1.本发明涉及面罩生产,更具体地说,涉及一种耳环附连装置。
背景技术:
2.新型冠状病毒大流行在全球范围内的爆发和蔓延,使得市场需要生产不同类型的面罩,以根据其各自国家的品味、文化、收入和生活方式满足不同最终用户的需求。
3.目前全球使用的最常见的面罩类型是一次性使用的可丢弃面罩。该面罩由无纺织聚合物材料制成,且具有三层折叠结构(通常称作三层折叠)并附有耳环。
4.将环附连到物体上的操作通常涉及使用拾取装置(机械指)在环的特定点拾取环并将其转移到另一个特定的新位置,然后在该位置,机械指将定位并且放置环到其需要附着的点上。对于要拾取和附连的第二特定点,将重复该过程,以此类推。
5.然而,使用机械指进行附连是一个相当复杂的过程,因为这需要使用很多的机械部件,其中包括非常复杂的控制系统和机电或计算机化附连系统,因此成本很高。
6.然而,在当前供应过剩的情况下,一次性面罩行业的激烈竞争,为了在竞争激烈的一次性面罩产业中生存和繁荣,需要更好、更高效或更低制造设备成本的方法或解决方案。
7.由于耳环附件是生产一次性口罩的制造过程中的主要部件之一,因此需要更具创新性和成本效益的手段来开发更好的方法,从而以极低的设置和维护成本实现操作简单的耳环附连过程,使得其可以大规模使用,以在典型的产品制造操作中实现良好的投资回报率(return-on-investment,roi)。
技术实现要素:
8.本发明的目的在于针对现有技术的上述问题,提供一种耳环附连装置。
9.根据本发明的一个方面,提供了一种耳环附连装置,包括用于沿着第一方向进给连续直环绳(straight loop cord)的环绳进给部件、用于沿着所述第一方向进给连续胶带的胶带进给部件,用于在垂直于所述第一方向的第二方向上产生气流以使得所述连续直环绳偏转以形成相应的u形环的气流部件,所述u形环接着与面罩主体一起沿着所述第一方向传送,随后将所述面罩主体粘附在已经粘附有所述u形环的所述胶带上。
10.在本发明的优选实施例中,所述气流部件是离心扇,所述离心扇沿着所述第一方向设置在所述环绳进给部件的下游,用于产生沿着所述第二方向但彼此反向的第一气流和第二气流。
11.在本发明的优选实施例中,所述气流部件包括两个离心扇,所述离心扇沿着所述第一方向对称地设置在所述环绳进给部件的下游,用于产生沿着所述第二方向但彼此反向的第一气流和第二气流。
12.在本发明的优选实施例中,所述耳环附连装置进一步包括沿着所述第一方向设置以用于调节所述u形环的形状的阻挡部件。
13.在本发明的优选实施例中,所述阻挡部件包括沿着所述第二方向设置在所述气流
部件的第一侧的第一u形环成型单元以用于调节由所述第一气流偏转的第一u型环,以及沿着所述第二方向设置在所述气流部件的第二侧的第二u形环成型单元以用于调节由所述第二气流偏转的第二u型环。
14.在本发明的优选实施例中,每个所述u形环成型单元包括沿着所述第一方向间隔设置的一排竖直杆。
15.在本发明的优选实施例中,所述环绳进给部件包括沿所述第二方向设置在所述气流部件的第一侧的第一环绳进给单元和沿所述第二方向设置在所述气流部件的第二侧的第二环绳进给单元;所述第一环绳进给单元和所述第二环绳进给单元彼此平行并设置在所述胶带进给部件上方。
16.在本发明的优选实施例中,每个所述环绳进给单元包括环绳容纳元件和环绳传输元件,所述环绳容纳元件设置在所述连续胶带下方用于沿着所述第一方向提供所述连续直环绳,所述环绳传输元件用于从所述环绳容纳元件向上拉动所述连续直环绳并且在所述连续胶带上方沿着所述第一方向朝向所述阻挡部件传输所述连续直环绳。
