1.本实用新型涉及电容贴胶技术领域,特别是涉及一种贴片电容的贴胶机上的盖胶机构。
背景技术:
2.在微型的贴片电容芯片在生产后,需要将其贴胶保护,避免内部受损。这种电容芯片一般都是片状结构,需要贴胶后在进行后续加工工艺,并最终将这种较大的片状电容芯片切割为微小的电容芯片晶粒,这种后续的加工工艺需要将芯片进行转运后用其他设备进行加工,因此需要用一种保护表面的胶膜贴附在贴片电容上进行保护加工。
3.这种设备贴胶时,一般需要两个人将胶膜均匀的展开,而目前为了节省人力也有用机器进行生产的,可是这种设备都比较简单,为了能够将胶膜铺展在机架上对贴片电容进行贴胶,因此需要铺展的平台平整,而且需要缝隙小,避免电容掉落或推送过程伸入机架内部。
4.而目前是开设一个小槽,将机架内的胶膜伸展出来,因为开槽小,导致胶膜从机架内伸出的拉展的操作非常不便,因为胶膜安置在机架内,胶膜穿出撕开时比手动贴胶更不便还更加繁琐,胶膜很容易贴在设备上,很容易撕裂,胶膜从卷筒上穿出困难,操作繁琐,违背了机器生产带来便捷的初衷。
5.基于此,本实用新型设计了一种贴片电容的贴胶机上的盖胶机构,以解决上述问题。
技术实现要素:
6.本实用新型的目的在于提供一种贴片电容的贴胶机上的盖胶机构,能够以高自动化的结构,对贴片电容进行自动贴膜,胶膜穿出铺展方便,有效避免胶膜相互粘黏,而且不需要人手动操作,只要手动铺展开口,整卷都可以稳定的铺展,而且不需要手伸入机架内部操作,可以直接翻开对接盖板,将胶膜方便的铺展,操作空间大,能更准确的将胶膜铺展开。
7.本实用新型是这样实现的:一种贴片电容的贴胶机上的盖胶机构,包括:
8.机架、对接盖板、气缸导向块和限位块;
9.所述机架为贴胶机的机体;
10.对接盖板为平板,所述对接盖板的后侧设置了台阶状的上胶边,所述上胶边的底部后侧为向上扬起的斜面,所述上胶边的前侧的厚度大于后侧的厚度;
11.所述对接盖板底部设置了一个气缸导向块、两个限位转动块和两个板侧限位杆;
12.所述对接盖板下方还安装了翻盖气缸,所述翻盖气缸的一端与机架连接,所述翻盖气缸的另一端与气缸导向块通过转轴转动连接;
13.所述限位块有两个,两个所述限位块都固定安装在机架上,两个所述限位转动块分别设置在对接盖板的左右两侧,每个所述限位块上都通过转轴与一个所述限位转动块转动连接,所述对接盖板通过限位转动块能翻转的安装在限位块上,两个所述限位转动块的
转动轴线重合;
14.两个所述板侧限位杆对称的设置在对接盖板底部的左右两侧,每个所述限位块上都安装了限位调节螺杆,所述限位调节螺杆通过螺纹能伸升降的锁紧在限位块上,所述限位调节螺杆的上端伸出在限位块顶部,两个所述板侧限位杆能分离的一一对应盖合在两个限位调节螺杆上。
15.进一步地,所述上胶边的厚度小于对接盖板厚度的一半,所述上胶边的前侧的厚度大于后侧的厚度,所述上胶边的前侧厚度不超过5mm,所述上胶边的最后侧边沿厚度不超过1mm,所述对接盖板为长方形平板,所述上胶边向上扬起斜面的上扬角度为45
°
。
16.进一步地,所述对接盖板为长方形平板,所述限位转动块的转动轴线与对接盖板的前侧边沿平行,所述限位转动块的转动轴线与对接盖板的前侧边沿间隔不超过2cm。
17.进一步地,所述板侧限位杆的下端包裹了圆柱形的缓冲套,所述限位调节螺杆顶部设置了圆柱形的缓冲橡胶套,所述限位调节螺杆的下端与限位块通过螺母锁紧,所述限位块与限位调节螺杆的对接螺纹为过渡配合螺纹。
18.本实用新型的有益效果是:1、本实用新型通过原料架、对接盖板、压胶架和成品架对贴片电容贴胶的四个不同状态进行分步承载定位,使得贴片电容能够顺畅的进行贴胶,并且分步骤形成自动化的流水线操作,贴胶自动化程度高;
