1.本实用新型属于面食加工生产技术领域,具体涉及一种花卷分切成型装置及分切成型机。
背景技术:
2.花卷是经典的家常面食之一,传统的采用纯手工制作方法适合家庭小批量的制作,无法适应于大批量的商业应用;虽然随着科技的进步,出现了大批量的中小型设备,能够进行自动和面、制卷等工作,但是在花卷成型时仍需要人工制成花卷,会导致生产效率较为低下,生产效率与工人的熟练度有关,并且人工成本高,受到工人的流动性影响较大,生产规模难以有效提高。
3.中国专利cn209806972u公开了一种带有下料组件的花卷成型机,起仅仅能够满足前期的制卷工作,无法对后续的花卷成型进行自动化生产,后期需要大量的工人进行人工拧制花卷。
4.中国专利cn111838241a一种食品加工用花卷成型机和中国专利cn111887272a一种条形花卷制作机均公开了针对部分工序实现机械化的机械设备,难以满足整体的自动化制卷工作。
5.针对目前花卷制作过程难以在最终的成型阶段实现自动分切、自动成型的问题,有必要进行了新的设备的研发。
技术实现要素:
6.本实用新型目的是针对上述存在的问题和不足,提供一种花卷分切成型装置及分切成型机,其结构设计合理,能够大大提高产品的生产效率,并且实现设备的自动化作业,降低了生产成本,同时避免因为工人的熟练度、工人的流动性造成的生产效率和质量不可控的问题。
7.为实现上述目的,所采取的技术方案是:
8.一种花卷分切成型装置,用于对传送带上的棒状面卷进行分切,包括两相对设置在所述传送带上的分切单元和设置在两所述分切单元之间的吹扫单元;
9.所述分切单元包括:
10.第一支架,所述第一支架布设在所述传送带上方;
11.分切驱动部,所述分切驱动部布设在所述第一支架上;以及
12.切刀,所述切刀设置在所述分切驱动部的输出端,所述分切驱动部驱动所述切刀沿既定方向往复动作;所述切刀往复运动的既定方向与竖直方向呈夹角布置;
13.两所述分切单元上的两切刀呈v型布置,所述吹扫单元用于将两切刀分切出的余料吹离传送带。
14.其有益效果是:本技术通过两个切刀能够对花卷的两端的端面进行定型分切,形成倾斜的斜面,并对两切刀之间多余的余料进行吹扫,在两切刀的带动下,余料会随切刀飞
起一定的高度,从而与传送带脱离,避免传送带对余料造成粘连或摩擦,吹扫单元能够对飞起的余料吹向传送带的一侧,余料可以进一步的回收、制卷再利用;本技术能够保障花卷的成型过程中的自动化作业,使得传送带上连续的棒状面卷形成间隔布置的花卷坯料,更能保障花卷坯料的端面形状。
15.根据本实用新型花卷分切成型装置,优选地,所述第一支架包括:
16.固定架,其固定设置在所述传送带的机架上;以及
17.倾斜设置在所述固定架上的导轨架,所述切刀后端设置有第一导轨杆,所述导轨架上设置有与所述第一导轨杆匹配的第一导轨槽,所述分切驱动部设置在所述导轨架上。
18.上述结构的设计,可以有效的保障切刀的运行轨迹,使得其能够平稳有序的进行直线往复运动,更便于分切驱动部的布置,同时也方便通过导轨架的设置有效调整切刀的倾斜角度。
19.根据本实用新型花卷分切成型装置,优选地,所述分切驱动部为气缸、液压缸或电动推杆;或
20.所述分切驱动部包括第一驱动电机、设置在所述第一驱动电机的输出端的第一转盘和偏心铰接设置在所述第一转盘上的第一驱动臂,所述第一驱动臂的另一端与所述第一导轨杆铰接。
21.根据生产需要,可以针对分切驱动部的类型进行适应性选择,以保障两个分切单元的同步动作,可以根据装配的合理性、控制的便捷性和精确性来进行相应的分切驱动部的选择和装配。
22.根据本实用新型花卷分切成型装置,优选地,所述导轨架上设置有调节槽,所述固定架上设置有与调节槽对应的两连接螺杆,所述连接螺杆上设置有紧固螺母。