17.在本发明的优选实施例中,所述环绳传输元件包括凸轮机构、倾斜结构和第一旋转盘;所述凸轮机构设置在所述连续胶带上方以用于向上拉动所述连续直环绳,并沿所述第一方向在所述连续胶带的上方传输所述连续直环绳,所述倾斜结构用于将所述连续直环绳向下传送到所述连续胶带,所述第一旋转盘靠近所述连续胶带设置以用于在其圆形边缘处接收所述连续直环绳,所述圆形边缘处正好靠近所述连续胶带的上方;在所述凸轮机构的每一个向下行程中,所述第一旋转盘按压所述连续直环绳以将所述连续直环绳的一小部分粘附在所述连续胶带上。
18.在本发明的优选实施例中,所述第一旋转盘由所述连续胶带驱动,而所述连续胶带由所述胶带进给部件移动。
19.在本发明的优选实施例中,所述凸轮机构包括顺时针旋转以用于向上拉动所述连续直环绳的凸轮,逆时针旋转以用于沿着所述第一方向转向所述连续直环绳并将其传送到所述连续胶带上方的从动轮,以及用于安装所述凸轮、所述从动轮和所述第一旋转盘的框架。
20.在本发明的优选实施例中,所述胶带供给部件包括第一辊、第二辊和接收辊,所述第一辊缠绕有第一连续胶带且沿着所述第二方向设置在所述气流部件的第一侧,所述第二辊缠绕有第二连续胶带且沿着所述第二方向设置在所述气流部件的第二侧,所述接收辊用于接收具有耳环的面罩;所述第一辊和所述第二辊沿着所述第一方向设置在所述环绳进给部件和所述气流部件的上游,而所述接收辊沿着所述第一方向设置在所述环绳进给部件和所述气流部件的下游。
21.在本发明的优选实施例中,所述胶带供给部件还包括用于驱动所述接收辊的一个电机,其中所述第一辊和所述第二辊由所述接收辊驱动。
22.在本发明的优选实施例中,所述耳环附连装置还包括面罩主体进给装置,所述面罩主体进给装置设置在所述连续胶带的上方且位于所述气流部件的下游以用于供给所述面罩主体。
23.在本发明的优选实施例中,所述面罩主体进给装置提供连续面罩主体,所述面罩主体具有在其四条侧边中的两条短边处机械形成的翼片,且所述面罩主体随后以其短边的
边缘对准所述连续胶带的外侧边缘的方式放置,然后按压所述面罩主体以将其粘附到所述连续胶带上。
24.在本发明的优选实施例中,所述耳环附连装置还包括胶水分配单元,用于将少量胶水分配到所述连续直环绳上。
25.非常令人惊讶的是,使用气流部件作为连续u形环成型单元的耳环附连装置是一种非常低成本的设置,其可以通过结合简单的气流来实现相对高速的连续环成型任务,而不需要使用本技术的现有技术中所强调的与机械拾取指关联的任何复杂且高成本的机电或计算机控制系统。
附图说明
26.结合所附的实施例和附图进一步说明本技术如下。
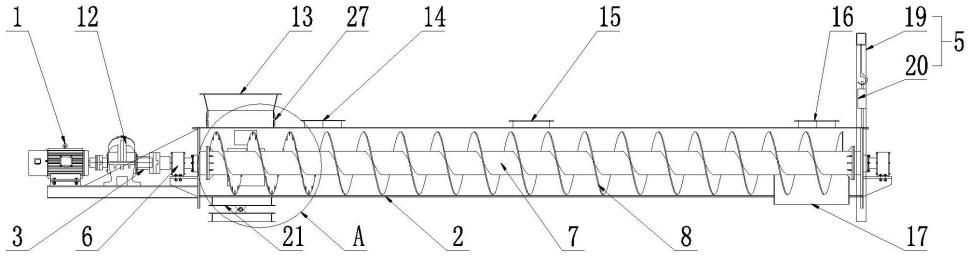
27.图1是根据本技术的第一实施例的耳环附连装置的示意图。
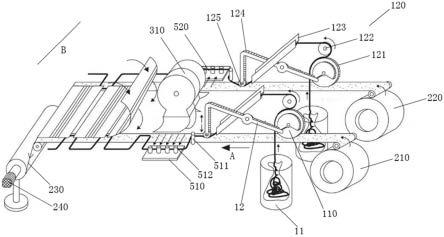
28.图2是图1所示耳环附连装置的左侧示意图。
具体实施方式
29.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的各个具体实施例仅仅用以示例本发明,并不用于限定本发明。
30.应注意的是,当提及一个对象“固定”或“设置”在另一对象上时,它可以直接位于另一对象上,也可以通过第三对象间接固定或设置在另一个对象上。当提及一个对象与另一个对象“连接”时,它可以直接与另一对象连接,也可以通过第三个对象间接连接另一对象。
31.应注意的是,表示方向或位置关系的技术术语,如“长度”、“宽度”、“上部”、“下部”、“前部”、“后部”、“左侧”、“右侧”、“垂直”、“水平”、“顶部”、“底部”、“内部”、“外部”,以及其他基于附图所示的方向或位置,仅仅是为了描述方便和简化,而不是指示或暗示所提及的装置或部件必须具有特定方向,或者以特定方向构造和操作,并且这不能理解为对本技术的限制。
