1.本实用新型涉及一种保温容器检测设备,特别涉及一种气压式保温容器的半自动密封性检测装置。
背景技术:
2.气压式保温容器是根据空气压缩原理设计的。使用时,当顶部的揿压器受压,气泵中的空气就会通过瓶塞的孔眼压进瓶胆内,使瓶内的空气受到压缩从而使瓶内的水从排水管经瓶嘴自动流出。因此气压保温容器的密封性好坏直接影响产品出水和保温性能,并和出水效果和使用感受直接关联。故在生产过程中对气压保温容器的密封性能的检测是保证气压保温容器质量的最基本检测项目。目前气压式保温容器的密封性检测基本以依靠纯手工检测为主,传统的加工工艺检测精度较差,劳动强度大,效率低,特别是用人力操作存在着许多无法克服的缺陷,如产品的检测为人力操作,因人为因素而造成产品质量不稳定并且控制不好产品统一的公差范围。所以市场要求有更多的创新检测设备及工艺投入生产。
技术实现要素:
3.本实用新型的目的是针对已有技术中存在的不足,提供一种气压式保温容器的半自动密封性检测装置。本实用新型的气压式保温容器的半自动密封性检测装置包括:机架、定位机构、下压检测机构与电器控制系统。定位机构由立柱、横梁、定位块、顶板、支撑柱组成。下压检测机构由量气头、复位弹簧、电缸、压力传感器组成。其特征在于所述定位机构经横梁、立柱安装在机架之上。下压检测机构的量气头设置在定位块的定位孔内,定位块安装在横梁上。量气头底部设有一复位弹簧。下压检测机构设有一步进电机经电机固定块安装在顶板上。顶板经支撑柱与横梁固定。步进电机驱动电缸上下移动。下压压头安装于电缸的丝杆底部。下压压头位于被测的气压式保温容器顶部的揿盖板或揿盖的垂直受力中心线的上方。被测的气压式保温容器放置在定位块内,被测的气压式保温容器底部呈悬空状态。被测的气压式保温容器的出水口与量气头顶部相抵。当测量时,步进电机驱动电缸使下压压头下行作用于被测的气压式保温容器的揿盖板或揿盖。通过向被测的气压式保温容器的泵体内加压及保压进行密封性检测。量气头尾部经气管与压力传感器相连,压力传感器与电器控制系统电路相连。电器控制系统安装于机架的下方。电器控制系统设有预设程序。报警灯与电器控制系统电路连接。当被测的气压式保温容器内部的上限压力值或泄漏压力值达不到程序预设压力,电器控制系统的自动报警装置被启动。
4.所述量气头中心线上设有一出气孔。量气头顶部为半球状,量气头的材质为硅胶。硬度为邵氏硬度60~90度之间。定位块的定位孔内设有一台阶,量气头在复位弹簧的作用下被台阶限制在定位孔内,测量时量气头与气压式保温容器的出水口之间自动保持密封状态。
5.所述定位块为腔体。采用仿形雕刻制作,材料为尼龙,定位块外侧设有定位环。即能满足检测时产品的稳定性又能满足不同大小、规格型号产品快速换产的需求。
6.所述步进电机具有调速设置。当下压压头下行至被测产品的加压最大时,下压压头不再下行超过死点,避免因下压过头导致产品变形而影响检测的准确性。
7.所述顶板的下表面设有原点感应开关与上限位感应开关。电机固定块与顶板上设有可调定位,满足不同规格、形状的气压式保温容器产品的检测需求。
8.本实用新型的优点是解决了人力操作劳动强度大、检测精度差的问题,特别是模拟产品在实际使用环境和状态下进行的自动测试,使检测结果与实际用效果更接近、更精确。本发明通过与机械手自动上下料配合,可实现了自动检测作业,节省了操作人员,降低了生产成本,提高产品的品质与生产效率。
附图说明
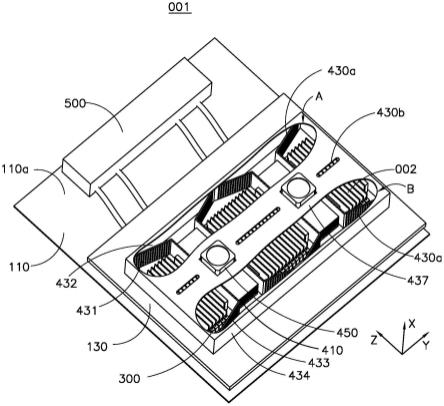
9.图1本实用新型的的结构示意图;
10.图2气压式保温容器放置在定位块内的剖视结构示意图。
11.图中:1机架、2定位机构、3下压检测机构,4电器控制系统、5报警灯、6横梁、7立柱、8量气头、9定位块、10复位弹簧、11步进电机、12电缸、13电机固定块、14顶板、15支撑柱、16下压压头、17气管、18压力传感器、19定位孔、20气压式保温容器、21泵体、22出水口、23定位环。