23.为了保障切刀能够对棒状面卷进行有效的分切,避免余料与棒状面卷之间发生黏连没有切断的情况发生,本技术可以针对导轨架进行调节,在保障原有切刀轨迹不变的前提下,对切刀的运行最低点进行适应性的调整。
24.根据本实用新型花卷分切成型装置,优选地,所述吹扫单元包括:
25.第二支架,所述第二支架设置在所述传送带的其中一侧;
26.吹扫管,其固定设置在所述第二支架上,所述吹扫管的出气端对应设置在两切刀之间;以及
27.气源,所述吹扫管与所述气源连通。
28.本技术的吹扫单元的布置能够使得余料得以有效的分离出去,保障传送带后侧的花卷为间隔分布,并没有余料滞留于传送带上,是实现自动化生产的有效保障,其结构设计合理,通过相对简单的结构与分切单元配合,实现有效的配合,提高作用效果。
29.根据本实用新型花卷分切成型装置,优选地,还包括压杆,所述压杆跨设在所述传送带上放,在各所述切刀的后侧均设置有压杆,所述压杆用于限制对应位置的花卷面料翘起。
30.上述结构中的压杆能够对切刀后侧的面卷进行一定的按压,避免随着切刀的升起而翘起;本技术中的两切刀之间的区域定义为各切刀的前面,各切刀的另一侧定义为切刀的后侧。
31.根据本实用新型花卷分切成型装置,优选地,所述切刀往复运动的既定方向与竖
直方向呈夹角β布置,0
°
<β≤60
°
。
32.根据花卷的成型要求,可以对切刀的运行的既定方向进行调整,在合理的区间内进行角度的设计均可,如根据花卷的尺寸的大小的不同,对于其端面的倾角可以进行适应性的调整。
33.一种分切成型机,包括:
34.机架;
35.传送带,其布设在所述机架上;
36.制卷装置,其设置在所述传送带的上料端,所述制卷装置用于将面料制成棒状面卷,并喂料至所述传送带上;
37.如上述的花卷分切成型装置,所述花卷分切成型装置用于对棒状面卷进行分切成型;
38.余料回收桶,所述余料回收桶与所述吹扫单元左右对应布设在所述传送带的两侧,所述余料回收桶用于接收吹扫单元吹落的余料;以及
39.定型单元,所述定型单元包括第三支架、竖压板和设置在所述第三支架上的定型驱动部,所述定型驱动部驱动所述竖压板上下往复动作;所述定型单元用于对花卷的中部进行按压定型。
40.上述结构中的制卷装置可以采用现有技术中的结构,该技术相对成熟;本技术通过花卷分切成型装置、定型单元等部件的设置,使得花卷的后续成型工艺得以实现自动化,从而实现本技术所要解决的花卷的全流程自动化生产的目的。
41.根据本实用新型分切成型机,优选地,还包括平压板,所述平压板与所述竖压板通过连接架固定连接,所述平压板和所述竖压板同步动作。
42.平压板可以对花卷进行进一步的按压整形,使得其高度一致,并相对密实,且对其外形具有重塑作用。
43.根据本实用新型分切成型机,优选地,所述定型驱动部为气缸、液压缸或电动推杆;或
44.所述定型驱动部包括第二驱动电机、设置在所述第二驱动电机的输出端的第二转盘和偏心铰接设置在所述第二转盘上的第二驱动臂,所述竖压板的上端设置有第二导轨杆,所述第三支架上设置有与所述第二导轨杆对应的第二导轨槽,所述第二驱动臂的下端部与所述第二导轨杆铰接。
45.定型驱动部的结构与分切驱动部的结构可以保持一致,保障整个生产系统的一致性,具有相同的效果,并且便于后期维护。
附图说明
46.为了更清楚地说明本实用新型实施例的技术方案,下文中将对本实用新型实施例的附图进行简单介绍。其中,附图仅仅用于展示本实用新型的一些实施例,而非将本实用新型的全部实施例限制于此。
47.图1为本实用新型实施例的花卷分切成型装置的结构示意图。
48.图2为本实用新型实施例的两分切单元的对位布置结构示意图。
