1.本实用新型涉及锂电池极耳焊接技术领域,具体为一种应用于高功率锂电池极耳镭射焊接组件。
背景技术:
2.在锂电池组生产过程中,需要将极耳折弯、辊压整平,使其紧贴在汇流板铜片上,最后将极耳与汇流板铜片(即电芯)焊接在一起,但是现有的焊接设备对镭射头(即镭射压爪机构)将极耳压紧在电芯表面时,容易出现镭射头的压爪撞击极耳,造成极耳损坏;且镭射头不具有快速拆卸功能,造成根据不同产品型号更换不同的镭射压爪机构的操作麻烦,为此,我们推出一种应用于高功率锂电池极耳镭射焊接组件。
技术实现要素:
3.本实用新型的目的在于提供一种应用于高功率锂电池极耳镭射焊接组件,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种应用于高功率锂电池极耳镭射焊接组件,包括由支撑驱动组件驱动的振镜焊接模块和安装板,所述振镜焊接模块的两侧设有ccd同步检测模块,安装板的顶部设有吸尘罩,吸尘罩通过软管连接于吸尘装置的吸尘口,所述安装板的两侧还安装有喷头,所述喷头通过水管与水冷装置的出水口连接;
5.所述安装板的前端中部安装有镭射压爪机构,所述镭射压爪机构包括固定在安装板前端中部的绝缘座以及安装在绝缘座前端的上下四组等间距分布的压爪,所述绝缘座前端两侧设有导轴,且压爪两端套接在对应的导轴上,导轴上套接有位于压爪和绝缘座之间的缓冲弹簧。
6.绝缘座通过螺栓固定在安装板前端中部,且绝缘座后端的定位销插入至安装板前端的定位孔内。
7.与现有技术相比,本实用新型的有益效果是:本实用新型当支撑驱动组件将镭射压爪机构驱动至锂电池组一面的对应位置处时,镭射压爪机构上的压爪将极耳压紧在锂电池组的电芯表面,此时,通过缓冲弹簧的设置,可有效防止压爪撞击极耳,避免对极耳造成损坏。
8.绝缘座通过螺栓固定在安装板前端中部,且绝缘座后端的定位销插入至安装板前端的定位孔内,这样可实现绝缘座的快速安装拆卸,更换镭射压爪机构时拆掉螺栓整体更换即可,使得镭射压爪机构为快拆组件,根据不同产品型号快换镭射压爪机构。
9.通过支撑驱动组件的设置,可驱动镭射压爪机构将极耳与电芯压紧,操作简单,方便,效率高。
10.通过载具定位旋转机构的设置,可实现对锂电池组的快速旋转换位,有利于提高其两面的焊接效率。
11.在焊接的同时,吸尘装置工作,对焊接产生的烟尘进行吸收,且同时,水冷装置通
过喷头进行喷水,对焊接产生的高温进行降温。
附图说明
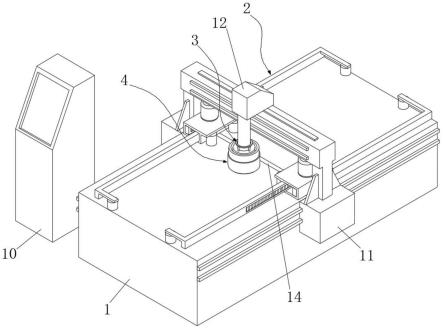
12.图1为本实用新型整体的立体结构示意图;
13.图2为本实用新型焊接机箱拆卸后的立体结构示意图;
14.图3为本实用新型支撑驱动组件和上倍速链输送线的立体结构示意图;
15.图4为本实用新型第一电机、第三电机安装的立体结构示意图;
16.图5为本实用新型第一电机、第二电机、第一驱动箱安装的立体结构示意图;
17.图6为本实用新型镭射压爪机构安装的立体结构示意图;
18.图7为本实用新型镭射压爪机构的立体结构示意图;
19.图8为本实用新型图7的另一视角的立体结构示意图;
20.图9为本实用新型载具定位旋转机构的立体结构示意图。
