1.本发明属于机械制造电化学加工技术领域,具体涉及一种喷油器体电解倒圆夹具。
背景技术:
2.中速柴油机喷油器体随着技术更新换代,使用压力越来越高,高压油孔交接处产生的应力越来越大,当达到一定的应力时,喷油器体高压油孔交接处无法承受产生裂纹,造成柴油机停机甚至引发更大的安全事故。
3.因此,有必要开发一种新的喷油器体电解倒圆夹具。
技术实现要素:
4.本发明的目的在于提供一种喷油器体电解倒圆夹具,以满足喷油器体高压油孔交接处倒圆要求。
5.本发明所述的一种喷油器体电解倒圆夹具,包括进水部件、电极部件和定位部件;所述进水部件包括锁紧套、绝缘套和导电杆,导电杆装在绝缘套内,且导电杆的上下端均伸出到绝缘套外,绝缘套装配在锁紧套内,且绝缘套的上下两端均伸出到锁紧套外,所述导电杆内设有供电解液流动的孔;所述电极部件包括导电块、电极杆、堵套、热缩管、导向套和阴极头,所述阴极头、导向套和热缩管均装配在电极杆的一端部上,且导向套位于阴极头和热缩管之间,导向套靠近阴极头的一端与阴极头贴合紧密,导向套的另一端设有沉孔,所述热缩管靠近导向套的一端深入到导向套的沉孔内,且热缩管固定贴合在电极杆上;电极杆的另一端装入堵套和导电块的孔内,且电极杆和导电块焊接在一起;所述定位部件包括定位销和底座,所述导电块通过螺纹装配到底座的螺纹孔内,所述底座的定位面上设有销孔,所述定位销装入底座的销孔内。
6.可选地,所述导电杆上设有供电解液流动的轴向孔,所述导电杆的下端部设有供电解液流动的径向孔,电解液经导电杆的轴向孔、径向孔后从导电杆与绝缘套的间隙流出。
7.可选地,所述导电杆的下端为半球体结构,且球头中心处设有小孔。
8.可选地,所述阴极头靠近导向套的一端部为从其中部到端部半径逐渐缩小的锥台结构;所述导向套靠近阴极头的一端部为从其端部到中部半径逐渐增大的锥台结构。
9.可选地,所述底座的定位面上还设有定位凸块。
10.可选地,所述导向套远离阴极头的一端部的横截面为三角形,且三角形的角处设有倒角。
11.本发明具有以下优点:(1)本发明中电极部件起到高压油孔交接处电解倒圆和形成独特的电解液流动通道作用。阴极头采用合适大小的锥面,形成合适的电场进行电解倒圆加工;阴极头和导向套
共同组成了独特而合适的电解液流动通道,保证了零件高压油孔交接处电解倒圆要求。
12.(2)本发明中定位部件中的底座采用一面两销定位,保证将电极部件定位到高压油孔交接处;电极部件的定位和定心采用三点定中心原理,即保证了阴极头和高压油孔同心避免接触短路,又保证了电解液能从导向套扁面区域流出。
13.(3)本发明中所述进水部件采用中间进水,四周出水的方式,并结合合适的球面阴极头,保证了此处高压油孔和球型孔底交接处电解倒圆要求。
14.综上所述,本发明具有独特的电极结构和合理的电解液流动路径,能够满足中速柴油机喷油器体高压油孔交接处电解r≥0.5要求,避免了该处因应力集中产生裂纹而发生事故;通过调整合适大小的阴极头直径、锥面角度和导向套锥面角度、长度可以满足不同大小孔径相贯线电解倒圆要求。
附图说明
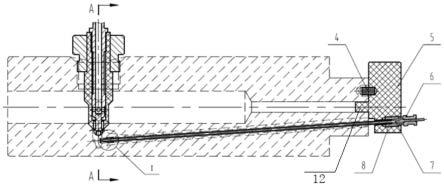
15.图1是本实施例中喷油器体电解倒圆夹具结构示意图;图2是图1中ⅰ部放大示意图;图3是图1中沿a-a线的剖面图;图4是图3中ⅱ部放大示意图;图5是图2中沿b-b线的剖面图(不含加工产品)图6是本实施例中进水部件的电解液流动路径的示意图;图7是本实施例中电极部件的电解液流动路径的示意图;图中:1-锁紧套、2-绝缘套、3-导电杆、4-定位销、5-底座、6-导电块、7-电极杆、8-堵套,9-热缩管、10-导向套、11-阴极头、12-定位凸块、13-小孔、14-加工产品;图中箭头表示电解液流动路径。
具体实施方式
16.以下将结合附图对本发明进行详细的说明。
