1.本发明涉及卡箍技术领域,尤其涉及一种窄槽卡箍衬板及其加强型卡箍。
背景技术:
2.v型卡箍用于法兰连接上,其一般由箍带和多个v型衬板构成,v型衬板焊接在箍带的内壁上,当将箍带的两端锁紧后,多个v型衬板将最终会箍紧法兰达到密封效果。
3.v型衬板一般是由金属板材采用液压或冷弯成形,v型衬板的所有截面是相同的。在焊接时,一般采用电焊的形式将v型衬板的底壁与箍带进行焊接,但焊接时,需要两个零部件之间具有足够的接触面积,即v型衬板底壁的宽度要足够宽。但一般v型衬板底壁的宽度是根据所要连接的法兰尺寸来决定的,而随着成本的竞争,在要求不高的情况下主机厂将会采用钢管翻边的形式来替代法兰结构,因此与之匹配的v型卡箍其v型衬板的底壁就变的很窄。一旦v型衬板的底壁较窄,比如底壁宽度小于4mm时,其会导致焊点接触面积不足,焊接拉脱力太小,进而导致在卡箍受力时,箍带与v型衬板间的焊点容易脱焊。
4.此外,窄槽v型衬板直接焊接,由于焊接面积过小且是圆弧接触,容易在焊接时造成接触不良,且存在火星飞溅现象,从而导致在v型衬板焊点处有积瘤或飞溅毛刺,所谓飞溅毛刺即飞溅出的液体金属附着在板材表面凝固后形成毛刺,从而影响v型衬板的密封性。
5.因此,结合上述存在的技术问题,有必要提出一种新的技术方案。
技术实现要素:
6.本发明的目的在于提供一种窄槽卡箍衬板及其加强型卡箍,通过在衬板的底壁处设置若干个焊接凸台作为衬板的点焊位置,焊接凸台的尺寸大于底壁的宽度,进而增加焊点的接触面积,从而保证衬板与箍带焊接时的牢靠性,同时焊接时还不容易出现火星飞溅现象,保证焊接质量的同时还有效提高卡箍衬板的密封效果。
7.为了实现发明目的,本发明提供了一种窄槽卡箍衬板,其为呈弧状的槽形板,所述窄槽卡箍衬板包括底壁和两个对称设置的侧壁,所述侧壁的一侧与所述底壁连接,两个所述侧壁与所述底壁之间形成v型槽,所述底壁的外侧设置有若干个焊接凸台,所述焊接凸台的尺寸大于所述底壁的宽度。
8.进一步的,所述焊接凸台的截面形状为圆形或多边形。
9.进一步的,若干个所述焊接凸台沿所述窄槽卡箍衬板的长度方向间隔分布。
10.进一步的,所述侧壁远离所述底壁的一侧向外延伸有延伸壁。
11.进一步的,所述侧壁与所述底壁之间平滑过渡;和/或所述延伸壁与所述侧壁之间平滑过渡。
12.进一步的,所述底壁的宽度小于4mm。
13.进一步的,所述窄槽卡箍衬板为一体成型。
14.本发明还提供了一种卡箍,其包括箍带和若干个上述的窄槽卡箍衬板,所述箍带的两端能够通过紧固组件紧固连接,所述窄槽卡箍衬板的底壁通过所述焊接凸台与所述箍
带的内壁焊接,若干个所述窄槽卡箍衬板之间间隔设置。
15.进一步的,其包括三个所述窄槽卡箍衬板。
16.进一步的,所述紧固组件包括t型螺栓、t型套管以及螺母,所述t型螺栓包括横杆部和螺杆部,所述箍带的一端卷头套设在所述横杆部上,所述箍带对应所述螺杆部的位置设置有第一槽口,所述螺杆部穿过所述第一槽口;所述t型套管包括横支部和主管部,所述箍带的另一端卷头套设在所述横支部上,所述箍带对应所述主管部的位置设置有第二槽口,所述主管部穿过所述第二槽口;其中,在锁紧卡箍时,所述螺杆部穿过所述主管部,所述螺母套设在所述螺杆部上将所述螺杆部与所述主管部锁紧。
17.与现有技术相比,本技术的窄槽卡箍衬板及其加强型卡箍至少具有如下一个或多个有益效果:
18.本技术的窄槽卡箍衬板及其加强型卡箍,其通过在窄槽卡箍衬板的底壁外侧设置向外凸出的焊接凸台,在焊接时,可在焊接凸台处进行点焊,焊接凸台在通过大电流后将会直接与箍带熔接在一起。而且焊接时是焊接凸台与箍带直接接触,因此可以有效避免边缘其它部位与箍带接触,减少了焊接电流的分流,进而有效提高了焊接质量;同时所述焊接凸台还加大了窄槽卡箍衬板与箍带的接触面积,从而增大了焊核直径,提高了焊接拉脱力,在卡箍受力时,箍带与窄槽卡箍衬板之间的焊点不容易脱焊。