1.本实用新型涉电池片处理设备技术领域,具体地,涉及一种电池片连接装置。
背景技术:
2.目前,光伏电池组件的需求量越来越大,而在光伏电池组件生产过程中,需要叠加粘连电池片并在首尾加装汇流条形成电池串,为了得到符合要求的电池串,需要对电池片进行连接处理。
3.在形成电池串过程中,传统的处理设备是先对电池片分别进行正面点胶与背面点胶,之后再将点好胶的电池片传输到指定工位铺设焊带,并使焊带与已点胶电池片形成电池串后进行紫外固化(简称uv固化),达到固定焊带在电池片表面的目的。这种方式存在如下问题:1、由于先点胶再运输至指定工位铺设焊带和固化,点胶与固化在不同工位完成,使得整个处理设备布置长,延长胶存在电池片的时间,不利于焊带铺设和后续固化;2、正面与背面分别点胶,由于传输和定位视觉偏差容易导致点胶位置偏差,从而造成错位、影响点胶质量;3、双面点胶后传输,电池片与焊带之间容易造成刮蹭,从而影响点胶成型质量;4、由于分别进行正面点胶与背面点胶,需要通过人工翻转和其他方式翻转,导致点胶效率和点胶质量较差,并且不利于电池片正常传输。
技术实现要素:
4.有鉴于此,为了至少部分的解决上述问题,本实用新型提供一种电池片连接装置,技术方案如下。
5.一种电池片连接装置,包括:
6.输送机构,所述输送机构包括支撑架和设置在所述支撑架上的传送带,所述支撑架上具有放置工位和连接工位,所述传送带连接有传送驱动件,能够将从所述放置工位放入的电池片和焊带堆叠后移送至所述连接工位;以及
7.连接机构,所述连接机构设置在所述连接工位上,包括点胶固化机构和刷胶固化机构;
8.其中,所述传送带具有相对的第一侧及第二侧,且所述传送带上开设有网孔;所述点胶固化机构相对所述传送带位于所述第一侧,能够对移送至所述连接工位的电池片的正面进行点胶及固化;所述刷胶固化机构相对所述传送带位于所述第二侧,能够以所述传送带为网版对移送至所述连接工位的电池片的背面进行刷胶及固化。
9.在一可实施方式中,所述点胶固化机构连接有第一横移模组,通过所述第一横移模组,所述点胶固化机构能够沿第一方向相对所述支撑架移动,所述第一方向与所述传送带满足平行条件。
10.在一可实施方式中,所述点胶固化机构还连接有第一升降模组,通过所述第一升降模组,所述点胶固化机构能够沿第二方向相对所述支撑架移动,所述第二方向与所述传送带满足垂直条件。
11.在一可实施方式中,所述点胶固化机构包括:
12.第一注胶件,所述第一注胶件包括有第一底壁和第一侧壁,所述第一侧壁与所述第一底壁相围合形成有第一容置腔,所述第一底壁上设置有连通所述第一容置腔与外部的第一出胶口;以及
13.第一固化件,所述第一固化件包括第一固化灯板和第一灯珠串,所述第一固化灯板从所述第一侧壁朝远离所述第一容置腔方向延伸而出,所述第一灯珠串设置在所述第一固化灯板上;
14.其中,所述第一灯珠串与所述第一出胶口相对所述第一固化灯板位于同侧。
15.在一可实施方式中,所述点胶固化机构还包括有能够装盛胶体的第一盛载件,所述第一注胶件还包括有与所述第一底壁相对的第一顶壁,所述第一顶壁或所述第一侧壁上设置有第一入胶口,所述第一盛载件通过第一管路与所述第一入胶口相连通,且所述第一管路上设置有第一泵。
16.在一可实施方式中,所述刷胶固化机构连接有第二横移模组,通过所述第二横移模组,所述刷胶固化机构能够沿第一方向相对所述支撑架移动,所述第一方向与所述传送带满足平行条件。
17.在一可实施方式中,所述刷胶固化机构还连接有第二升降模组,通过所述第二升降模组,所述刷胶固化机构能够沿第二方向相对所述支撑架移动,所述第二方向与所述传送带满足垂直条件。
18.在一可实施方式中,所述刷胶固化机构包括:
19.第二注胶件,所述第二注胶件包括有第二顶壁和第二侧壁,所述第二侧壁与所述第二顶壁相围合形成有第二容置腔,所述第二顶壁上设置有连通所述第二容置腔与外部的第二出胶口;以及
20.第二固化件,所述第二固化件包括第二固化灯板和第二灯珠串,所述第二固化灯板从所述第二侧壁朝远离所述第二容置腔方向延伸而出,所述第二灯珠串设置在所述第二固化灯板上;
