1.本技术涉及自动化技术领域,具体涉及一种弹波变位自动检测机。
背景技术:
2.随着对扬声器音质的要求提高,在扬声器的生产过程中对各部件要求也在提升。弹波,即定心支片,是扬声器的重要组成部分,又叫档板、阻尼器,它有制动作用和中心保持作用。弹波的外缘和支架粘在一起,弹波的颈部和音圈及鼓纸的颈部粘在一起,它可以使音圈在磁隙内运动时,不致碰到铁片或磁铁,也使音圈和鼓纸正确连接保持中心,故亦称之为中心保持器,因此弹波的弹性系数直接影响制动效果,从而影响扬声器的音质。
3.弹波在生产出来之后,需要进行弹性系数的检测,以剔除不良品。现有技术采用半手工方式对弹波进行检测,采用手工方式上料和固定。其中,弹波的固定需要通过螺栓、压环等结构配合,步骤较为繁琐,操作不方便;又因为弹波过于柔软,人工上料容易使弹波变形。因此,现有的弹波检测方式只能适用于小批量的检测,大规模检测的效率低下;并且,弹波检测的操作繁琐,需要人工操作,十分麻烦。
技术实现要素:
4.本技术的主要目的是,提供一种弹波变位自动检测机。
5.本技术采用的技术方案为:一种弹波变位自动检测机,包括置物盘,和环绕所述置物盘设置的转盘,以及环绕所述转盘放置的多个机械手以及激光检测装置,所述转盘上周向依次设置有多个治具座,所述多个机械手包括:弹波上料机械手、压盘放置机械手、感应片放置机械手和砝码放置机械手;其中,所述弹波上料机械手,用于从流水线上抓取弹波放置到转盘上的治具座内;所述压盘放置机械手,用于从所述置物盘中抓取压盘放置到所述弹波上;所述感应片放置机械手,用于从个所属置物盘中抓取感应片放置到所述弹波的中心上方;所述砝码放置机械手,用于从所述置物盘中抓取砝码放置到所述感应片上;所述激光检测装置,用于对所述弹波的变位情况进行检测判定。
6.在一些可选的实施方式中,所述多个机械手还包括:砝码取出机械手,用于抓取所述砝码放置到所述置物盘内;感应片取出机械手,用于抓取所述感应片放置到所述置物盘内;压盘取出机械手,用于抓取所述压盘放置到所述置物盘内;不良品取出机械手,用于抓取被判定为不良品的弹波放置到指定位置;良品取出机械手,用于抓取被判定为良品的弹波放置到良品出料流水线上。
7.在一些可选的实施方式中,所述弹波变位自动检测机还包括环绕所述转盘设置的多个感应器,所述多个感应器分别用于检测所述治具座中是否有弹波、砝码、感应片、压盘、不良品以及良品。
8.在一些可选的实施方式中,所述弹波变位自动检测机还包括:检测棒,固定在所述转盘上;接近开关,设置在所述转盘下方,用于感应所述检测棒,以判断所述转盘是否转到正确位置。
9.为了解决现有技术进行弹波检测时采用手工方式上料和固定,导致检测效率低下、操作繁琐、容易使弹波变形等缺陷,本技术提出了一种弹波变位自动检测机。本技术通过采用上述技术方案,取得的技术效果包括但不限于:
10.1、采用机械手自动上料,并在转盘上用机械手自动上压盘、砝码等部件,以此可以进行快速检测,适用于工厂大规模检测;
11.2、从上料到下料完全自动,无需人员操作,降低了人力成本,提高了检测效率;
12.3、弹波的取放以及压盘、砝码等的取放都由机械手操作,不容易使弹波变形,且标准一致,使检测的准确性和稳定性大幅提高。
附图说明
13.为了更清楚地说明本技术实施例技术方案,下面将对实施例和现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
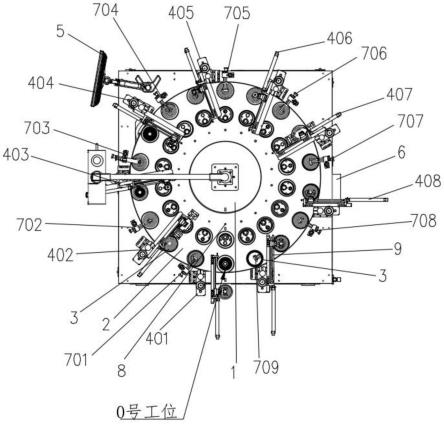
14.图1是本技术一个实施例提供的一种弹波变位自动检测机的俯视图;
15.图2是本技术一个实施例提供的一种弹波变位自动检测机的侧视图;