19.2、通过挡料杆的定位,并且原料架的升降也不影响定位,使得本装置对多片叠合的每片贴片电容都能进行定位和承载,使其位置固定,自动化贴膜的精准度高,不易贴歪,有效避免胶膜相互叠合粘黏在贴片电容上,也能避免胶膜在贴附时拱起不贴合;
20.3、通过翻盖式的对接盖板,能够方便的翻开将胶膜扯出铺展在压胶架、压胶贴胶机构和切割台上,铺展胶膜的操作特别简答,不需要一点点的从缝隙内伸出,有效避免胶膜粘附在设备的其他位置,操作简单,而且在胶膜铺展完成后,对接盖板盖合。
附图说明
21.下面参照附图结合实施例对本实用新型作进一步的说明。
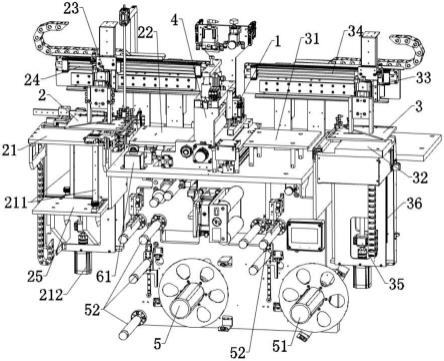
22.图1为本实用新型整体结构示意图;
23.图2为本实用新型机架内部展示的整体结构示意图;
24.图3为本实用新型内部背面整体结构示意图;
25.图4为本实用新型对接盖板底部结构示意图;
26.图5为本实用新型对接盖板顶部结构示意图;
27.图6为本实用新型整体另一角度示意图;
28.图7为本实用新型切割胶膜装置结构示意图;
29.图8为本实用新型压胶贴胶机构结构示意图;
30.图9为本实用新型切割胶膜装置侧面结构示意图;
31.图10为本实用新型切割滑轨结构示意图;
32.图11为本实用新型原料架结构示意图。
33.附图中,各标号所代表的部件列表如下:
34.1-切割胶膜装置,11-切割台,111-切割缝,12-压块,13-防滑条,14-切割槽,15-切割升降驱动,16-切割滑轨,17-刀片,18-刀片滑台,2-上料吸盘,21-原料架,211-挡料杆,
212-原料升降电机,22-对接盖板,221-上胶边,222-翻盖气缸,223-限位块,224-板侧限位杆,225-限位调节螺杆,226-气缸导向块,227-限位转动块,23-上料升降气缸,24-上料平移导轨,25-原料底板,3-卸料吸盘,31-压胶架,32-成品架,33-卸料升降气缸,34-卸料平移导轨,35-卸料升降电机,36-升降滑轨,4-压胶贴胶机构,41-贴胶板,42-压胶辊,43-压胶气缸,44-压胶支架,5-绕膜卷筒,51-上胶卷筒,52-张紧辊,6-机架,61-总开关。
具体实施方式
35.请参阅图1至11所示,本实用新型提供一种技术方案:一种贴片电容的贴胶机上的盖胶机构,包括:机架6、对接盖板22、气缸导向块226和限位块223;
36.所述机架6为贴胶机的机体;
37.对接盖板22为平板,所述对接盖板22的后侧设置了台阶状的上胶边221,所述上胶边221的底部后侧为向上扬起的斜面,所述上胶边221的前侧的厚度大于后侧的厚度;
38.所述对接盖板22底部设置了一个气缸导向块226、两个限位转动块227和两个板侧限位杆224;
39.所述对接盖板22下方还安装了翻盖气缸222,所述翻盖气缸222的一端与机架6连接,所述翻盖气缸222的另一端与气缸导向块226通过转轴转动连接;
40.所述限位块223有两个,两个所述限位块223都固定安装在机架6上,两个所述限位转动块227分别设置在对接盖板22的左右两侧,每个所述限位块223上都通过转轴与一个所述限位转动块227转动连接,所述对接盖板22通过限位转动块227能翻转的安装在限位块223上,两个所述限位转动块227的转动轴线重合;
41.两个所述板侧限位杆224对称的设置在对接盖板22底部的左右两侧,每个所述限位块223上都安装了限位调节螺杆225,所述限位调节螺杆225通过螺纹能伸升降的锁紧在限位块223上,所述限位调节螺杆225的上端伸出在限位块223顶部,两个所述板侧限位杆224能分离的一一对应盖合在两个限位调节螺杆225上;
