技术特征:
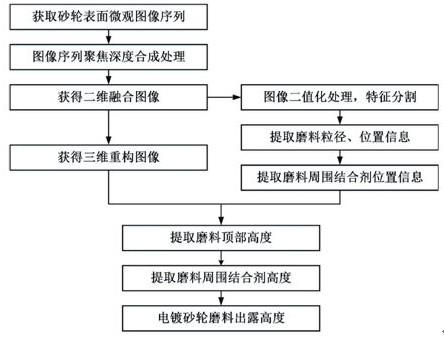
1.一种电镀砂轮的磨料出露高度检测方法,其特征在于,包括以下步骤:s1:利用超景深显微镜对电镀砂轮表面的微观形貌进行连续拍摄,生成电镀砂轮表面微观形貌的图像序列i;s2:对步骤s1中得到的图像序列i进行图像聚焦深度合成处理,得到电镀砂轮表面微观形貌的二维融合图像m和三维重构图像h;s3:对步骤s2中得到的二维融合图像m进行二值化处理,得到二值化图像bw,对二值化图像bw进行特征分割,识别磨料与结合剂,并获取磨料粒径、位置以及该磨料周围结合剂区域在图像中的位置信息;s4:将步骤s3中的磨料位置信息、磨料周围结合剂区域在图像中的位置信息和步骤s2中得到的三维重构图像h相结合,获得磨料的顶部高度以及该磨料周围结合剂区域的平均高度;s5:将步骤s4中得到的磨料的顶部高度与该磨料周围结合剂区域的平均高度相减,获得该磨料的出露高度,并将露出高度标注在二值图像bw中。2.根据权利要求1所述的电镀砂轮的磨料出露高度检测方法,其特征在于,所述步骤s1中生成电镀砂轮表面微观形貌的图像序列i的方法为:控制超景深镜头对砂轮表面由下自上进行等间距连续拍摄,拍摄间距为δh,拍摄过程由完全离焦状态开始至再次完全离焦终止,以获取两次完全离焦位置间的部分聚焦图像,对电镀砂轮进行n次拍摄,生成图像序列i由n幅图像{i1、i2、i3…
i
n
}构成,其中,i1、i2、i3…
i
n
分别表示拍摄的每一幅图像。3.根据权利要求2所述的电镀砂轮的磨料出露高度检测方法,其特征在于,所述步骤s2中得到电镀砂轮表面微观形貌的二维融合图像m和三维重构图像h的方法为:s2.1:对图像序列i={i1、i2、i3…
i
n
}中的每一幅图像进行灰度处理,将原图像三维矩阵转化为灰度图像二维矩阵,得到灰度图像序列igray={igray1、igray2、igray3…
igray
n
},igray1、igray2、igray3…
igray
n
分别表示图像i1、i2、i3…
i
n
的灰度图像;s2.2:调用matlab中的imfilter命令对灰度图像序列igray={igray1、igray2、igray3…
igray
n
}进行滤波处理,去除图像中的噪音点,得到滤波后的图像序列g={g1、g2、g3…
g
n
};s2.3:对滤波后的图像序列g={g1、g2、g3…
g
n
}中的每一幅图像中的像素点g
n
(x,y)进行分析,利用改进的拉普拉斯算子计算其聚焦评价函数值f
n
(x,y);s2.4:以图像序号n为横坐标,聚焦函数评价值f
n
(x,y)为纵坐标,绘制每一像素点的f-n曲线,聚焦函数评价值f最大时,对应的横坐标k,该点k处表示该像素点在g
k
中是聚焦的,将所有聚焦评价函数值f最大的像素点提取出来,得到全聚焦的二维融合图像m;s2.5:对f-n曲线进行高斯拟合,得到连续变化的f
’‑
n’曲线,提取每一像素点f’最大时的横坐标k’,则可得到高度索引矩阵h_index,对应像素点的高度值为h=(k
’‑
1)
×
δh,结合高度索引矩阵h_index及高度值h,获得三维重构图像h,δh为拍摄间距。4.根据权利要求1或3所述的电镀砂轮的磨料出露高度检测方法,其特征在于,步骤s2.1中所述滤波处理的方法包括高斯滤波、均值滤波、中值滤波。5.根据权利要求4所述的电镀砂轮的磨料出露高度检测方法,其特征在于,步骤s2.3中所述改进的拉普拉斯算子如公式(1)所示:
其中,x、y表示像素点g
n
(x,y)在图像g
n
中的坐标,s表示可变步长,n表示窗口尺寸f
n
(x,y)为聚焦函数评价值,f(x,y)表示像素点g
n
(x,y)的拉普拉斯运算值,f
n
(x,y)为改进的拉普拉斯运算值,这里用f
n
(x,y)表示像素点的聚焦评价函数值。6.根据权利要求5所述的电镀砂轮的磨料出露高度检测方法,其特征在于,步骤s3中所述获取磨料粒径、磨料所在位置以及该磨料周围结合剂区域在图像中的位置信息:s3.1:二值图像bw中值为1的位置表示磨料,值为0的位置表示结合剂;s3.2:调用matlab中的bwlabel命令寻找二值图像bw中的所有八连通区域,标注该区域为一颗磨料,并通过bwlabel命令获得标记矩阵l以及连通域数量num,标记矩阵l中每一颗磨料具有一标记值i,i=1
…
num,用逻辑矩阵logic1表示每一颗磨料的位置信息为所有标记值i的元素在标记矩阵l中的位置,在逻辑矩阵logic1中值为1处为该磨料所在位置,结合剂与其他磨料区域均用0表示;s3.3:调用matlab中regionprops命令获得标记矩阵l中每一个连通区域的质心坐标center(x,y),设center(x,y)为每一颗磨料的质心位置坐标;s3.4:调用find命令获得每一个连通区域在标记矩阵l中所占的行数索引矩阵hang及列数索引矩阵lie,得到磨料粒径为d=max(max(hang)-min(hang),max(lie)-min(lie));s3.5:在标记矩阵l中,将磨料位置等距扩大d/2倍,该区域中所有值为0的元素所在位置,即磨料周围结合剂区域所在位置,用逻辑矩阵logic2表示。7.根据权利要求5或6所述的电镀砂轮的磨料出露高度检测方法,其特征在于,步骤s3中所述将露出高度标注在二值图像bw中的方法为:根据步骤s3.2求出的每颗磨料的质心坐标位置center(x,y),将计算出的每一颗磨料的高度值标记于二值图像bw中。8.根据权利要求7所述的电镀砂轮的磨料出露高度检测方法,其特征在于,步骤4所述获得磨料的顶部高度以及该磨料周围结合剂区域的平均高度的方法为在三维重构图像h中,对逻辑矩阵logic1中所有高度值进行排序,取最大的5个值求平均表示磨料顶部高度;对逻辑矩阵logic2中所有高度值求平均,表示磨料周围结合剂区域的平均高度。
技术总结
本发明提出了一种电镀砂轮的磨料出露高度检测方法,包括以下步骤:S1:生成电镀砂轮表面微观形貌的图像序列;S2:对步骤S1中得到的图像序列进行图像聚焦深度合成处理,得到电镀砂轮表面微观形貌的二维融合图像和三维重构图像;S3:对步骤S2中得到的二维融合图像进行二值化处理,获取磨料粒径、位置以及该磨料周围结合剂区域在图像中的位置信息;S4:获得磨料的顶部高度以及该磨料周围结合剂区域的平均高度;S5:获得该磨料的出露高度,并将露出高度标注在二值图像BW中。本发明可以实现稳定化检测,同时可实现对视场内全部磨料的自动化批量检测,有效解决了传统检测方法检测结果不稳定、检测效率低的问题。检测效率低的问题。检测效率低的问题。
技术研发人员:方旭阳 王帅 李彬 邵俊永 吴佳璐
受保护的技术使用者:郑州磨料磨具磨削研究所有限公司
技术研发日:2022.12.23
技术公布日:2023/3/10
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。