49.图3为本实用新型实施例的分切单元的立体结构示意图。
50.图4为本实用新型实施例的吹扫单元的结构示意图。
51.图5为本实用新型实施例的分切成型机的结构示意图。
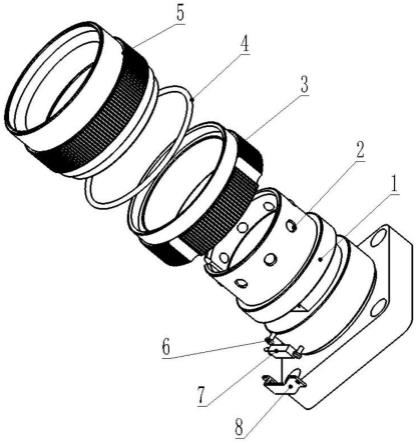
52.图6为本实用新型实施例的定型单元的结构示意图。
53.图中序号:
54.100为传送带;
55.200为分切单元、201为第一支架、2011为固定架、2012为导轨架、202为第一驱动电机、203为第一转盘、204为第一驱动臂、205为切刀、206为第一导轨杆、207为第一导轨槽、208为调节槽、209为连接螺杆、210为压杆;
56.300为吹扫单元、301为第二支架、302为吹扫管;
57.400为余料回收桶;
58.500为定型单元、501为第三支架、502为竖压板、504为平压板、505为连接架、506为第二驱动电机、507为第二转盘、508为第二驱动臂、509为第二导轨杆、510为第二导轨槽。
具体实施方式
59.下文中将结合本实用新型具体实施例的附图,对本实用新型实施例的示例方案进行清楚、完整地描述。除非另作定义,本实用新型使用的技术术语或者科学术语应当为所属领域内具有一般技能的人士所理解的通常意义。
60.在本实用新型的描述中,需要理解的是,“第一”、“第二”的表述用来描述本实用新型的各个元件,并不表示任何顺序、数量或者重要性的限制,而只是用来将一个部件和另一个部件区分开。
61.应注意到,当一个元件与另一元件存在“连接”、“耦合”或者“相连”的表述时,可以意味着其直接连接、耦合或相连,但应当理解的是,二者之间可能存在中间元件;即涵盖了直接连接和间接连接的位置关系。
62.应当注意到,使用“一个”或者“一”等类似词语也不必然表示数量限制。“包括”或者“包含”等类似的词语意指出现该词前面的元件或物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。
63.应注意到,“上”、“下”、“左”、“右”等指示方位或位置关系的术语,仅用于表示相对位置关系,其是为了便于描述本实用新型,而不是所指装置或元件必须具有特定的方位、以特定的方位构造和操作;当被描述对象的绝对位置改变后,则该相对位置关系也可能相应的改变。
64.参见图1-图6,本技术公开了一种花卷分切成型装置,用于对传送带100上的棒状面卷进行分切,包括两相对设置在所述传送带100上的分切单元200和设置在两所述分切单元200之间的吹扫单元300;分切单元用于对棒状面卷进行间隔性的分切,从而形成花卷坯料和余料,余料通过吹扫单元吹扫离传送带。
65.具体地,如图1-图3所示,本实施例中的分切单元200包括第一支架201、分切驱动部和切刀205,第一支架201布设在所述传送带100上方;分切驱动部布设在所述第一支架201上;所述切刀205设置在所述分切驱动部的输出端,所述分切驱动部驱动所述切刀205沿既定方向往复动作;切刀往复运动的既定方向与竖直方向呈夹角布置;本实施例中的切刀205往复运动的既定方向与竖直方向呈夹角β布置,0
°
<β≤60
°
。本技术中的两分切单元200
上的两切刀呈v型布置,所述吹扫单元300用于将两切刀205分切出的余料吹离传送带。本技术通过两个切刀的设计能够对花卷的两端的端面进行定型分切,形成倾斜的斜面,并对两切刀之间多余的余料进行吹扫。
66.在工作过程中两切刀同步往复动作,当两个切刀向下完成裁切动作后,同步升起,此时会带动余料一起脱离传送带,飞起一定的高度,从而与传送带脱离,避免传送带对余料造成粘连或摩擦;此时,吹扫单元能够对飞起的余料提供一个侧向的作用力,从而吹向传送带的一侧,余料可以进一步的回收、制卷再利用;本技术能够保障花卷的成型过程中的自动化作业,使得传送带上连续的棒状面卷形成间隔布置的花卷坯料,更能保障花卷坯料的端面形状。