16.图3是本技术一个实施例中放置了压盘、砝码和感应片的弹波的俯视图。
具体实施方式
17.为了使本技术领域的人员更好地理解本技术方案,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分的实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本技术保护的范围。
18.本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”、“第三”等是用于区别不同的对象,而不是用于描述特定顺序。此外,术语“包括”和“具有”以及它们任何变形,意图在于覆盖不排他的包含。例如包含了一系列步骤或单元的过程、方法、系统、产品或设备没有限定于已列出的步骤或单元,而是可选地还包括没有列出的步骤或单元,或可选地还包括对于这些过程、方法、产品或设备固有的其它步骤或单元。
19.下面通过具体实施例,进行详细的说明。
20.参考图1和图2,本技术一个实施例提供一种弹波变位自动检测机。本技术的弹波变位自动检测机包括置物盘1和环绕置物盘1设置的转盘2以及环绕转盘2 放置的多个机械手以及激光检测装置5,转盘上周向依次设置有多个工位,每个工位可设有治具座3,多个机械手至少包括:弹波上料机械手401,压盘放置机械手402,感应片放置机械手403和砝码放置机械手404;其中,
21.弹波上料机械手401,用于从流水线上抓取弹波放置到转盘上的治具座内;
22.压盘放置机械手402,用于从置物盘中抓取压盘放置到弹波上;
23.感应片放置机械手403,用于从个所属置物盘中抓取感应片放置到弹波的中心上方;
24.砝码放置机械手404,用于从置物盘中抓取砝码放置到感应片上;
25.激光检测装置5,用于对弹波的变位情况进行检测判定。
26.进一步的,多个机械手还可以包括:
27.砝码取出机械手405,用于抓取砝码放置到置物盘内;
28.感应片取出机械手406,用于抓取感应片放置到置物盘内;
29.压盘取出机械手407,用于抓取压盘放置到置物盘内;
30.不良品取出机械手408,用于抓取被判定为不良品的弹波放置到指定位置,例如不良品收纳箱6;
31.良品取出机械手409,用于抓取被判定为良品的弹波放置到良品出料流水线上。
32.进一步的,还可以包括环绕转盘设置的多个感应器,多个感应器分别用于检测治具座中是否有弹波、砝码、感应片、压盘、不良品以及良品。多个感应器可以分为:1号感应器701、2号感应器702、3号感应器703、4号感应器704、5 号感应器705、6号感应器706、7号感应器707、8号感应器708、9号感应器709。
33.进一步的,还可以包括:
34.检测棒8,固定在转盘2上;
35.接近开关9,设置在转盘2下方,用于感应检测棒8,以判断转盘2是否转到正确位置。
36.示例性的,本技术的弹波变位自动检测机,设有18个工位,从0号工位一直到17号工位,顺时针设置,每个工位具有一个治具座3。
37.参考图3,是治具座中弹波a1上放置了压盘a2、感应片a3和砝码a4后的俯视结构示意图。
38.本技术的弹波变位自动检测机,其检测工艺流程如下:弹波上料
→
压弹波治具(即压盘)放置
→
感应片放置
→
砝码放置
→
弹波变位测试
→
弹波变位判定
→
砝码取出
→
感应片取出
→
压弹波治具(即压盘)取出
→
弹波不良品取出
→
弹波良品取出。
39.下面结合一个具体场景实施例进一步说明本技术的弹波变位自动检测机及其检测流程如下。
