1.本实用新型涉及香烟检测技术领域,特别是涉及一种真假烟初步检测装置。
背景技术:
2.香烟,是烟草制品的一种。制法是把烟草烤干后切丝,然后以纸卷成长约120mm,直径10mm的圆筒形条状。假烟作为一种非法商品,最基本的特征就是利用各种方式方法假冒已在市场上销售的具有一定知名度的和畅销的各种牌号卷烟,这不仅干扰了国家烟草专卖市场秩序,而且严重损害了消费者的利益和身体健康。目前针对真假烟的辨别,主要是从人们的各种感官上进行评价,比如通过视觉观察对比真假烟的包装差别,例如盒标印刷、拉线、封口和封签等等,还可以通过味觉和嗅觉对真假烟进行评吸,但是这样的感官评价无法作为一种客观的标准对真假烟进行辨别,真假烟之所以会影响抽吸口感的主要原因是由于烟叶叶组配方的不同,假烟所使用的烟叶与真烟所使用的烟叶配方是不一样的。烟叶组的不同也会产生相应不同的软硬差值,对于一些香烟来说,它的不同段会有不同硬度,从而获取不同的香烟口感和香烟的香醇度,其主要是因为不同段的香烟其燃烧温度和燃烧速度会产生一定的差异,但是,现有的检测装置和检测方法较为复杂,使用不方便,且结构复杂,成本高。
3.现有技术公开了一种刺针式卷烟硬度测量装置,其旋转机构包括转盘,转盘上设有烟支送入、直径变化检测和烟支排出工位;刺针机构包括多个刺针组件,各刺针组件均安装在转盘上,刺针组件包括烟支夹具、刺针件、刺针件驱动单元和刺穿长度检测单元,烟支夹具内设有烟支容纳孔、刺针件过孔和刺穿过孔,刺针件包括施压段和刺针段;推送机构与烟支送入工位对应设置,推送机构包括推送通道和推送单元;排出机构与烟支排出工位对应设置。该现有技术刺针式卷烟硬度测量装置只能测量卷烟同一部分硬度,不能测量不同段的硬度,检测结果不够准确,而且结构复杂,使用不方便,成本高。
技术实现要素:
4.本发明的目的是:提供一种真假烟初步检测装置,以解决上述背景技术中提出现有卷烟硬度测量装置只能测试卷烟某一段硬度,不能对卷烟多段进行硬度测量,导致检测结果不够准确的问题。
5.为了实现上述目的,本发明提供了一种真假烟初步检测装置,其特征在于:包括架体和测试杆,所述架体设有导向孔和测试孔,所述导向孔与所述测试孔垂直设置,且所述导向孔与所述测试孔相连通,所述导向孔设有多个,多个所述导向孔沿所述测试孔的长度方向均匀排列,所述测试杆设有多个,所述测试杆位于所述导向孔中。
6.优选的,所述架体还设有定位槽,所述定位槽为贯穿槽,所述定位槽将所述导向孔分为与其相通的第一导向孔段和第二导向孔段,所述第一导向孔段和所述第二导向孔段位于所述定位槽的两侧,且所述第二导向孔段与所述测试孔相通。
7.优选的,还包括多个定位件,所述定位件位于所述定位槽中,所述定位件设有贯穿
的连接孔,所述测试杆从所述连接孔中穿过,使所述定位件套装于所述测试杆上,所述定位件直径大于所述导向孔的直径。
8.优选的,所述定位件为螺母,所述测试杆的中部设有螺纹,使所述测试杆与所述定位件采用螺纹连接。
9.优选的,所述测试杆的外壁设有刻度线,所述刻度线沿所述测试杆的轴向延伸,且所述刻度线由所述测试杆的一端延伸至另一端。
10.优选的,还包括压迫件,所述压迫件为弹簧,所述压迫件套装在所述测试杆外,且所述压迫件位于所述定位件与所述定位槽远离所述测试孔的一侧槽壁之间。
11.优选的,还包括固定件,所述测试杆远离测试孔的一端设有定位孔,所述固定件从各所述测试杆的所述定位孔中穿过。
12.优选的,所述固定件为插销,所述固定件包括水平段和与所述水平段垂直连接的垂直段,使所述固定件为l型结构,所述水平段从各所述测试杆的所述定位孔中穿过,所述垂直段与所述架体可拆卸连接
13.优选的,所述架体设有与所述垂直段相契合的缺口。
