1.本发明涉及了紧固件技术领域,具体的是一种螺柱单元、连接机构、用于压铆连接机构的模具及用于将螺柱与板材固定的方法。
背景技术:
2.随着工业的不断发展,两种相同材质的材料之间进行连接需求越来越广,尤其是两个铜件之间的连接,特别是用于导电设备里的铜件,连接后不但需要可靠的性能,也需要避免两个铜件在连接处产生空隙。
3.由于导电使用的铜件本身硬度低,不适合传统的铆接方式,目前往往使用过盈配合来实现铜件之间的连接。铜件相互变形结合后,接触面的摩擦力提供扭力和推出力,会使铜件之间连接的机械强度低,不可靠;且受铜板孔的公差的影响,螺柱外径公差影响严重,两铜件不能完美匹配,会导致连接性能极低,有脱落风险,或者导致挤压严重产生铜屑和螺柱变形,连接处的接触面难以避免空隙存在,从而影响铜件的导电性。
技术实现要素:
4.为了克服现有技术中的缺陷,本发明实施例提供了一种螺柱单元、连接机构、用于压铆连接机构的模具及用于将螺柱与板材固定的方法,其用于解决铜件之间连接性能差,接触面有空隙以影响导电性的问题。
5.本技术实施例公开了一种螺柱单元、连接机构、用于压铆连接机构的模具及用于将螺柱与板材固定的方法,该连接机构简单,只需将设定好压铆力的压铆模具作用在螺柱上,上模对弧形部施加一个力,下模上的凸圆环对板材施加一个力,使板材变形流入螺柱上扭力件的间隙中,不会使所述螺柱变形,受公差影响小,使得所述螺柱与板材能够完美匹配,利用金属形态产生的阻力提供扭力,推出力,连接强度高,不会发生脱落,相对传统连接方法,在生产成本上没有增加;且可使板材和螺柱紧密结合,剖面没有肉眼可见的缝隙,连接牢固。
6.其中,一种用于将螺柱与板材固定的方法,所述螺柱上设有扭力件,所述板材包括第一通孔,包括以下步骤:
7.将螺柱的本体从其远离扭力件的一端插入第一通孔中,使得所述扭力件嵌设在所述第一通孔中,并使弧形部与板材的上端面相抵接,以防止所述螺柱与所述第一通孔脱离,其中,所述本体和扭力件的外径均小于所述第一通孔的直径,所述弧形部远离所述扭力件的一端的外径大于所述第一通孔的直径;
8.将连接好的螺柱与板材放置在模具中,使上模与所述弧形部的第二端面抵接,下模与所述板材的下端面抵接;
9.通过压铆,使与所述弧形部抵接的板材和与凸圆环抵接的板材变形,所述板材材料流入所述扭力件的间隙中,从而使所述扭力件和所述弧形部与所述第一通孔固定连接。
10.进一步的,在步骤“将螺柱的本体远离所述扭力件的一端插入所述第一通孔中,使得所述扭力件嵌设在所述第一通孔中”之前,包括根据所述第一通孔的参数,获取与所述第一通孔间隙配合的扭力件。
11.进一步的,步骤“通过压铆,使与所述弧形部抵接的板材和与凸圆环抵接的板材变形,所述板材材料流入所述扭力件的间隙中,从而使所述扭力件和所述弧形部与所述第一通孔固定连接”还包括:凸圆环挤压所述第一通孔的外缘使得所述螺柱单元与板材紧固连接,其中,所述下模中设有第二通孔,所述下模的上端面沿所述第二通孔的外缘上设有凸圆环。
12.本技术实施例还公开了一种螺柱单元,该螺柱单元用于与板材连接,所述板材上设有第一通孔,包括:
13.螺柱和扭力件,所述螺柱包括本体和形成在所述本体一侧的弧形部,所述扭力件套设在所述本体和弧形部之间且其两端分别与所述本体和所述弧形部固定连接;
14.所述本体和扭力件的外径均小于所述第一通孔的直径,所述弧形部远离所述扭力件的一端的外径大于所述第一通孔的直径。
15.进一步的,所述板材的材质为纯铜。
16.进一步的,所述螺柱的材质为纯铜。
17.进一步的,所述扭力件可以为花齿或六角截面。
18.进一步的,所述花齿可以为直齿或斜齿。
19.进一步的,所述扭力件的外径小于或等于所述本体的外径。
20.进一步的,所述弧形部包括相对设置的第一端面和第二端面,分别连接所述第一端面和第二端面且相对设置的第一弧形面和第二弧形面。
