机内,同时将第二卸料口下方的满料垃圾推动至第一卸料口下方。
68.另外,当第一卸料口下方、第二卸料口下方和压缩仓内均未满料时,即使上料机推铲执行动作全程,即将第一卸料口下方和第二卸料口下方的垃圾均推入压缩仓内,也无法保证压缩仓为满料进仓,降低了垃圾压缩效率,则上料机推铲不动作,待后续第一卸料口和/或第二卸料口下方满料后再控制上料机推铲动作。
69.可选地,所述自动上料控制方法在步骤s1之前还包括以下内容:
70.步骤s0:发出自动上料控制指令。
71.可以理解,当垃圾压缩站开始进料时,操作人员在中控室内操作工控机发出自动
上料控制指令后即可开始自动上料作业和垃圾压缩作业。
72.可选地,所述步骤s4还包括以下内容:
73.检测上料机推铲的移动距离,并根据检测结果控制上料机推铲的动作行程。
74.可以理解,通过实时检测上料机推铲的移动距离实现动作行程反馈控制,提高了控制精度。
75.可选地,所述自动上料控制方法在步骤s4之后还包括以下内容:
76.步骤s5:当检测到压缩仓内满料后控制压缩机推铲动作,以执行垃圾压缩作业。在执行垃圾压缩作业过程中不进行料位信号的判断,即不执行自动上料判断程序。
77.另外,所述步骤s5还包括以下内容:
78.检测压缩机推铲的移动距离,并根据检测结果控制压缩机推铲的动作行程。在进行垃圾压缩作业时检测压缩机推铲是否推出到位和回退到位,从而实现压缩机推铲的位置反馈控制,提高了控制精度。
79.另外,本发明的另一实施例还提供一种直压式垃圾压缩站,优选采用如上所述的上料机的自动上料控制系统。
80.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。