14.优选的,还包括锁定机构,所述锁定机构包括第一磁性元件和第二磁性元件,所述第一磁性元件设于所述垂直段上,所述第二磁性元件设于所述缺口处。
15.与现有技术相比,本实用新型的有益效果在于:
16.本实用新型的真假烟初步检测装置,通过沿测试孔长度方向设置了多个均匀排列的导向孔,在使用时,将卷烟插入测试孔中,对每一个测试杆都施加相同的压迫力,测试杆会在压迫力作用下在导向孔中移动并与卷烟接触,卷烟受压迫变形,由于卷烟不同段具有不同的硬度,不同段的卷烟变形程度会不同,导致测试杆在测试孔外部剩余长度会不同,通过观测测试杆在测试孔外剩余长度可以来判断卷烟硬度,从而实现卷烟硬度的测量,由于设置了多个导向孔,可以使用多个测试杆对卷烟多个分段同时进行测量,检测结果更加准确,并且本实用新型的检测装置结构简单,使用方便,成本低。
附图说明
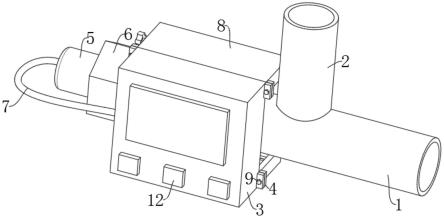
17.图1为本实用新型的真假烟初步检测装置立体结构示意图;
18.图2为本实用新型的真假烟初步检测装置剖视图;
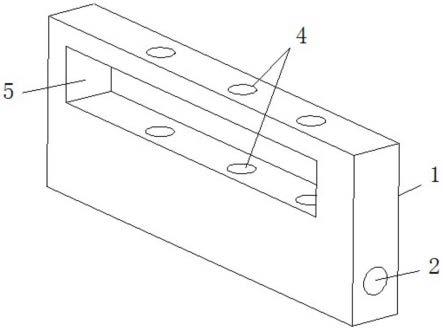
19.图3为本实用新型的测试杆立体结构示意图。
20.图中,1、架体;2、测试孔;3、测试杆;4、导向孔;401、第一导向孔段;402、第二导向孔段;5、定位槽;6、定位件;7、压迫件;8、定位孔;9、固定件;901、水平段;902、垂直段;10、缺口;11、卷烟。
具体实施方式
21.下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
22.在本发明的描述中,需要说明的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗
示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
23.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
24.此外,在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
25.实施例一
26.如图1-3所示,本发明实施例优选实施例的一种真假烟初步检测装置,包括架体1和测试杆3,架体1设有导向孔4和测试孔2,测试孔2直径大于卷烟11直径,以便于卷烟11插入进行测量,导向孔4与测试孔2垂直设置,且导向孔4与测试孔2相连通,导向孔4设有多个,多个导向孔4沿测试孔2的长度方向均匀排列,测试杆3设有多个,测试杆3位于导向孔4中,测试杆3可以在导向孔4中上下移动,以便于多个测试杆3通过导向孔4与测试孔2中的卷烟11接触,同时检测卷烟11不同段的硬度。
27.进一步地,测试杆3的外壁设有刻度线,刻度线沿测试杆3的轴向延伸,且刻度线由测试杆3的一端延伸至另一端,以便于观测测试杆3与卷烟11接触后外部长度变化,得到确定的测试杆3露出导向孔4的长度值,从而提高卷烟11硬度判断的精确性。
28.本装置还包括固定件9,测试杆3远离测试孔2的一端设有定位孔8,固定件9从各测试杆3的所述定位孔8中穿过,以便于将测试杆3固定在架体1上,防止测试杆3丢失,并且,在卷烟11插入测试孔2前,固定件9能够让测试杆3仅位于导向孔4中而不插入相通的测试孔2中,避免测试杆3妨碍卷烟11的插入,而且能让各测试杆3保持初始的位置一致,避免测试杆3初始位置不同造成的检测结果错误。
29.具体地,固定件9为插销,固定件9包括水平段901和与水平段901垂直连接的垂直段902,使固定件9为l型结构,水平段901从各所述测试杆3的所述定位孔8中穿过,所述垂直段902与所述架体1可拆卸连接,以便于将测试杆3固定在架体1上或解锁使用。