67.为了提高整体结构的适配性,更便于进行装配和调节,本技术的第一支架201包括固定架2011和倾斜设置在所述固定架上的导轨架2012,固定架2011固定设置在所述传送带100的机架上;切刀205后端设置有第一导轨杆206,所述导轨架2012上设置有与所述第一导轨杆206匹配的第一导轨槽207,所述分切驱动部设置在所述导轨架2012上。通过第一导轨槽和第一导轨杆的匹配滑动为切刀的定向往复运动提供有效的限位,可以有效的保障切刀的运行轨迹,使得其能够平稳有序的进行直线往复运动,更便于分切驱动部的布置,同时也方便通过导轨架的设置有效调整切刀的倾斜角度。
68.本技术的分切驱动部可以采用气缸、液压缸或电动推杆,从而实现切刀的直线往复运动。
69.如图1和图2中所示,本实施例中所采用的分切驱动部包括第一驱动电机202、设置在所述第一驱动电机202的输出端的第一转盘203和偏心铰接设置在所述第一转盘203上的第一驱动臂204,所述第一驱动臂204的另一端与所述第一导轨杆206铰接。第一驱动电机的输出端带动第一转盘旋转,由于第一驱动臂的偏心铰接设置,并且第一驱动臂与第一导轨杆的铰接设置,可以将第一转盘的旋转运动转换为切刀的直线往复运动,结构运行稳定。
70.在上述不同的分切驱动部的结构中,根据生产需要,可以进行不同类型结构的适应性选择,以保障两个分切单元的同步动作,还可以根据装配的合理性、控制的便捷性和精确性来进行相应的分切驱动部的选择和装配。
71.为了保障切刀能够对棒状面卷进行有效的分切,避免余料与棒状面卷之间发生黏连没有切断的情况发生,本实施例的导轨架2012上设置有调节槽208,如图1和图2中的结构所示,在固定架2011上设置有与调节槽208对应的两连接螺杆209,所述连接螺杆209上设置有紧固螺母。当需要进行高度调节时,松开紧固螺母,移动导轨架,由于两个连接螺杆的限位,导轨架仅能够进行与切刀的行进方向平行的直线调节,从而不会改变切刀的倾角。本技术可以针对导轨架进行调节,在保障原有切刀轨迹不变的前提下,对切刀的运行最低点进行适应性的调整。当根据不同的产品端面的倾角需要进行调节时,可以对固定架和导轨架进行重新支座,进而满足要求,还可以对其中一个连接螺杆的水平位置进行调节,从而使得两个连接螺杆之间的直线与水平面之间的夹角发生改变,达到切刀的倾角调节的目的。
72.吹扫单元是余料卸料的关键结构,其能够保障随后的传送带上进油花卷坯料间隔分布,从而便于后续的自动化作业,如图4所示,本实施例中的吹扫单元300包括第二支架301、吹扫管302和气源,所述第二支架301设置在所述传送带100的其中一侧;吹扫管302固定设置在所述第二支架301上,所述吹扫管302的出气端对应设置在两切刀205之间;所述吹
扫管302与所述气源连通。工作时,吹扫管可以持续不断的吹气,由于余料往往会被带起一定的高度,所以吹扫管的吹气位置并非直接对应于与传送带贴合时的余料,而是对应于飞起时的余料,从而避免传送带造成的摩擦和粘结作用。
73.本技术的吹扫单元的布置能够使得余料得以有效的分离出去,保障传送带后侧的花卷为间隔分布,并没有余料滞留于传送带上,是实现自动化生产的有效保障,其结构设计合理,通过相对简单的结构与分切单元配合,实现有效的配合,提高作用效果。
74.为了避免切刀的抬升过程中对棒状面卷或花卷坯料带起,本技术还设置有压杆210,所述压杆210跨设在所述传送带100上放,在各所述切刀205的后侧均设置有压杆210,所述压杆210用于限制对应位置的花卷面料翘起,在工作时,上述结构中的压杆能够对切刀后侧的面卷进行一定的按压,避免随着切刀的升起而翘起;本技术中的两切刀之间的区域定义为各切刀的前面,各切刀的另一侧定义为切刀的后侧。