21.其中,所述第二灯珠串与所述第二出胶口相对所述第二固化灯板位于同侧。
22.在一可实施方式中,所述刷胶固化机构还包括有能够装盛胶体的第二盛载件,所述第二注胶件还包括有与所述第二顶壁相对的第二底壁,所述第二底壁或所述第二侧壁上设置有第二入胶口,所述第二盛载件通过第二管路与所述第二入胶口相连通,且所述第二管路上设置有第二泵。
23.在一可实施方式中,所述第二顶壁上形成有刮刃部。
24.本实用新型具有如下有益效果:通过点胶固化机构和刷胶固化机构设置,能够在电池片和焊带堆叠成待连接件后同时进行电池片正面点胶、背面刷胶,并在同一工位进行固化,不仅能够提高电池片连接效率,而且能够保证电池片连接质量。
25.以下结合附图,详细说明本实用新型的优点和特征。
附图说明
26.本实用新型的下列附图在此作为本实用新型的一部分用于理解本实用新型。附图中示出了本实用新型的实施方式及其描述,用来解释本实用新型的原理。在附图中,
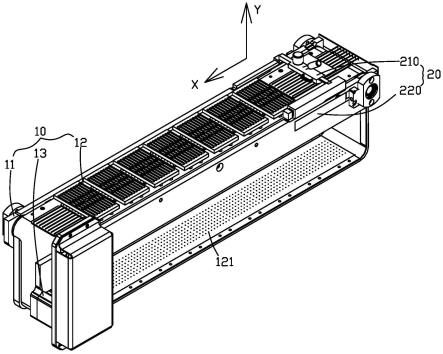
27.图1为根据本实用新型一个示例性实施例的电池片连接装置的结构图;
28.图2为图1中的点胶固化机构的立体图;
29.图3为图1中的点胶固化机构的仰视图;
30.图4为图1中的点胶固化机构的主视图;
31.图5为图1中的刷胶固化机构与传送带的布置关系图;
32.图6为图5中的a部放大图;
33.图7为图6中的刷胶固化机构的俯视图。
34.图中标号说明:
35.10、输送机构;11、支撑架;12、传送带;121、网孔;13、传送驱动件;20、连接机构;210、点胶固化机构;2110、第一横移模组;2120、第一升降模组;213、第一注胶件;2131、第一底壁;21312、第一出胶口;2132、第一侧壁;2133、第一顶壁;214、第一固化件;2141、第一固化灯板;2142、第一灯珠串;215、第一盛载件;216、第一管路;217、第一泵;218、弹性注胶头;220、刷胶固化机构;2210、第二横移模组;2220、第二升降模组;223、第二注胶件;2231、第二顶壁;22311、刮刃部;22312、第二出胶口;2232、第二侧壁;2233、第二底壁;224、第二固化件;2241、第二固化灯板;2242、第二灯珠串;225、第二盛载件;226、第二管路;227、第二泵。
具体实施方式
36.在下文的描述中,提供了大量的细节以便能够彻底地理解本实用新型。然而,本领域技术人员可以了解,如下描述仅示例性地示出了本实用新型的可选实施例,本实用新型可以无需一个或多个这样的细节而得以实施。此外,为了避免与本实用新型发生混淆,对于本领域公知的一些技术特征未进行详细描述。
37.如图1所示,本实用新型实施例的电池片连接装置,包括输送机构10以及连接机构20,输送机构10包括支撑架11和设置在支撑架11上的传送带12,支撑架11上具有放置工位和连接工位(放置工位和连接工位在图中未标记,以图1来说,放置工位位于最右端),传送带12连接有传送驱动件13,能够将从放置工位放入的电池片和焊带堆叠后移送至连接工位,传送驱动件13可以采用常见的电机,传送带12具有相对的第一侧和第二侧,电池片在放置工位从传送带12的第一侧放置于传送带12上,以图1所示实施例来说,第一侧对应为上侧,第二侧对应为下侧。连接机构20设置在连接工位上,包括点胶固化机构210和刷胶固化机构220,点胶固化机构210相对传送带12位于第一侧,能够对移送至连接工位的电池片的正面进行点胶及固化;刷胶固化机构220相对传送带12位于第二侧,能够以传送带12为网版对移送至连接工位的电池片的背面进行刷胶及固化,这里,传送带12上开设有网孔121,从而在刷胶固化机构220对移送至连接工位的电池片的背面进行刷胶时,胶体能够通过网孔121涂覆至电池片的背面,从而以使传送带12能充当网版印刷的网版。