21.进一步的,所述第一端面的直径小于所述第二端面的直径,所述第一端面的直径小于所述通孔的直径。
22.进一步的,所述第二端面的直径为所述通孔的直径的1.05~1.3倍。
23.本技术实施例还公开了一种连接机构,该连接机构包括螺柱单元和板材,所述螺柱单元包括螺柱和扭力件,所述螺柱包括本体和形成在所述本体一侧的弧形部,所述扭力件设置在所述本体和弧形部之间且其两端分别与所述本体和所述弧形部固定连接,所述弧形部和所述扭力件均通过压铆与所述第一通孔连接。
24.进一步的,所述板材经过形变流动至所述弧形部和所述扭力件之间、流动至所述扭力件间隙中以及所述扭力件和所述本体之间。
25.进一步的,所述螺柱与所述板材铆接好后,所述弧形部的第二端面与板材的端面相平齐。
26.本技术实施例还公开了一种用于压铆以上所述的连接机构的模具,所述模具包括上模和位于所述上模下方且与其相对设置的下模,所述上模能与所述弧形部的第二端面抵触,所述下模能与所述板材的底部抵触,所述下模中设有第二通孔,所述下模的上端面沿所述第二通孔的外缘上设有凸圆环,在压铆时,所述凸圆环能挤压所述第一通孔的外缘使得所述螺柱单元与板材紧固连接。
27.进一步的,所述第二通孔与所述本体间隙配合。
28.本发明的有益效果如下:
29.1、该连接机构简单,只需将设定好压铆力的压铆模具作用在螺柱上,上模对弧形部施加一个力,下模上的凸圆环对板材施加一个力,使板材变形流入螺柱上扭力件的间隙中,不会使所述螺柱变形,受公差影响小,使得所述螺柱与板材能够完美匹配,利用金属形态产生的阻力提供扭力,推出力,连接强度高,不会发生脱落,相对传统连接方法,在生产成本上没有增加;且可使板材和螺柱紧密结合,剖面没有肉眼可见的缝隙,连接牢固。
30.2、所述下模上设置凸圆环,在压铆时,所述凸圆环能挤压所述第一通孔的外缘使得所述板材变形,从而使所述螺柱单元与板材紧固连接。若所述下模上没有凸圆环,则所述模具在压铆过程中对所述板材施加的力较小,无法实现板材变形或板材变形较小,从而使所述螺柱单元与板材无法紧固连接,容易脱落。
31.为让本发明的上述和其他目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附图式,作详细说明如下。
附图说明
32.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
33.图1是本发明实施例中具有花齿的螺柱单元与板材铆接前的结构示意图;
34.图2是本发明实施例中具有花齿的螺柱单元与板材铆接前图1中a的放大图;
35.图3是本发明实施例中具有花齿的螺柱单元与板材铆接后的结构示意图;
36.图4是本发明实施例中具有六角截面的螺柱单元的结构示意图。
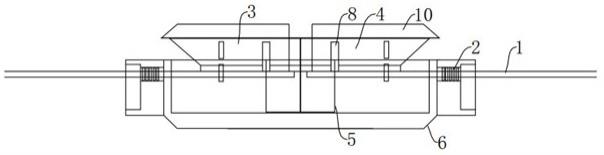
37.以上附图的附图标记:1、螺柱;11、本体;12、弧形部;121、第一端面;122、第二端面;123、第一弧形面;124、第二弧形面;2、板材;3、第一通孔;4、花齿;5、上模; 6、下模;7、第二通孔;8、凸圆环;9、六角截面。
具体实施方式
38.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
39.本实施例所述的一种螺柱单元、连接机构、用于压铆连接机构的模具及用于将螺柱与板材固定的方法,该连接机构简单,只需将设定好压铆力的压铆模具作用在螺柱上,上模对弧形部施加一个力,下模上的凸圆环对板材施加一个力,使板材变形流入螺柱上扭力件的间隙中,不会使所述螺柱变形,受公差影响小,使得所述螺柱与板材能够完美匹配,利用金属形态产生的阻力提供扭力,推出力,连接强度高,不会发生脱落,相对传统连接方法,在生产成本上没有增加;且可使板材和螺柱紧密结合,剖面没有肉眼可见的缝隙,连接牢固。