42.所述上胶边221的厚度小于对接盖板22厚度的一半,所述上胶边221的前侧的厚度大于后侧的厚度,所述上胶边221的前侧厚度不超过5mm,所述上胶边221的最后侧边沿厚度不超过1mm,所述对接盖板22为长方形平板,所述上胶边221向上扬起斜面的上扬角度为45
°
。
43.所述对接盖板22为长方形平板,所述限位转动块227的转动轴线与对接盖板22的前侧边沿平行,所述限位转动块227的转动轴线与对接盖板22的前侧边沿间隔不超过2cm。
44.所述板侧限位杆224的下端包裹了圆柱形的缓冲套,所述限位调节螺杆225顶部设置了圆柱形的缓冲橡胶套,所述限位调节螺杆225的下端与限位块223通过螺母锁紧,所述限位块223与限位调节螺杆225的对接螺纹为过渡配合螺纹。
45.而贴片电容的贴胶设备包括:切割胶膜装置1、上料吸盘2、卸料吸盘3、压胶贴胶机构4、上胶卷筒51、绕膜卷筒5和机架6;
46.所述机架6由前至后依次设置了平板状的原料架21、对接盖板22、压胶架31和成品架32,所述原料架21、对接盖板22、压胶架31和成品架32都水平设置;所述原料架21和成品架32能竖直升降的架设在机架6上;
47.所述上料吸盘2和卸料吸盘3都是底部设置了真空吸盘的夹具,所述上料吸盘2和
卸料吸盘3都独立架设在机架6上,所述上料吸盘2能升降的在原料架21和对接盖板22之间平移,所述卸料吸盘3能升降的在压胶架31和成品架32之间平移;
48.所述压胶贴胶机构4和切割胶膜装置1设置在对接盖板22和压胶架31之间,所述压胶贴胶机构4设置在切割胶膜装置1的前端;
49.所述压胶贴胶机构4包括贴胶板41和压胶辊42,所述压胶辊42能升起松开的压紧在贴胶板41正上方;
50.所述切割胶膜装置1包括切割台11、压块12、切割升降驱动15和刀片17,所述刀片17水平横向滑设在切割台11上,所述压块12通过切割升降驱动15能升起松开的压紧在切割台11上;
51.所述贴胶板41连接在对接盖板22后端,所述贴胶板41无缝连接在切割台11前端,所述切割台11连接在压胶架31后端,所述贴胶板41、对接盖板22、切割台11和压胶架31在同一水平面上;
52.所述上胶卷筒51和绕膜卷筒5都设置在机架6内部,所述上胶卷筒51和绕膜卷筒5同步转动,所述机架6内设置了plc控制器;
53.所述切割胶膜装置1、上料吸盘2、卸料吸盘3、压胶贴胶机构4、上胶卷筒51和绕膜卷筒5都与plc控制器连接,能够以高自动化的结构,对贴片电容进行自动贴膜,胶膜穿出铺展方便,有效避免胶膜相互粘黏,而且不需要人手动操作,可以自行完成胶膜铺展,并且沿着贴片电容之间的缝隙,自动整齐的切割胶膜的操作,同时各个贴片电容的定位更加准确,并且切割是将贴片电容按压稳定,有效避免刀片的滑动切坏贴片电容,更方便对贴片电容实现了自动化贴胶,有效避免贴片电容被切坏。
54.其中,贴胶板41为水平的平板,所述压胶辊42为橡胶的圆辊,所述贴胶板41上方固定架设了压胶气缸43,所述压胶气缸43的竖直伸缩,所述压胶气缸43的下端设置了压胶支架44,所述压胶辊42的两端通过轴承能水平转动的安装在压胶支架44下方,所述压胶辊42水平设置,所述压胶辊42的转动轴线与对接盖板22的后侧边沿平行;
55.所述贴胶板41连与对接架22的连接缝隙可以自由调节想要的间隙宽度,通过螺栓锁紧的位置调节贴胶板41位置,或者调节对接架22安装的位置均可达到该目的,而贴胶板41连与对接架22的缝隙范围在0.2mm-3.5mm之间,且下压的时间的间隙压力可精密控制;
56.所述切割台11与压胶架31的连接缝隙不超过1mm,所述压胶辊42的转动轴线与片状的贴片电容前进方向在同一水平面上垂直,便于将胶膜稳定的紧密贴合在贴片电容上;