此外,由于焊接面积增大,焊接凸台接触可靠,因此在焊接时不容易出现火星飞溅现象,从而在窄槽型卡箍衬板的焊点处不容易出现积瘤或飞溅毛刺,进而保证窄槽卡箍衬板的密封性。另外,由于电流密度集于焊接凸台处,电流密度大,因此在焊接时可用较小的电流进行焊接,还能可靠地形成较小的熔核,减少焊接热影响区域的大小,从而降低焊热导致的窄槽卡箍衬板变形,提高产品的可靠性和美观度。而焊接凸台的位置准确且尺寸一致,还可以保证各焊接处的强度比较均匀。另外,相比较传统的侧壁未延伸有延伸壁的卡箍衬板,在液压成型时,本实施例窄槽卡箍衬板的侧壁由于侧壁上延伸出了延伸壁,存在一定厚度,因此侧壁发生的变形更小,具有更好的密封效果。侧壁与底壁之间平滑过渡或延伸壁与侧壁之间平滑过渡,可以保证窄槽卡箍衬板能够更好的与所要锁紧部件的外壁贴合,从而进一步提高密封效果。
附图说明
19.图1为本技术实施例提供的加强型卡箍的结构示意图;
20.图2为本技术实施例提供的加强型卡箍的爆炸结构示意图;
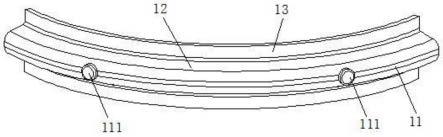
21.图3为本技术实施例提供的窄槽卡箍衬板的结构示意图;
22.图4为本技术实施例提供的窄槽卡箍衬板在非焊接凸台处的剖视结构示意图;
23.图5为本技术实施例提供的窄槽卡箍衬板在焊接凸台处的剖视结构示意图;
24.图6为本技术实施例提供的窄槽卡箍衬板与箍带之间的焊接示意图。
25.其中,1-窄槽卡箍衬板,11-底壁,111-焊接凸台,12-侧壁,13-延伸壁,2-箍带,3-紧固组件,31-t型螺栓,311-横杆部,312-螺杆部,32-t型套管,321-横支部,322-主管部,33-螺母,4-焊核。
具体实施方式
26.为更进一步阐述本发明为达成预定发明目的所采取的技术手段及功效,以下结合
附图及较佳实施例,对依据本发明的具体实施方式、结构、特征及其功效,详细说明如下。
27.实施例
28.本实施例提供了一种加强型卡箍,其主要由箍带2和若干个窄槽卡箍衬板1构成。所述箍带2的两端能够通过紧固组件3紧固连接,所述窄槽卡箍衬板1与所述箍带2的内壁之间焊接,且若干个所述窄槽卡箍衬板1之间间隔设置。
29.如图1和图2所示,图中示意性展示了一种加强型卡箍,其紧固组件3由t型螺栓31、t型套管32以及螺母33构成。所述箍带2弯曲成c形,所述箍带2的一端卷头后套设在所述t型螺栓31的横杆部311上,所述箍带2对应所述t型螺栓31的螺杆部312位置开设第一槽口,以供所述t型螺栓31的螺杆部312穿过;所述箍带2的另一端卷头后套设在所述t型套管32的横支部321上,所述箍带2对应所述t型套管32的主管部322位置开设第二槽口,以供所述t型套管32的主管部322穿过。而所述箍带2的卷头部分与所述箍带2的主体部分之间固定连接,比如通过点焊的焊接方式等,从而使所述t型螺栓31和所述t型套管32固定。在具体实施锁紧卡箍时,所述t型螺栓31的螺杆部312穿过所述t型套管32的主管部322,之后再在所述螺杆部312上套设上螺母33,通过拧紧所述螺母33将所述螺杆部312与所述主管部322锁紧。
30.而所述窄槽卡箍衬板1设置在所述箍带2的内壁。所述箍带2和所述窄槽卡箍衬板1均优选采用不锈钢材质。如图3所示,所述窄槽卡箍衬板1为呈弧状的槽形板,其包括底壁11和两个对称设置的侧壁12。所述侧壁12的一侧与所述底壁11连接,两个所述侧壁12与所述底壁11之间形成v型槽,即所述窄槽卡箍衬板1的截面形状呈底壁11较窄的平底v形,如图3至图6所示。需要说明的是,图中所示的所述侧壁12与所述底壁11之间优选平滑过渡,因此在所述侧壁12与所述底壁11的连接处外侧会形成弧形过渡面,而本技术中所描述的所述底壁11仅指代的是窄槽卡箍衬板1底部的平直部分,并不包括所述侧壁12与所述底壁11连接处形成的弧形过渡部分。在具体实施时,所述窄槽卡箍衬板1的底壁11与所述箍带2的内壁之间焊接连接,优选通过点焊的焊接方式。若干个所述窄槽卡箍衬板1沿所述箍带2的圆周方向间隔分布,且相邻的所述窄槽卡箍衬板1彼此之间端部相对,进而在所述箍带2的约束下可形成一与所述箍带2轴向相同且开口朝内的环状结构,如图1或图2所示。图中示意性展示的共间隔设置了三个窄槽卡箍衬板1,三段式衬板设计密封性能好,使用最广泛。但在具体实施时,所述窄槽卡箍衬板1的数量并不限于三个,还可以为其他任意多个。定义所述环状结构的轴线方向为所述底壁11的宽度方向,所述环状结构的圆周方向为所述底壁11的长度方向,则两个所述侧壁12分别设置在所述底壁11宽度方向的两侧。