21.图中:1、焊接机箱;2、水冷装置;3、吸尘装置;4、上倍速链输送线;5、下倍速链输送线;6、激光器;7、软管;8、锂电池组;9、支撑板;10、支架;11、载具定位旋转机构;110、活塞杆;111、气缸;112、气缸固定板;113、光杆;114、旋转气缸;115、夹持头;12、工控机;13、第三导轨;14、托盘;15、第一导轨;16、第一丝杆;17、z轴伺服升降平台;18、第一电机;19、底板;20、第三电机;21、第二导轨;22、防护罩;23、x轴伺服位移平台;24、y轴伺服位移平台;25、吸尘罩;26、振镜焊接模块;27、第二驱动箱;28、第二驱动块;29、第二电机;30、第一驱动块;31、第一驱动箱;32、ccd同步检测模块;33、镭射压爪机构;331、绝缘座;332、压爪;333、导轴;334、缓冲弹簧;34、安装板;35、氮气保护管接口;36、喷头;37、轴承座;38、第一皮带。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.请参阅图1-9,本实用新型提供一种技术方案:一种应用于高功率锂电池极耳镭射焊接组件,包括由支撑驱动组件驱动的振镜焊接模块26和安装板34,所述振镜焊接模块26的两侧设有ccd同步检测模块32,安装板34的顶部设有吸尘罩25,吸尘罩25通过软管7连接于吸尘装置3的吸尘口,所述安装板34的两侧还安装有喷头36,所述喷头36通过水管与水冷装置2的出水口连接;
24.所述安装板34的前端中部安装有镭射压爪机构33,所述镭射压爪机构33包括固定在安装板34前端中部的绝缘座331以及安装在绝缘座331前端的上下四组等间距分布的压爪332,所述绝缘座331前端两侧设有导轴333,且压爪332两端套接在对应的导轴333上,导轴333上套接有位于压爪332和绝缘座331之间的缓冲弹簧334。
25.当支撑驱动组件将镭射压爪机构33驱动至锂电池组8一面的对应位置处时,镭射压爪机构33上的压爪332将极耳压紧在锂电池组8的电芯表面,此时,通过缓冲弹簧334的设置,可有效防止压爪332撞击极耳,避免对极耳造成损坏。
26.绝缘座331通过螺栓固定在安装板34前端中部,且绝缘座331后端的定位销插入至
安装板34前端的定位孔内,这样可实现绝缘座331的快速安装拆卸,更换镭射压爪机构33时拆掉螺栓整体更换即可,使得镭射压爪机构33为快拆组件,根据不同产品型号快换镭射压爪机构33;
27.所述支撑驱动组件设置于焊接机箱1内部左侧,且焊接机箱1的内部右侧设有用于输送锂电池组8的上倍速链输送线4和下倍速链输送线5;
28.锂电池组8放置在上倍速链输送线4和下倍速链输送线5上的托盘14上。
29.所述支撑驱动组件包括支撑板9、支撑板9左端滑接的z轴伺服升降平台17、z轴伺服升降平台17上端的底板19、底板19上端滑接的x轴伺服位移平台23以及x轴伺服位移平台23上端滑接的y轴伺服位移平台24,振镜焊接模块26和安装板34安装在y轴伺服位移平台24上端。
30.所述上倍速链输送线4的上方通过支架10安装有载具定位旋转机构11,载具定位旋转机构11包括支架10上方的气缸111、气缸111的活塞杆110底部连接的旋转气缸114以及旋转气缸114输出端连接的夹持头115,所述支架10上端侧边安装有激光器6和工控机12。
31.所述气缸111固定在气缸固定板112的上端中部,且气缸固定板112下端的四个拐角处连接的光杆113贯穿支架10顶部后连接有升降板,且旋转气缸114安装在升降板的下端中部,所述活塞杆110底部贯穿支架10顶部后连接于升降板上端中部。