17.如图1至7所示,本实施例中,一种喷油器体电解倒圆夹具,包括进水部件、电极部件和定位部件。所述进水部件包括锁紧套1、绝缘套2和导电杆3,导电杆3装在绝缘套2内,且导电杆3的上下端均伸出到绝缘套2外,绝缘套2装配在锁紧套1内,且绝缘套2的上下两端均伸出到锁紧套1外,所述导电杆3内设有供电解液流动的孔。所述电极部件包括导电块6、电极杆7、堵套8、热缩管9、导向套10和阴极头11,所述阴极头11、导向套10和热缩管9均装配在电极杆7的一端部上,且导向套10位于阴极头11和热缩管9之间,导向套10靠近阴极头11的一端与阴极头11贴合紧密,导向套10的另一端设有沉孔,所述热缩管9靠近导向套10的一端深入到导向套10的沉孔内,且热缩管9固定贴合在电极杆7上;电极杆7的另一端装入堵套8和导电块6的孔内,且电极杆7和导电块6焊接在一起。所述定位部件包括定位销4和底座5,所述导电块6通过螺纹装配到底座5的螺纹孔内,所述底座5的定位面上设有销孔,所述定位销4装入底座5的销孔内。
18.如图3所示,本实施例中,所述导电杆3上设有供电解液流动的轴向孔,所述导电杆3的下端部设有供电解液流动的径向孔,电解液经导电杆3的轴向孔、径向孔后从导电杆3与绝缘套2的间隙流出。
19.如图4所示,本实施例中,所述导电杆3的下端为半球体结构,且球头中心处设有小孔13。
20.如图7所示,本实施例中,所述阴极头11靠近导向套10的一端部为从其中部到端部半径逐渐缩小的锥台结构;所述导向套10靠近阴极头11的一端部为从其端部到中部半径逐渐增大的锥台结构。
21.如图1所示,本实施例中,所述底座5的定位面上还设有定位凸块12。
22.如图1所示,本实施例中,一种喷油器体电解倒圆夹具的制造装配过程如下:第一步、将导电杆3装配到绝缘套2的孔内,旋转至肩胛贴合并拧紧。
23.第二步、将阴极头11装配在电极杆7上,然后将导向套10装配在电极杆7上并与阴极头11贴合紧密;再将热缩管9装配在电极杆7上并伸入导向套10沉孔内,通过加热将热缩管9贴合在电极杆7上;然后将电极杆7装入堵套8和导电块6孔内,调节好长度后通过焊接将电极杆7和导电块6焊接牢固。
24.第三步、将装配好的电极部件的导电块6通过螺纹装配到底座5的螺纹孔内,最后将定位销4装入到底座5销孔内。
25.本实施例中,定位部件中的底座5采用一面两销定位(即将定位销4装入设在加工产品14的销孔内,将定位凸块12装入加工产品14的孔内),从而保证了将电极部件定位到高压油孔交接处;电极部件的定位和定心采用三点定中心原理,即保证了阴极头和高压油孔同心避免接触短路,又保证了电解液能从导向套10的扁面区域流出。
26.本实施例中,电极部件通过导电块6安装在定位部件上,接入设备电源并经电极杆7传导给阴极头11,从而形成电场进行电解加工;堵套8和热缩管9起到绝缘作用,避免电极部件中金属零件与产品接触出现短路情况;阴极头11和导向套10合适大小的锥面即组成独特的电解液流动路径,又形成适当的电场放电加工,达到电解倒圆要求;导向套10上的三方扁面(即横截面为三角形,且三角形的角处设有倒角)起到定中心作用,避免阴极头11偏心与产品接触短路。
27.本实施例中,绝缘套2和导电杆3形成了合理的进水路径,结合导电杆3适当大小的半球体结构,即保证了电解液的流入,又满足该处相贯线的电解倒圆加工,导电杆3的球头中心的小孔13起到减小该处电场强度作用。
28.本喷油器体电解倒圆夹具主要针对中速柴油机关键零件喷油器体,以解决长期存在的高压油孔交接处锐边毛刺去除不干净、打磨质量参差不齐、使用过程因应力集中开裂等问题。本喷油器体电解倒圆夹具用于高压油孔交接处电解倒圆,能够有效避免上述问题,提升产品使用的可靠性。
29.上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受上述实施例的限制,其他的任何未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。