40.首先,可通过供料流水线,将弹波输送到弹波定位流水线,供料流水线控制感应器位于两条流水线的交界处,当有弹波被送上定位流水线后,供料流水线停止输送。定位流水线将弹波输送到弹波上料机械手正下方,弹波上料机械手将弹波榨取送到转盘上1号工位的治具座中。如图中所示,示例性的,环绕转盘具有18个工位,编号为0到17,顺时针方向布置。
41.1号感应器检测1号工位是否有弹波,若有弹波,压盘放置机械手从转盘内圈的置物盘中,抓出压盘。当1号工位转到2号工位时,压盘放置机械手将压盘置于弹波上。
42.2号感应器,设于3号工位处,感应是否有弹波,若有弹波,感应片放置机械手从转盘内圈的置物盘中,抓出感应片,当3号工位转到4号工位时,感应片放置机械手将感应片置于弹波正中心上。
43.3号感应器,设于5号工位处,感应是否有弹波,若有弹波,砝码放置机械手从转盘内圈的置物盘中,抓出砝码,当5号工位转到6号工位时,砝码放置机械手将砝码置于弹波中心的感应片上。
44.当砝码放在感应片上后,在6号工位,对弹波变位进行判定,判定方式通过激光检测,弹波的位移情况,通过与设定的参数比对,来判定弹波的优劣,确定为良品或不良品。
45.4号感应器,设于7号工位处,感应是否有砝码,若有砝码,当7号工位转到 8号工位时,砝码取出机械手从治具座中,抓出砝码,将砝码置于转盘内圈的置物盘中。
46.5号感应器,设于9号工位处,感应是否有感应片,若有感应片,当9号工位转到10号工位时,感应片取出机械手从治具座中,抓出感应片,将感应片置于转盘内圈的置物盘中。
47.6号感应器,设于11号工位处,感应是否有压盘,若有压盘,当11号工位转到12号工位时,压盘取出机械手从治具座中,抓出压盘,将压盘置于转盘内圈的置物盘中。
48.7号感应器,设于13号工位处,感应是否有不良品,若有不良品,当13号工位转到14号工位时,不良品取出机械手从治具座中,抓出不良品,将不良品置于不良品收纳箱中。
49.8号感应器,设于15号工位处,感应是否有良品,若有良品,当15号工位转到16号工位时,良品取出机械手从治具座中,抓出良品,将良品置于良品出料流水线上。
50.9号感应器,设于17号工位处,感应是否有弹波留在治具座内未在前面的工序中被取出,若有弹波,控制转盘停在17号工位,从治具座中取出弹波后,转盘继续转动。
51.可以以镀络棒作为检测棒,通过销孔固定在转盘上,用于被0号工位下的接近开关感应转盘是否到达正确位置。
52.综上,为了解决现有技术进行弹波检测时采用手工方式上料和固定,导致检测效率低下、操作繁琐、容易使弹波变形等缺陷,本技术提出了一种弹波变位自动检测机。本技术通过采用上述技术方案,取得的技术效果包括但不限于:
53.1、采用机械手自动上料,并在转盘上用机械手自动上压盘、砝码等部件,以此可以进行快速检测,适用于工厂大规模检测;
54.2、从上料到下料完全自动,无需人员操作,降低了人力成本,提高了检测效率;
55.3、弹波的取放以及压盘、砝码等的取放都由机械手操作,不容易使弹波变形,且标准一致,使检测的准确性和稳定性大幅提高。
56.以上,通过具体实施例对本技术的技术方案进行了详细说明。在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详细描述的部分,可以参见其它实施例的相关描述。
57.应当理解,上述各实施例仅用以说明本技术的技术方案,而非对其限制。本领域的普通技术人员,可以对上述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的精神和保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。