57.原料架21设置在机架6的前端,所述原料架21底部安装了原料升降电机212,所述原料升降电机212稳定的架设在机架6内部,所述原料架21下方设置了原料底板25,所述原料底板25水平的稳定架设在机架6上,所述原料架21通过原料升降电机212在原料底板25正上方水平升降,所述原料底板25的侧边沿上竖直设置了挡料杆211,所述挡料杆211为竖直的长杆,所述原料底板25的侧边上开设了腰型孔,所述挡料杆211通过螺栓能水平调节位置的稳定锁紧在原料底板25的腰型孔内,所述挡料杆211竖直伸出在原料架21上方,所述原料架21垂直于原料架21和原料底板25所在平面;
58.所述上料吸盘2顶部安装了上料升降气缸23,所述上料升降气缸23的伸缩端竖直设置,所述机架6上水平的设置了上料平移导轨24,所述上料平移导轨24水平架设在上料吸盘2上方,所述上料平移导轨24由原料架21前侧边延伸至对接盖板22后侧边,所述上料升降
气缸23的固定端安装滑设在上料平移导轨24上,所述上料升降气缸23通过电机在上料平移导轨24水平移动,能够将暂存的贴片电容不断的送入后端进行贴膜,使得生产线式的贴膜能够连续实施;
59.对接盖板22为长方形平板,所述对接盖板22的后侧设置了台阶状的上胶边221,所述上胶边221的厚度小于对接盖板22厚度的一半,所述上胶边221的底部后侧为向上扬起的斜面,所述上胶边221的前侧的厚度大于后侧的厚度,所述上胶边221的前侧厚度不超过5mm,所述上胶边221的最后侧边沿厚度不超过1mm;
60.所述对接架22底部设置了一个气缸导向块226、两个限位转动块227和两个板侧限位杆224,所述对接架22下方的左右两个各固定设置了一个限位转动块227,所述机架6上安装了两个限位块223,两个所述限位块223处于对接架22的下方,一个所述限位转动块227通过转轴与一个限位块223转动连接,两个所述限位转动块227的转动轴线重合,且所述限位转动块227的转动轴线与对接架22的前侧边沿平行,所述对接架22通过限位转动块227能翻转的安装在限位块223上;
61.所述对接架22下方还安装了翻盖气缸222,所述翻盖气缸222的一端与机架6连接,所述翻盖气缸222的另一端与气缸导向块226通过转轴位置固定的转动连接;
62.两个所述板侧限位杆224对称的设置在对接盖板22底部的左右两侧,所述板侧限位杆224的下端包裹了圆柱形的缓冲套,每个所述限位块223上都安装了限位调节螺杆225,所述限位调节螺杆225通过螺纹能伸升降的锁紧在限位块223上,所述限位调节螺杆225的上端伸出在限位块223顶部,所述限位调节螺杆225顶部设置了圆柱形的缓冲橡胶套,两个所述板侧限位杆224能分离的分别对应盖合在两个限位调节螺杆225上,所述对接盖板22通过限位转动块227能翻开或盖合的安装在限位块223上,所述对接盖板22翻开时后侧扬起,所述对接盖板22盖合时保持水平,能够通过对接盖板22的翻转开启,进行胶膜的安置和铺展,然后还能将对接盖板22盖合压下锁紧,将胶膜封闭,还能通过翻盖气缸222锁紧对接盖板22,使设备运行时也能保持稳定不晃动,而常规的卡扣式的会在运行一段时间后松动,导致其松垮,致使设备运行不顺畅;
63.切割胶膜装置1包括切割台11、压块12、防滑条13、切割升降驱动15、切割滑轨16、刀片17和刀片滑台18;
64.所述切割滑轨16沿着左右方向水平的固设在机架6上,所述切割滑轨16处于切割台11正下方,所述切割台11为水平架设的平板,所述切割台11紧密连接在贴胶板41和压胶架31之间,所述切割台11上开设了切割缝111,所述切割缝111沿着切割台11左右方向开设,所述切割缝111的前后方向宽度不超过5mm,所述切割滑轨16与切割缝111在同一竖直平面内,所述切割滑轨16和切割缝111都与胶膜的前进方向在同一水平面上相互垂直,所述刀片滑台18通过气缸水平的横向滑设在切割滑轨16上,所述刀片17通过螺栓锁紧在刀片滑台18上,所述刀片17顶部穿过切割缝111露出在切割台11上方;