40.本技术实施例所述的用于将螺柱1与板材2固定的方法,所述螺柱1上设有扭力件4,所述板材2包括第一通孔3,结合图1、图2、图3、图4,包括以下步骤:
41.将螺柱1的本体11从其远离扭力件4的一端插入第一通孔3中,使得所述扭力件4嵌设在所述第一通孔3中,并使弧形部12与板材2的上端面相抵接,以防止所述螺柱1与所述第一通孔3脱离。其中,所述本体11和扭力件4的外径均小于所述第一通孔3的直径。所述弧形部12远离所述扭力件4的一端的外径大于所述第一通孔3的直径;
42.将连接好的螺柱1与板材2放置在模具中,使上模5与所述弧形部12的第二端面122 抵接,下模6与所述板材2的下端面抵接。启动机台,所述机台带动所述上模5向下压,带动所述下模6向上压。
43.通过压铆,所述上模5使与所述弧形部12抵接的板材2变形,所述下模6使与凸圆环8 抵接的板材2变形,变形后的所述板材2材料流入所述扭力件4的间隙中。当板材2材料填满所述扭力件4的间隙后,从而使所述扭力件4和所述弧形部12与所述第一通孔3固定连接。
44.具体的,在本实施例中,在步骤“将螺柱1的本体11远离所述扭力件4的一端插入所述第一通孔3中,使得所述扭力件4嵌设在所述第一通孔3中”之前,包括根据所述第一通孔3的参数,获取与所述第一通孔3间隙配合的扭力件4。选择所述扭力件4的外径要小于所述第一通孔3的内径,以使所述板材2变形时板材2材料能够流入所述扭力件4的间隙中。
45.具体的,在本实施例中,步骤“通过压铆,使与所述弧形部12抵接的板材2和与凸圆环8 抵接的板材2变形,所述板材2材料流入所述扭力件4的间隙中,从而使所述扭力件4和所述弧形部12与所述第一通孔3固定连接”还包括:凸圆环8挤压所述第一通孔3的外缘使得所述螺柱单元与板材2紧固连接。其中,所述下模6中设有第二通孔7,所述下模6的上端面沿所述第二通孔7的外缘上设有凸圆环8。所述凸圆环8挤压所述板材2使得所述板材2第一通孔3的外缘处发生形变,形变后的板材2材料流入所述扭力件4中,从而使所述螺柱1与所述第一通孔3紧固连接。
46.本技术实施例所述的螺柱单元,该螺柱单元用于与板材2连接,所述板材2上设有第一通孔3,包括:
47.螺柱1和扭力件4,所述螺柱1包括本体11和形成在所述本体11一侧的弧形部12,所述扭力件4套设在所述本体11和弧形部12之间且其两端分别与所述本体11和所述弧形部12固定连接;
48.所述本体11和扭力件4的外径均小于所述第一通孔3的直径,所述弧形部12远离所述扭力件4的一端的外径大于所述第一通孔3的直径。
49.具体的,在本实施例中,所述螺柱单元用于与板材2连接。所述板材2上设有第一通孔3。所述板材2的材质为纯铜。所述螺柱单元包括螺柱1和扭力件4。所述螺柱1的材质为纯铜。所述螺柱1包括本体11和形成在所述本体11一侧的弧形部12。所述本体11可以呈圆柱状。所述弧形部12包括相对设置的第一端面121和第二端面122,分别连接所述第一端面121和第二端面 122且相对设置的第一弧形面123和第二弧形面124。所述扭力件4套设在所述本体11和弧形部 12之间且其两端分别与所述本体11和所述弧形部12固定连接,在压铆时,所述扭力件4固定不动。所述本体11和扭力件4的外径均小于所述第一通孔3的直径,以保证所述螺柱1能够顺利插入所述第一通孔3中,无明显间隙。所述弧形部12远离所述扭力件4的一端的外径大于所述第一通孔3的直径,以使所述螺柱1与所述第一通孔3不会脱离,使得模具能够正常进行压铆。
50.具体参照图1、图3,具体的,在本实施例中,所述扭力件可以为花齿4。所述花齿4用
于提升扭力。所述花齿4可以为直齿或斜齿。