30.可选地,架体1设有与垂直段902相契合的缺口10,以便于固定件9将测试杆3固定在架体1上时,固定件9可以和架体1成为一个整体,保持美观。
31.本装置还包括锁定机构,锁定机构包括第一磁性元件和第二磁性元件,第一磁性元件设于垂直段902上,第二磁性元件设于缺口10处,垂直段902与缺口10配合时,第一磁性元件和第二磁性元件正好吸附在一起,易于安装和拆卸。
32.实施例二
33.本实施例与实施例一的区别在于,本实施例的架体1还设有定位槽5,定位槽5为贯穿槽,定位槽5将导向孔4分为与其相通的第一导向孔段401和第二导向孔段402,第一导向孔段401和第二导向孔段402位于定位槽5的两侧,且第二导向孔段402与述测试孔2相通,减小了测试杆3与导向孔4的接触面积,减小了摩擦阻力,同时便于观测到测试杆3是否在第一导向孔段401卡住,没有到达第二导向孔段402和测试孔2处。
34.本装置还包括多个定位件6,定位件6位于定位槽5中,定位件6设有贯穿的连接孔,
测试杆3从连接孔中穿过,使定位件6套装于测试杆3上,定位件6直径大于导向孔4的直径,以便于将测试杆3限定在定位槽5内,防止测试杆3从导向孔4中滑出,可避免测试杆3丢失,同时方便装置的携带。
35.定位件6为螺母,测试杆3的中部设有螺纹,使测试杆3与定位件6采用螺纹连接,便于拆卸和调整定位件6位置。
36.本实施例的其他结构与实施例一相同,此处不再赘述。
37.实施例三
38.本实施例与实施例二的区别在于,本实施例还包括压迫件7,压迫件7为弹簧,压迫件7套装在测试杆3外,且压迫件7位于定位件6与定位槽5远离测试孔2的一侧槽壁之间,通过定位件6的挤压使压迫件7压缩,压迫件7恢复原状时会给定位件6推力,从而使测试杆3对卷烟11造成挤压变形,通过将压迫件7压缩到某一固定长度使各测试杆3受力相同。本实施例通过压迫件7给予测试杆3初始的压迫力,由于初始时,压迫件7处于压缩状态,将固定件9取出后,压迫件7恢复,带动测试杆3移动同时对卷烟11有冲击变形的作用力。
39.另外,在本实施例中,测试杆3插入导向孔4的一端为尖端,尖端设置的测试杆3在于卷烟接触时,可使受力面积小,因此,在较小压迫力的情况下能够造成卷烟变形。
40.本实施例的其他结构与实施例二相同,此处不再赘述。
41.本发明的工作过程为:使用本装置时,根据图1-3中的所示结构,操作人员首先将卷烟11插入测试孔2中,通过旋转定位件6压缩压迫件7,将固定件9从测试杆3的定位孔8中拔出,释放测试杆3,压迫件7推动固定件9向下移动,从而带动测试杆3向下移动,挤压测试孔2中的卷烟11,卷烟11发生形变,通过观察测试杆3在测试孔2外的刻度变化,检测卷烟11硬度,由于设置了多个测试杆3,并且对各个测试杆3施加相同的压迫力,可以同时对卷烟11多个部分进行硬度检测,检测效果更好,这就是该真假烟初步检测装置的工作过程。
42.综上,本发明实施例提供一种真假烟初步检测装置,其包括架体1和测试杆3,架体1设有导向孔4和测试孔2,测试孔2直径大于卷烟11直径,导向孔4与测试孔2垂直设置,且导向孔4与测试孔2相连通,导向孔4设有多个,多个导向孔4沿测试孔2的长度方向均匀排列,测试杆3设有多个,测试杆3位于导向孔4中,在使用时将卷烟11插入测试孔2中,给导向孔4中的各个测试杆3施加相同的压迫力,在力的作用下,测试杆3通过导向孔4与测试孔2中的卷烟11接触,卷烟11受挤压变形,通过观察测试孔2外测试杆3的长度,测量卷烟11不同段的硬度,检测效果更好。
43.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。