32.此外,术语“第一”和“第二”仅用于描述性目的,不能理解为表示或暗示相对重要性或隐含地表示技术特征的数量。因此,用“第一”和“第二”定义的特征可以显式或隐式地包括这些特征中的一个或多个。在本技术的描述中,除另有明确定义外,“多个”指两个或以上。
33.本技术公开了一种耳环附连装置,包括用于沿着第一方向进给连续直环绳的环绳进给部件、用于沿着所述第一方向进给连续胶带的胶带进给部件,用于在垂直于所述第一方向的第二方向上产生气流以使得所述连续直环绳偏转以形成相应的u形环的气流部件,所述u形环接着与面罩主体一起沿着所述第一方向传送,随后将所述面罩主体粘附在已经粘附有所述u形环的所述胶带上。非常令人惊讶的是,使用气流部件作为连续u形环成型单元的耳环附连装置是一种非常低成本的设置,其可以通过结合简单的气流来实现相对高速的连续环成型任务,而不需要使用本技术的现有技术中所强调的与机械拾取指关联的任何复杂且高成本的机电或计算机控制系统。
34.图1是根据本技术的第一实施例的耳环附连装置的示意图。图2是图1所示的耳环附连装置左侧示意图,为了更清楚地显示其结构,省略了一些部件。
35.如图1-2所示,所述耳环附连装置包括用于沿第一方向a进给连续直环绳10的环绳进给部件100、用于沿第一方向a进给连续胶带20的胶带进给部件200、用于在垂直于所述第一方向a的第二方向b上产生气流以使得所述连续直环绳10偏转以形成相应的u形环30的气流部件300。所述u形环30接着沿着所述第一方向a传送,并随后粘附在胶带20上。面罩主体40随后在已经粘附u形环30的胶带20上接收。
36.进一步参照图1-2。我们可以注意到所述耳环附连装置具有对称结构。所述胶带进给部件200水平设置,用于沿着第一方向a(即从右向左)进给连续胶带20。本领域技术人员知道,胶带进给部件200可以具有任何特定的设置,只要可以水平进给连续胶带20即可。所述环绳进给部件100沿着第一方向a设置,即沿着胶带进给方向设置,用于沿着第一方向a进给连续直环绳10。直环绳10和胶带20平行传输并间隔开,使得直环绳10在需要与胶带20粘附到一起之前不会粘附到胶带20上。类似地,环绳进给部件100可以具有任何特定的设置,只要其能够水平进给直环绳10即可。
37.所述气流部件300设置在所述环绳进给部件100的下游,它可以是设置在环绳进给部件100的下游的离心扇310,用于生成沿着第二方向b但彼此反向的第一气流f1和第二气流f2。当然,所述气流部件300还可以包括两个离心扇310,其沿着所述第一方向a对称设置在所述环绳进给部件100的下游以生成沿着第二方向b但彼此反向的第一气流f1和第二气流f2。因此当所述直环绳10经过所述气流部件300时,第一气流f1和第二气流f2将使直环绳10偏转以形成相应的u形环30。然后,沿着所述第一方向a传送所述u形环30并且由于其重力或通过一些其他部件(例如压刷等)将其粘附在胶带20上。之后,在胶带20上接收面罩主体40。由于该胶带20上因为其重力或通过一些其他部件(例如压刷等)已经粘附了u形环30,这样就可以形成附连有u形环30的面罩主体40。
38.在本技术中,所述气流部件300连续地释放指向不间断进入的环绳的气流,从而导致直环绳根据第一气流f1或第二气流f2的气流方向偏转并远离其原始直线行进线(即第一方向a)到通常与直线行进线垂直90度的新方向从而形成u形环30。