38.结合参阅图1至图4,点胶固化机构210位于传送带12上侧,且点胶固化机构210连接有第一横移模组2110,通过第一横移模组2110,点胶固化机构210能够沿第一方向相对支撑架11移动,第一方向与传送带12满足平行条件,以图1来说,第一方向对应为x方向,如此,点胶固化机构210能够在平行于传送带12方向上相对支撑架11可移动,从而可以根据连接位置需要调整点胶固化机构210位置。这里,第一横移模组2110可以是驱动电机、滑块及导轨的组合结构,滑块在驱动电机的带动下能够沿导轨滑动,点胶固化机构210固定设置在滑
块上能够随滑块一起移动,从而实现点胶固化机构210的位置可调整。
39.本实用新型的一个实施例中,点胶固化机构210还连接有第一升降模组2120,通过第一升降模组2120,点胶固化机构210能够沿第二方向相对支撑架11移动,第二方向与传送带12满足垂直条件,以图1来说,第二方向对应为y方向,如此,点胶固化机构210能够在垂直于传送带12方向上相对支撑架11可移动,从而可以根据连接需要调整点胶固化机构210位置。这里,第一升降模组2120可以是液压缸,点胶固化机构210固定设置在液压缸的活塞杆上,活塞杆相对液压缸的缸体伸缩时,带动点胶固化机构210相对传送带12升降。
40.结合参阅图2至图4,本实用新型的一个实施例中,点胶固化机构210包括第一注胶件213以及第一固化件214。第一注胶件213包括有第一底壁2131和第一侧壁2132,第一侧壁2132与第一底壁2131相围合形成有第一容置腔(图中未标记),第一底壁2131上设置有连通第一容置腔与外部的第一出胶口21312,第一底壁2131的底面为平面。第一固化件214包括第一固化灯板2141和第一灯珠串2142,第一固化灯板2141从第一侧壁2132朝远离第一容置腔方向延伸而出,第一灯珠串2142设置在第一固化灯板2141上。第一灯珠串2142与第一出胶口21312相对第一固化灯板2141位于同侧。点胶时,第一容置腔内的胶体经第一出胶口21312流出至电池片正面的连接位置上,第一灯珠串2142发出紫外光照射流出至连接位置上的胶进行固化,以实现连接目的。这里,第一注胶件213与第一固化件214形成一体式结构,实现了边点胶边进行uv固化,不仅提高了连接效率,而且避免了已点胶的电池片通过多次接触造成点胶位刮蹭或划伤,保证了电池片处理质量。
41.进一步地,点胶固化机构210还包括有能够装盛胶体的第一盛载件215,第一注胶件213还包括有与第一底壁2131相对的第一顶壁2133,第一顶壁2133或第一侧壁2132上设置有第一入胶口(图2所示实施例中,第一侧壁2132包括第一部分和第二部分,第一部分相比第二部分更靠近第一固化灯板2141,第一入胶口设置在第二部分上,在未示出的实施例中,第一入胶口也可以设置在第一部分上,或第一入胶口也可以是设置在第一顶壁2133),第一盛载件215通过第一管路216与第一入胶口相连通,且第一管路216上设置有第一泵217。第一盛载件215可以是桶状件,桶状件用于承载胶体,桶状件可以是设置在第一顶壁2133上,第一泵217从第一盛载件215内抽取胶体泵送至第一管路216,通过第一管路216,胶体从第一入胶口流入第一容置腔内,第一容置腔内的胶体再经第一出胶口21312流出至电池片正面的连接位置上。
42.这里,第一出胶口21312可以连接有弹性注胶头218,通过弹性注胶头218将第一容置腔内的胶体注入至电池片正面的连接位置上,弹性注胶头218可以包括弹性管体,如此,能避免依靠硬压出胶而造成电池片缺陷发生。
43.这里,点胶固化机构210中,第一出胶口21312的个数为多个,由于是点胶,多个第一出胶口21312呈行列布置。
44.结合参阅图5至图7,刷胶固化机构220连接有第二横移模组2210,通过第二横移模组2210,刷胶固化机构220能够沿第一方向相对支撑架11移动,第一方向与传送带12满足平行条件,以图5来说,第一方向对应为x方向,如此,刷胶固化机构220能够在平行于传送带12方向上相对支撑架11可移动,从而可以根据连接位置需要调整刷胶固化机构220位置。这里,第二横移模组2210同样可以是驱动电机、滑块及导轨的组合结构,滑块在驱动电机的带动下能够沿导轨滑动,刷胶固化机构220固定设置在滑块上能够随滑块一起移动,从而实现