65.所述切割升降驱动15稳定的架设在切割台11正上方,所述压块12连接在切割升降驱动15的伸缩端,所述切割升降驱动15驱动压块12在切割台11上方升降,所述压块12底部保持水平,所述压块12底部横向开设了切割槽14,所述切割槽14与切割缝111在同一竖直平面内,所述切割槽14与切割缝111前后宽度相同,所述压块12底部还设置了两个防滑条13,两个所述防滑条13分布在切割槽14的前后两侧,所述防滑条13为橡胶条,所述防滑条13与
切割槽14的边沿平行,所述刀片17伸出切割台11的高度小于切割槽14的高度,能够将两个贴片电容之间的胶膜进行精准的切割,如果防滑条13压不到贴片电容,也能压住胶膜,也能进行整齐的切割,并且切割时能通过防滑条13避免贴片电容和胶膜的滑动,即使切割刀片17的横向切割力也不会带偏胶膜,有效避免胶膜切偏,也有效避免贴片电容被刀片17切坏;
66.机架6上水平的架设了卸料平移导轨34,所述卸料吸盘3顶部安装了卸料升降气缸33,所述卸料升降气缸33竖直伸缩,所述卸料吸盘3安装在卸料升降气缸33的伸缩端,所述卸料升降气缸33的固定端安装在卸料平移导轨34内;
67.所述成品架32安装在升降滑轨36上,所述升降滑轨36安装在机架6内,所述升降滑轨36上还安装了卸料升降电机35,所述卸料升降电机35为成品架32的升降驱动,便于将贴胶完成的贴片电容进行收取;
68.上胶卷筒51和绕膜卷筒5之间还设置了多个张紧辊52,所述张紧辊52的轴线都水平设置,且所述张紧辊52都是橡胶辊,所述上胶卷筒51和绕膜卷筒5之间的胶膜通过张紧辊52绷紧,便于将胶膜和保护层分开,并且都绷紧想各自的路径输送。
69.在本实用新型的一个具体实施例中:
70.本实用新型实施例通过提供一种贴片电容的贴胶机上的盖胶机构,本实用新型所解决的技术问题是:1、目前人工对贴片电容进行贴胶,速度慢,效率低,而且胶膜原本是卷筒的,而且胶膜一侧光滑不粘,另一侧带胶为粘附面,可是粘附面上贴合覆盖了无胶的保护层,在对贴片电容贴胶时需要撕开胶膜上的保护层,此时胶膜需要双手撕开,可是贴合也需要双手,可是贴片电容就无法固定了,而如果固定贴片电容时,胶膜因为思考保护层很容易产生静电,如果不能时刻保持压紧铺展,胶膜又会互相粘黏,导致撕开的胶膜报废,操作非常麻烦;2、胶膜紧密贴合在贴片电容上后,还需要对胶膜进行切割,需要整齐切割,避免胶膜将贴片电容的另一面贴住,胶膜只可粘黏覆盖贴片电容的一面,切割也非常难以切割整齐,因此这个操作至少都需要两个熟练操作的工人才能完成,费时费力,效果还不好,而且一旦发生偏斜,很容易使切坏贴片电容,导致贴片电容损坏;3、现有的一些半自动设备中,在贴片电容的投料时,需要人工时刻盯着,贴片电容的定位难以对准,贴片电容随着生产的减少,承载的原料架21需要不断的上升的,此时贴片电容就很容易滑动,导致胶膜贴合时发生错位,而且还容易滑落,导致整片滑出机台的贴片电容都摔坏;4、常规的设备贴胶的贴胶平台要求稳定性高,因此只是在贴胶平台上开口,用于将胶膜伸出进行覆盖贴合,这样的孔不可太大,宽度一般都不会超过2mm,这样宽度的孔将胶膜穿过是非常困难的,只有胶膜能伸出,而保护层需要卷绕在另一绕膜卷筒5上,为了避免切割时将保护层也带走,胶膜的保护层不会伸出在贴胶的平台,而胶膜具有粘性在伸出时会粘合在缝隙处,给胶膜铺展带来极大困难,一旦这个缝隙过大,胶膜出胶不稳定,胶膜容易贴歪,而当缝隙一旦超过2mm,贴片电容的厚度也只有2-3mm,而且贴片电容具有韧性,在压胶膜时很容易伸入这个穿胶膜的缝隙内,因此这个缝隙一般控制在0.5mm左右,这样的缝隙才完全不会阻碍贴片电容的行进,减少生产的故障率,可是目前的结构无法避免贴片电容正常行进,要么穿膜特别困难,要么贴片电容非常容易穿入贴胶平台安置上胶卷筒51的内部,或者两种故障都很容易出现。