具体实施方式
12.下面结合附图进一步说明本实用新型的实施例:
13.参见图1、图2,本实施例包括:机架1、定位机构2、下压检测机构3与电器控制系统4,定位机构2由立柱7、横梁6、定位块9、顶板14、支撑柱15组成。下压检测机构3由量气头8、复位弹簧10、电缸12、压力传感器18组成。所述定位机构2经横梁6、立柱7安装在机架1之上。下压检测机构3的量气头8设置在定位块9的定位孔19内。定位块9安装在横梁6上。量气头8底部设有一复位弹簧10,量气头8中心线上设有一出气孔,量气头8顶部为半球状,量气头8的材质为硅胶,硬度为邵氏硬度60~90度之间。定位块9的定位孔19内设有一台阶,量气头8在复位弹簧10的作用下被台阶限制在定位孔19内。测量时,量气头8与气压式保温容器20的出水口22之间自动保持密封状态。下压检测机构3设有一步进电机11经电机固定块13安装在顶板14之上。顶板14经支撑柱15与横梁6固定。步进电机11驱动电缸12作上下移动。下压压头16安装于电缸12的丝杆底部。下压压头16位于被测的气压式保温容器20顶部的揿盖板或揿盖的垂直受力中心线的上方。本实施例的气压式保温容器20顶部为揿盖。气压式保温容器20放置在定位块9内并使气压式保温容器20底部呈悬空状态。定位块9为腔体,采用仿形雕刻制作,材料为尼龙。定位块9外侧设有定位环23。即能满足检测时产品的稳定性又能满足不同大小、规格型号产品快速换产的需求。被测的气压式保温容器20的出水口22与量气头8顶部相抵。当测量时,步进电机11驱动电缸12使下压压头16下行作用于被测的气压式保温容器20的揿盖。通过向被测的气压式保温容器20的泵体21加压及保压进行密封性检测。步进电机11具有调速设置,当下压压头16下行至被测产品的加压最大时,下压压头16不再下行超过死点,避免因下压过头16导致产品变形而影响检测的准确性。量气头8尾部经气管17与压力传感器18相连。压力传感器18与电器控制系统4电路相连。电器控制系统4安装于机架1的下方。报警灯5与电器控制系统4电路连接。顶板14的下表面设有原点感应开关与
上限位感应开关,电机固定块13与顶板14上设有可调定位,满足不同规格、形状的气压式保温容器产品的检测需求。电器控制系统4设有预设程序,被测的气压式保温容器20内部的上限压力值或泄漏压力值达不到程序预设压力值,电器控制系统4的自动报警装置被启动。
14.使用本实施例的检测装置检测气压式保温容器的密封性的操作为:
15.开始检测时先将待检测气压式保温容器20的肩放在定位块9内,并使待检的气压式保温容器20底部呈悬空状态。放入待检的气压式保温容器20时使其出水口与量气头8顶部半圆形球面重合,由于复位弹簧10的作用,使被测气压式保温容器20的出水口22与量气头8顶部半圆形球面之间处于密封状态。此时,监测装置根据各种产品所需的密封要求事先设定的参数自动对待检的气压式保温容器20进行密封性检测,通过向待检的气压式保温容器20的泵体21加压及保压实现密封性检测。启动本检测装置,这时步进电机11工作,驱动电缸12使下压压头16下行,下压压头16下行至下限位设定参数值,通过向待检的气压式保温容器20的泵体21加压及保压保持一段时间,使下压检测机构3根据产品所需的密封要求对待检的气压式保温容器20进行密封性检测;密封性检测后,对于合格的产品测试程序结束,下压压头16上行,取下已经完成检测的气压式保温容器20放入流水线的下一道工序,再次放入下一个待检的气压式保温容器20进入下一轮循环生产,对于不合格的产品,下压检测机构3通过电器控制系统4的报警灯5自动报警。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。