刷胶固化机构220的位置可调整。
45.进一步地,刷胶固化机构220还连接有第二升降模组2220,通过第二升降模组2220,刷胶固化机构220能够沿第二方向相对支撑架11移动,第二方向与传送带12满足垂直条件,以图5来说,第二方向对应为y方向,如此,刷胶固化机构220能够在垂直于传送带12方向上相对支撑架11可移动,从而可以根据连接需要调整刷胶固化机构220位置。这里,第二升降模组2220同样可以是液压缸,刷胶固化机构220固定设置在液压缸的活塞杆上,活塞杆相对液压缸的缸体伸缩时,带动刷胶固化机构220相对传送带12升降。
46.结合参阅图6和图7,刷胶固化机构220包括第二注胶件223和第二固化件224。第二注胶件223包括有第二顶壁2231和第二侧壁2232,第二侧壁2232与第二顶壁2231相围合形成有第二容置腔,第二顶壁2231上设置有连通第二容置腔与外部的第二出胶口22312。第二固化件224包括第二固化灯板2241和第二灯珠串2242,第二固化灯板2241从第二侧壁2232朝远离第二容置腔方向延伸而出,第二灯珠串2242设置在第二固化灯板2241上,第二灯珠串2242与第二出胶口22312相对第二固化灯板2241位于同侧。刷胶时,第二容置腔内的胶体经第二出胶口22312流出经过传送带12上的网孔121流至电池片背面的连接位置上,第二灯珠串2242发出紫外光照射流出至连接位置上的胶进行固化,以实现连接目的。这里,第二注胶件223与第二固化件224形成一体式结构,实现了边点胶边进行uv固化,不仅提高了连接效率,而且避免了已点胶的电池片通过多次接触造成点胶位刮蹭或划伤,保证了电池片处理质量。
47.进一步地,刷胶固化机构220还包括有能够装盛胶体的第二盛载件225,第二注胶件223还包括有与第二顶壁2231相对的第二底壁2233,第二底壁2233或第二侧壁2232上设置有第二入胶口(图6所示实施例中,第二侧壁2232同样包括第一部分和第二部分,第一部分相比第二部分更靠近第二固化灯板2241,第二入胶口设置在第二部分上,在未示出的实施例中,第二入胶口也可以设置在第一部分上,或第二入胶口也可以是设置在第二底壁2233上),第二盛载件225通过第二管路226与第二入胶口相连通,且第二管路226上设置有第二泵227。第二盛载件225可以是桶状件,桶状件用于承载胶体,桶状件可以是设置在第二底壁2233上,第二泵227从第二盛载件225内抽取胶体泵送至第二管路226,通过第二管路226,胶体从第二入胶口流入第二容置腔内,第二容置腔内的胶体再经第二出胶口22312流出至传送带12,通过传送带12的网孔流入到电池片背面的连接位置上。
48.为了方便印刷,第二顶壁2231上形成有刮刃部22311,具体来说,刮刃部22311凸出在第二顶壁2231的顶表面上,基于刮刃部22311的设置,在对电池片背面的连接位置进行刷胶时,刮刃部22311对在传送带12上的胶体施加一定压力,同时沿第一方向移动,在刮刃部22311移动中,胶体被刮刃部22311从网孔121中挤压到电池片背面的连接位置上。
49.这里,刷胶固化机构220中,第二出胶口22312的个数为多个,由于是网版印刷式刷胶,多个第二出胶口22312呈一排布置即可。也就是说,刷胶固化机构220中的第二出胶口22312的个数,可以少于点胶固化机构210中的第一出胶口21312的个数。
50.本实用新型电池片连接装置的工作过程如下:在放置工位先底部焊带铺设到传送带12上,然后将电池片放置在焊带的上方,再后将顶部焊带铺设在电池片上以完成堆叠形成待连接件,待连接件再随传送带12移至连接工位,刷胶固化机构220在第一横移模组2110和第一升降模组2120作用下移动至需要位置,第一泵217抽取胶体以对待连接件正面进行