39.在本技术的优选实施例中,为了调整u形环30的形状和长度,可以沿着第一方向a设置阻挡部件500。所述阻挡部件500可以是由例如u形条或多个竖直杆,或者沿着第一方向a设置的条形成的u形环成型单元。这样,偏转的环绳随后由阻挡部件500阻挡和引导,从而形成如图1所示的u形环30。
40.非常令人惊讶的是,使用气流部件作为连续u形环成型单元的耳环附连装置是一种非常低成本的设置,其可以通过结合简单的气流来实现相对高速的连续环成型任务,而不需要使用本技术的现有技术中所强调的与机械拾取指关联的任何复杂且高成本的机电或计算机控制系统。
41.进一步参照图1-2,在本技术的优选实施例中,所述胶带供给部件200包括第一辊210、第二辊220和接收辊230。所述第一辊210缠绕有第一连续胶带20且沿着所述第二方向b设置在所述气流部件300的第一侧,所述第二辊220缠绕有第二连续胶带20且沿着第二方向b设置在气流部件300的第二侧。而所述接收辊230用于接收具有耳环的面罩。
42.如图1-2所示,第一辊210和第二辊220沿着第一方向a设置在环绳进给部件100和
气流部件300的上游,即最右侧。连续胶带20从右向左传送。而接收辊230沿着第一方向a设置在环绳进给部件100和气流部件300的下游,即最左侧。在另一优选实施例中,胶带供给部件200还包括仅仅一个用于驱动接收辊230的电机240,其中第一辊210和第二辊220是由接收辊230驱动的从动辊。当然在本发明的其他优选实施例中,所述第一辊210和第二辊220也可以是主动辊。
43.参照图1-2,环绳进给部件100包括沿着第二方向b设置在气流部件300的第一侧的第一环绳进给单元110和沿着第二方向b设置在气流部件300的第二侧的第二环绳进给单元120。第一环绳进给单元110和第二环绳进给单元120彼此平行并设置在胶带进给部件200上方。
44.进一步参照图1-2,第一环绳进给单元110和第二环绳供给单元120均包括环绳容纳元件11和环绳传输元件12,所述环绳容纳元件11设置在连续胶带20下方,用于供应连续直环绳10。所述环绳传输元件12用于从环绳容置元件11向上拉动所述连续直环绳10并且在所述连续胶带20上方沿着所述第一方向a朝向所述阻挡部件500传输所述连续直环绳10。
45.在本技术的优选实施例中,环绳传输元件12包括凸轮机构121、倾斜结构122和第一旋转盘124。所述凸轮机构121设置在连续胶带20上方以用于向上拉动所述连续直环绳10,所述倾斜结构122用于将所述连续直环绳10向下传送到连续胶带20,而所述第一旋转盘124靠近连续胶带20设置以用于在其圆形边缘处接收所述连续直环绳,该圆形边缘正好靠近连续胶带的上方。在凸轮机构121的每一个向下行程中,所述第一旋转盘124按压所述连续直环绳10以将所述连续直环绳10的一小部分粘附在所述连续胶带20上。这样,可以更好地实施u形成型过程,因为所述连续直环绳10不会随意移动。
46.在优选的实施例中,所述凸轮机构121包括顺时针旋转以用于向上拉动所述连续直环绳10的凸轮1211,逆时针旋转以用于沿着所述第一方向a转向所述连续直环绳并10将其传送到所述连续胶带20上方的从动轮1212,以及用于安装所述凸轮1211、所述从动轮1212的框架1213。
47.参照图1-2,框架1213包括设置有凸轮1211和从动轮1212的倾斜臂和设置有第一旋转盘124的垂直臂,其中倾斜臂和垂直臂之间形成锐角。在优选实施例中,第一旋转盘124可以是手动的或自动的。从动轮1212的顶端与倾斜结构122的顶端齐平。这样,与传统面罩制造行业中使用机械指进行耳环附连的传统复杂过程相比,仅单个旋转源(电机240)连同简单的气流部件可以实现非常低成本的耳环附连过程。