71.实用新型所解决的技术问题是:通过本装置自动化的对贴片电容进行贴胶,并且胶膜铺展方便,贴片电容定位准,自动化程度高。
72.实现了的技术效果为:1、本实用新型通过原料架21、对接盖板22、压胶架31和成品架32对贴片电容贴胶的四个不同状态进行分步承载定位,使得贴片电容能够顺畅的进行贴胶,并且分步骤形成自动化的流水线操作,贴胶自动化程度高;
73.2、通过挡料杆211的定位,并且原料架21的升降也不影响定位,使得本装置对多片叠合的每片贴片电容都能进行定位和承载,使其位置固定,自动化贴膜的精准度高,不易贴歪,有效避免胶膜相互叠合粘黏在贴片电容上;
74.3、通过翻盖式的对接盖板22,能够方便的翻开将胶膜扯出铺展在压胶架31、压胶贴胶机构4和切割台11上,铺展胶膜的操作特别简单,不需要将胶膜一点点的从缝隙内伸出铺展,可以直接开启阻挡胶膜的对接盖板22,有效避免胶膜粘附在设备的其他位置,在胶膜铺展完成后,对接盖板22盖合,操作简单,而且本装置的对接盖板22具有自动化开启和自动翻转盖合的功能,使其能操作更加简便,而且能够通过翻盖气缸222对对接盖板22进行持续性的拉紧,使其位置和角度保持稳定,而不会在设备运行时出现抖动和晃动,并且通过限位块223、板侧限位杆224和限位调节螺杆225的配合,能够调节对接盖板22最终的锁紧角度,使其能够稳定的运行和调整,使用更加便捷,调节也更加方便,设备运行更加稳定。
75.本实用新型实施例中的技术方案为解决上述问题,总体思路如下:
76.为了更好地理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
77.本实用新型在制作安装时,先制作机架6,机架6为钢材方管焊接的框架结构,机架6在内部设备全部安装完成后还需要加装钣金的柜门;
78.而机架6内部需要安置plc控制器,这是常规设备,在机架6的前端一侧需要稳定架设原料底板25,原料底板25为长方形,而且原料底板25的固定在机架6顶部平台上,原料底板25的各边长都要略大于贴片电容的各边长,为了适用于各种不同型号的贴片电容,因此原料底板25的尺寸需要大于所有贴片电容的尺寸,也就是因为适应性,导致现有的贴片电容贴胶设备都不能准确的对贴片电容进行稳定承托,本装置在原料底板25的每条边上开设腰型孔,并且通过螺栓在各个腰型孔内安装竖直挡料杆211,挡料杆211需要垂直于原料底板25平面,原料底板25水平设置,而且挡料杆211能够通过螺栓在原料底板25的腰型孔内进行水平滑动调节,原料底板25的左侧和后侧设置挡料杆211,则即可定位,投放方便,定位稳定,能适用于多种不同尺寸的贴片电容;
79.原料底板25底部加装原料升降电机212,原料底板25内侧设置竖直的导轨,原料底板25上方设置原料架21,原料架21就是方形平板,原料架21通过原料升降电机212驱动,并且安装在原料底板25内侧的导轨内,使得原料架21能够通过原料升降电机212驱动竖直的在原料底板25上方升降,并且原料架21始终保持水平,而挡料杆211伸出在原料架21上方,对原料进行遮挡,而原料架21只要在前侧和右侧设置竖直挡板即可;