点胶,第一灯珠串2142发射紫外光进行uv固化;同时,刷胶固化机构220在第二横移模组2210和第二升降模组2220作用下移动至需要位置,第二泵227抽取胶体以对待连接件背面进行刷胶(刷胶过程中,刷胶固化机构220在第二横移模组2210作用下沿第一方向移动以便刮刃部22311挤压胶体),第一灯珠串2142发射紫外光进行uv固化。
51.这里,需要说明的是,电池片的放置可以通过现有的电池片提供装置实现,焊带的铺设可以通过现有的焊带提供装置实现,传送驱动件13、第一横移模组2110的驱动电机、第一升降模组2120的液压缸、第二横移模组2210的驱动电机以及第二升降模组2220的液压缸皆可以通过常用的可编程控制器进行控制,在此,就不对其多做赘述。
52.综合上述可以看出,本实用新型电池片连接装置,具有如下优点:
53.1、通过点胶固化机构210和刷胶固化机构220设置,能够在电池片和焊带堆叠成待连接件后同时进行电池片正面点胶、背面刷胶,并在同一工位进行固化,不仅能够提高电池片连接效率,而且能够保证电池片连接质量。
54.2、第一注胶件213与第一固化件214形成一体式结构,第二注胶件223与第二固化件224形成一体式结构,实现了边点胶边进行uv固化,不仅提高了连接效率,而且避免了已点胶的电池片通过多次接触造成点胶位刮蹭或划伤,保证了电池片处理质量。
55.3、在第一出胶口21312连接弹性注胶头218情况下,实现了弹性点胶,避免了依靠硬压出而造成电池片缺陷发生。
56.4、直接点胶并固化,不存在胶未干进行传输的条件,避免了胶未干进行传输造成的偏移问题,也避免了已点胶的电池片通过多次接触造成点胶位刮蹭或划伤的问题。
57.5、无需电池片翻面即可实现电池片双面点胶功能。
58.本实用新型的描述中,需要理解的是,方位词所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本实用新型保护范围的限制;方位词“内”、“外”是指相对于各部件本身的轮廓的内外。
59.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述图中所示的一个或多个部件或特征与其他部件或特征的空间位置关系。应当理解的是,空间相对术语不但包含部件在图中所描述的方位,还包括使用或操作中的不同方位。例如,如果附图中的部件被整体倒置,则部件“在其他部件或特征上方”或“在其他部件或特征之上”的将包括部件“在其他部件或构造下方”或“在其他部件或构造之下”的情况。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。此外,这些部件或特征也可以其他不同角度来定位(例如旋转90度或其他角度),本文意在包含所有这些情况。
60.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本实用新型的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、部件、组件和/或它们的组合。
61.需要说明的是,本实用新型的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样
使用的数据在适当情况下可以互换,以便这里描述的本实用新型的实施方式能够以除了在这里图示或描述的那些以外的顺序实施。
62.本实用新型已经通过上述实施例进行了说明,但应当理解的是,上述实施例只是用于举例和说明的目的,而非意在将本实用新型限制于所描述的实施例范围内。此外本领域技术人员可以理解的是,本实用新型并不局限于上述实施例,根据本实用新型的教导还可以做出更多种的变型和修改,这些变型和修改均落在本实用新型所要求保护的范围以内。本实用新型的保护范围由附属的权利要求书及其等效范围所界定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