48.进一步参照图1-2,所述阻挡部件500包括沿着第二方向b设置在所述气流部件300的第一侧的第一u形环成型单元510以用于调节由第一气流f1偏转的第一u型环30,以及沿着所述第二方向b设置在所述气流部件300的第二侧的第二u形环成型单元520以用于调节由所述第二气流f2偏转的第二u型环30。在优选实施例中,第一u形环成型单元510和第二u形环成形单元520各自包括沿第一方向a间隔设置的第一竖直杆511和沿第一方向a间隔设置的若干第二竖直杆512,其中第一竖直杆511和第二竖直杆512沿着第二方向b间隔开,并且第一竖直杆511更靠近气流部件300。
49.在本实施例中,连续直环绳10从环绳容纳元件11(例如袋或容器)拉出并由凸轮机构121传送到倾斜结构122的光滑表面平面上行进,然后通过倾斜结构122和第一旋转盘124的光滑表面朝向气流部件300移动。
50.气流部件300优选地是沿着方向a设置在两个平行的连续胶带20之间的离心扇310。离心扇310连续地释放指向不间断进入的直环绳的气流,从而导致环绳根据第一气流f1或第二气流f2的气流方向偏转并远离其原始直线行进线(即,第一方向a)以移动到通常与直线行进线垂直90度的新方向。然后,偏转环绳由以u形图案设置的竖直杆511和512阻挡和引导,从而形成u形环30。环绳成型u形环30的长度对应于每个旋转周期中凸轮1211的圆周。
51.在本优选实施例中,所述耳环附连装置还包括面罩主体进给装置600,其设置在连续胶带20上方和气流部件300下游,用于供应面罩主体40。面罩主体进给装置600提供连续面罩主体,所述面罩主体具有在其四(4)条侧边中的两条短边处机械形成的翼片41,且所述面罩主体40随后以其短边的边缘对准所述连续胶带20的外侧边缘的方式放置,然后按压所述面罩主体40以将其粘附到所述连续胶带20上。面罩主体40的进给是通过传统方法完成的,包括在制造业中通常采用的进给辊、进给振动电机和直接重力进给方法等。
52.在将面罩主体40粘附到移动胶带20上之后,面罩主体40随后与移动胶带20一起移动到接收辊230。如前所述,接收辊230由电机240驱动以拉动胶带20,以形成连续的面罩主体流,该面罩主体与已经粘有u形环的胶带20粘附。然后,可以移除连续面罩主体流(附u形环),并转移到其他后续工艺。
53.在优选实施例中,面罩主体40已经与鼻夹连接。将这种鼻夹放置在胶带20上的特定位置将自动使鼻夹附连到面罩的外表面。这种选择不仅提供了更多的制造工艺灵活性或鼻夹附件的选择,而且还为最终用户提供了更多出于商业原因的设计外观选择。
54.可选地,所述耳环附连装置还可以包括胶水分配单元400,以将少量胶水分配到环绳上。这是一个额外的预防步骤,以确保耳环粘附在面罩片上的粘合强度的可靠性是牢固且安全的,特别是不同的使用者在戴上耳环时可能会在耳环上施加不同的拉力,从而导致耳环从面罩主体上脱落的风险。
55.本领域技术人员应当意识到,所述耳环附连装置可以用于或应用于使用任何材料的传统面罩环附连工艺,例如在面罩制造工业中广泛使用的纺丝聚丙烯(pp)、纤维素或其他聚合物。
56.以上是结合具体优选实施例对本技术的进一步详细描述,不能认为本技术的具体实施方式限于这些图示。对于本领域技术人员来说显而易见的是,在不脱离本发明精神的情况下,可以对本技术进行任何各种修改或替换,并且这种修改或替换应当被认为落入本技术的范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。