51.具体参照图4,在一个可选的实施方式中,所述扭力件也可以为六角截面9。所述六角截面9也可用于提升扭力。
52.具体的,在本实施例中,所述扭力件4的外径小于或等于所述本体11的外径,以使所述本体11与所述第一通孔3间无明显间隙。所述扭力件4与板材2之间的间隙用于存放板材2变形流动的材料,使得所述螺柱1与所述板材2能够紧固连接,不会发生脱落。
53.具体参照图2,具体的,在本实施例中,所述弧形部12包括相对设置的第一端面121和第二端面122,分别连接所述第一端面121和第二端面122且相对设置的第一弧形面123和第二弧形面124。所述第一端面121和所述第二端面122均为平面。所述第一端面121与所述扭力件4 的端面抵接。所述第二端面122能与所述上模5抵接。所述第一端面121的直径小于所述第二端面122的直径,使得所述第二端面122能够卡在所述板材2的上方,防止所述螺柱1与所述第一通孔3脱离。所述第一端面121的直径小于所述通孔的直径,使得所述螺柱1及部分的成型部能够进入所述第一通孔3中,以便压铆过程能够顺利开展。
54.在一个可选的实施方式中,通过实验数据测得,所述第二端面122的直径为所述通孔的直径的1.05~1.3倍,在压铆时,所述第二端面122能够压进所述第一通孔3中且在板材2损耗较小的情况下,所述板材2与所述螺柱1能够紧固连接,连接强度高。
55.本技术实施例所述的连接机构,该连接机构包括螺柱单元和板材2。所述板材2上设有第一通孔3。所述板材2的材质为纯铜。所述螺柱单元包括螺柱1和扭力件4。所述螺柱1的材质为纯铜。所述螺柱1包括本体11和形成在所述本体11一侧的弧形部12。所述本体11可以呈圆柱状。所述弧形部12包括相对设置的第一端面121和第二端面122,分别连接所述第一端面121 和第二端面122且相对设置的第一弧形面123和第二弧形面124。所述扭力件4设置在所述本体 11和弧形部12之间且其两端分别与所述本体11和所述弧形部12固定连接。所述扭力件4可以为直齿或斜齿。所述弧形部12和所述扭力件4均通过压铆与所述第一通孔3紧固连接,连接牢固,剖面没有肉眼可见的缝隙,不会脱离。
56.具体的,在本实施例中,所述板材2经过模具压铆发生形变流动至所述弧形部12和所述扭力件4之间、流动至所述扭力件4间隙中以及所述扭力件4和所述本体11之间,以使所述板材2与所述螺柱1紧密连接,性能更好。
57.具体的,在本实施例中,所述螺柱1与所述板材2铆接好后,所述弧形部12的第二端面122 与板材2的端面相平齐,使得产品导电性能更好。若所述弧形部12的第二端面122与板材2的端面不平齐、有缝隙均会影响产品导电性能。
58.本技术实施例所述的用于压铆以上任一项所述的连接机构的模具,所述模具包括上模5 和位于所述上模5下方且与其相对设置的下模6。所述上模5可以呈长方形。所述下模6也可以呈长方形。所述上模5能与所述弧形部12的第二端面122抵触。所述下模6能与所述板材2的底部抵触。所述下模6中设有第二通孔7。所述下模6的上端面沿所述第二通孔7的外缘上设有凸圆环8。在压铆时,所述凸圆环8能挤压所述第一通孔3的外缘使得所述板材2变形,从而使所述螺柱单元与板材2紧固连接。若所述下模6上没有凸圆环8,则所述模具在压铆过程中对所述板材2施加的力较小,无法实现板材2变形或板材2变形较小,从而使所述螺柱单元与板材2 无法紧固连接,容易脱落。
59.具体的,在本实施例中,所述第二通孔7与所述本体11间隙配合,以使所述模具能
够与所述本体11结合,并对其进行压铆。
60.本发明中应用了具体实施例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的技术方案及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。