31.在所述底壁11的外侧沿所述窄槽卡箍衬板1的长度方向间隔设置有若干个焊接凸台111。所述底壁11的宽度小于4mm,而所述焊接凸台111与所述箍带2之间接触面的尺寸要大于所述底壁11的宽度,比如假设未设置所述焊接凸台111时所述底壁11与所述箍带2之间的接触面,其在所述底壁11宽度方向上的尺寸(亦即底壁11的宽度)为d1;假设设置所述焊接凸台111后,所述焊接凸台111与所述箍带2之间的接触面,其在所述底壁11宽度方向上的尺寸为d2,则d2》d1。所述焊接凸台111的截面形状为圆形或多边形,优选为圆形。如图3所示,图中示意性展示的,在所述底壁11的外侧共设置了两个截面呈圆形的焊接凸台111,当然,在具体实施时,所述焊接凸台111的具体形状和数量均可以根据需要进行设置。优选的,所述焊接凸台111与所述窄槽卡箍衬板1为一体成型,比如可以通过冲压的方式获得。
32.通过在所述底壁11外侧设置向外凸出的焊接凸台111,在焊接时,可在所述焊接凸
台111处进行点焊,所述焊接凸台111在通过大电流后将会直接与所述箍带2熔接在一起。而且焊接时是所述焊接凸台111与所述箍带2直接接触,因此可以有效避免边缘其它部位与所述箍带2接触,减少了焊接电流的分流,进而有效提高了焊接质量;同时所述焊接凸台111还加大了窄槽卡箍衬板1与所述箍带2的接触面积,从而增大了焊核4直径,如图6所示,提高了焊接拉脱力,使得在卡箍受力时,所述箍带2与窄槽卡箍衬板1之间的焊点不容易脱焊。此外,由于焊接面积增大,所述焊接凸台111接触可靠,因此在焊接时不容易出现火星飞溅现象,从而在窄槽卡箍衬板1的焊点处不容易出现积瘤或飞溅毛刺,进而保证窄槽卡箍衬板1的密封性。另外,由于电流密度集于所述焊接凸台111处,电流密度大,因此在焊接时可用较小的电流进行焊接,还能可靠地形成较小的熔核,减少焊接热影响区域的大小,从而降低焊热导致的窄槽卡箍衬板1变形,提高产品的可靠性和美观度。而所述焊接凸台111的位置准确且尺寸一致,还可以保证各焊接处强度更加均匀。
33.在进一步的实施例中,窄槽卡箍衬板1的侧壁12在远离所述底壁11的一侧还向外延伸有延伸壁13,如图3至图6所示,这样可以使窄槽卡箍衬板1能够更好的紧扣在所要锁紧部件的外壁上。另外,相比较传统的侧壁12未延伸有延伸壁13的卡箍衬板,在液压成型时,本实施例窄槽卡箍衬板1的侧壁12由于侧壁12上延伸出了延伸壁13,存在一定厚度,因此在液压成型时所述侧壁12发生的变形更小,具有更好的密封效果。
34.更进一步的,所述延伸壁13与所述侧壁12之间平滑过渡。这样可以保证所述窄槽卡箍衬板1能够更好的与所要锁紧部件的外壁贴合,从而进一步提高密封效果。
35.在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,除了包含所列的那些要素,而且还可包含没有明确列出的其他要素。
36.在本文中,所涉及的前、后、上、下等方位词是以附图中零部件位于图中以及零部件相互之间的位置来定义的,只是为了表达技术方案的清楚及方便。应当理解,所述方位词的使用不应限制本技术请求保护的范围。
37.在不冲突的情况下,本文中上述实施例及实施例中的特征可以相互结合。
38.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。