75.如图5所示,本技术还公开了一种分切成型机,包括机架、传送带100、制卷装置、如上述的花卷分切成型装置、余料回收桶400和定型单元500,传送带100布设在所述机架上;制卷装置设置在所述传送带100的上料端,所述制卷装置用于将面料制成棒状面卷,并喂料至所述传送带100上;所述花卷分切成型装置用于对棒状面卷进行分切成型;所述余料回收桶400与所述吹扫单元300左右对应布设在所述传送带100的两侧,所述余料回收桶400用于接收吹扫单元300吹落的余料;如图6所示,所述定型单元500包括第三支架501、竖压板502和设置在所述第三支架501上的定型驱动部,所述定型驱动部驱动所述竖压板502上下往复动作;所述定型单元用于对花卷的中部进行按压定型。
76.上述结构中的制卷装置可以采用现有技术中的结构,该技术相对成熟,故不再重述,当需要在加入葱花等佐料时,可以制卷过程中添加;本技术通过花卷分切成型装置、定型单元等部件的设置,使得花卷的后续成型工艺得以实现自动化,从而实现本技术所要解决的花卷的全流程自动化生产的目的。
77.进一步地,本技术还包括平压板504,所述平压板504与所述竖压板502通过连接架505固定连接,所述平压板504和所述竖压板502同步动作。平压板504可以对花卷进行进一步的按压整形,使得其高度一致,并相对密实,且对其外形具有重塑作用。
78.具体工作时,竖压板能够对花卷坯料的中部进行按压,从而形成中部有凹痕的花卷,平压板能够对花卷进行进一步的整形,使得更为方正有型,避免花卷过于松散,方便后续的蒸制。
79.本技术的定型驱动部的结构与分切驱动部的结构可以采用一样的结构形式。即定型驱动部可以采用气缸、液压缸或电动推杆。本实施例附图6中示出的定型驱动部的结构包括第二驱动电机506、设置在所述第二驱动电机506的输出端的第二转盘507和偏心铰接设置在所述第二转盘507上的第二驱动臂508,所述竖压板502的上端设置有第二导轨杆509,所述第三支架501上设置有与所述第二导轨杆509对应的第二导轨槽510,所述第二驱动臂508的下端部与所述第二导轨杆509铰接。定型驱动部的结构与分切驱动部的结构可以一致,保障整个生产系统的一致性,具有相同的效果,并且便于后期维护。
80.现有技术中的花卷生产工艺是面团和好后,上机压制若干遍,然后将面带放置到有宽度和厚度限制的制皮机上,将面带压至宽度和厚度合适的光滑面带,在面带上均匀播散香葱后将面带卷成面肠,然后通过高速切刀将面肠切成30毫米左右宽度的块,最后由人
工使用专用工具(卷针)拧制花卷,熟练工每分钟最多可以拧制25个,每台机器需要8个拧制员工,每人每班的工资大概为250元左右,即每台设备每班仅拧制员工的工资就需要2000元。
81.本技术的花卷自动成型机,无需拧制工人;产品一致性好,避免了人为造成差异;人工效率高,劳动强度小;每台每班节约用工8人,每天节约16人,每人每班250元左右,每月生产26天,每年大概可以节约124.8万元。
82.上文已详细描述了用于实现本实用新型的较佳实施例,但应理解,这些实施例的作用仅在于举例,而不在于以任何方式限制本实用新型的范围、适用或构造。本实用新型的保护范围由所附权利要求及其等同方式限定。所属领域的普通技术人员可以在本实用新型的教导下对前述各实施例作出诸多改变,这些改变均落入本实用新型的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。