32.所述支撑板9左端底部安装有第一电机18,第一电机18输出端的第一皮带轮通过第一皮带38连接于第一丝杆16底部的第二皮带轮,所述第一丝杆16上端螺接并贯穿z轴伺服升降平台17后连接于支撑板9上的轴承座37;
33.所述支撑板9左端两侧固定有第一导轨15,且z轴伺服升降平台17滑接于第一导轨15;
34.所述底板19的上端两侧固定有第二导轨21,且x轴伺服位移平台23底部滑接于第二导轨21,所述底板19的上端中部设有第一驱动箱31和第二电机29;
35.所述第二电机29输出端的第三皮带轮通过第二皮带连接于第二丝杆末端的第四皮带轮,第二丝杆设置于第一驱动箱31内部,且第二丝杆驱动有第一驱动块30,第一驱动块30的两侧经由第一驱动箱31侧边预留的开口槽伸出后固定连接于x轴伺服位移平台23的底部;
36.所述第三皮带轮、第二皮带和第四皮带轮的外侧设有防护罩22;
37.所述x轴伺服位移平台23的上端两侧固定有第三导轨13,y轴伺服位移平台24底部滑接于第三导轨13;
38.所述x轴伺服位移平台23的上端中部安装有第三电机20和第二驱动箱27,第三电机20输出端连接于第二驱动箱27内部的第三丝杆,且第三丝杆驱动有第二驱动块28,第二驱动块28的两侧经由第二驱动箱27侧边预留的开口槽伸出后固定连接于y轴伺服位移平台24底部的底部。
39.具体的,使用时,工控机12用于控制水冷装置2、吸尘装置3、上倍速链输送线4、下倍速链输送线5、激光器6、振镜焊接模块26、ccd同步检测模块32、气缸111、旋转气缸114、第一电机18、第二电机29以及第三电机20的工作;
40.锂电池组8放置在上倍速链输送线4上的托盘14上,使得上倍速链输送线4将托盘14上的锂电池组8运输至焊接机箱1中,随后,第一电机18、第二电机29以及第三电机20分别
工作,分别带动z轴伺服升降平台17在z轴方向上进行上下移动、x轴伺服位移平台23在x轴方向上进行移动、y轴伺服位移平台24在y轴方向上进行移动,从而最终使得镭射压爪机构33的压爪332正对着锂电池组8的极耳,将极耳与电芯压紧在一起;
41.此时,激光器6发出激光,使得激光透过振镜焊接模块26对极耳与锂电池组8的电芯进行焊接,ccd同步检测模块32用于检测实时检测焊点质量;
42.当锂电池组8的电芯单面焊接完成后,气缸111的活塞杆110伸出,使得旋转气缸114下移,直至夹持头115与锂电池组8顶部接触,并使得夹持头115将锂电池组8夹持住,随后气缸111的活塞杆110回缩,旋转气缸114通过夹持头115将锂电池组8夹起,并完成锂电池组8的旋转换位;
43.然后,气缸111的活塞杆110伸出,使得旋转气缸114下移,直至锂电池组8底部与托盘14接触,并使得夹持头115不再夹持锂电池组8,最终使得锂电池组8重新放置于托盘14上;
44.此时,激光器6再次发出激光,使得激光透过振镜焊接模块26对另一面的极耳与锂电池组8的电芯进行焊接,ccd同步检测模块32用于检测实时检测焊点质量。
45.压爪332为4组,由镭射范围而定,镭射压爪机构33由yz两轴驱动,振镜焊接模块26前端预留氮气保护管接口35。
46.在焊接的同时,吸尘装置3工作,对焊接产生的烟尘进行吸收,且同时,水冷装置2通过喷头36进行喷水,对焊接产生的高温进行降温。
47.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。