80.原料架21的后侧设置对接盖板22,原料架21和对接盖板22上方水平架设上料平移导轨24,并且上料平移导轨24前后方向延伸覆盖原料架21和对接盖板22的范围,上料平移导轨24内通过燕尾槽滑设上料升降气缸23的固定端,而上料升降气缸23的伸缩端竖直向下设置,且上料升降气缸23的伸缩端上设置上料吸盘22,上料吸盘22水平设置,上料吸盘22为平板,上料吸盘22底部开设吸盘孔,上料吸盘22的吸盘孔与外接的负压管道连接,并且由plc控制器控制;
81.然后需要制作翻盖的对接盖板22,对接盖板22位平板,对接盖板22的后侧边沿设置台阶状的上胶边221,上胶边221厚度低于对接盖板22正常厚度的一半,因此上胶边221与对接盖板22成台阶状,上胶边221的后侧边向上倾斜,形成向上扬起的斜面,上胶边221的后侧边沿与贴胶板41齐平,需要制作两个限位块223,并且将限位块223设置在对接盖板22的左右两侧,并且两个限位块223对称的设置在对接盖板22下方,且限位块223固定机架6上,然后在而对接盖板22底部设置了两个限位转动块227,确保两个限位转动块227轴线在同一直线上,并且限位转动块227的轴线处于对接盖板22的前侧,且限位转动块227的轴线在对接盖板22投影与其前侧边沿平行,再限位转动块227转动安装在限位块223内,一个限位块223内位置固定的转动安装一个限位转动块227,如此对接盖板22通过限位转动块227在限位块223上翻转开启或盖合;
82.对接盖板22底部安装一个气缸导向块226,而气缸导向块226通过一个常规插销与翻盖气缸222的伸缩端转动连接,且气缸导向块226与翻盖气缸222的转动轴在对接盖板22的投影与限位转动块227轴线平行,只是气缸导向块226靠近对接盖板22的后端设置,翻盖气缸222的固定端稳定架设在机架6上;
83.还需要在对接盖板22底部固定两个板侧限位杆224,板侧限位杆224为不锈钢杆,且外部和底部包裹了圆柱形的橡胶缓冲套,还需要在每个限位块223上安装限位调节螺杆225,限位调节螺杆225顶部伸出在限位块223上方,且限位调节螺杆225通过螺纹在限位块223上升降,并且不动时通过螺纹和外接螺母进行锁紧,限位调节螺杆225顶部也要套装橡胶缓冲套,当对接盖板22盖合时,每个限位调节螺杆225都与一个板侧限位杆224对接抵靠,形成撞击的限位,并且通过板侧限位杆224的下端和限位调节螺杆225进行限位;而翻盖气缸222则是对接盖板22的翻转或盖合的驱动;
84.在机架6内部安装一个上胶卷筒51、一个绕膜卷筒5和多个张紧辊52,上胶卷筒51、绕膜卷筒5和张紧辊52都是转动辊,上胶卷筒51和绕膜卷筒5都有电机单独驱动,而张紧辊52是从动辊,并且张紧辊52都是橡胶辊,上胶卷筒51为胶膜的卷筒原料,而将胶膜的胶黏层撕开口,需要将胶膜从对接盖板22的上胶边221与贴胶板41之间的缝隙伸出,而胶膜的保护层需要通过绕膜卷筒5进行卷绕回收,而之间的撕开保护层和胶膜的绷紧都需要依靠张紧辊52进行张紧,确保胶膜能够绷直的不断向上伸出对接盖板22,而胶膜的保护层需要通过张紧辊52绷紧再用绕膜卷筒5进行收卷;
85.且所述上胶卷筒51和绕膜卷筒5之间的胶膜张紧伸出摆置在贴胶板41和切割台11顶部,所述,所述机架6内设置了plc控制器。
86.然后在对接盖板22的后侧设置压胶贴胶机构4,压胶贴胶机构4的结构简单,主要是将伸出的胶膜压紧贴合覆盖在贴片电容上,压胶贴胶机构4包括贴胶板41,贴胶板41需要是水平设置的固定板,贴胶板41固定安装在机架6上,并且贴胶板41需要与盖合状态的对接盖板2在同一平面上保持水平;
87.贴胶板41上方架设压胶气缸43,压胶气缸43的固定端稳定架设在机架6上,压胶气缸43的伸缩端竖直伸缩,而压胶气缸43的下端锁紧了一个压胶支架44,压胶支架44为长条形结构,压胶支架44水平架设在贴胶板4正上方,并且压胶支架44通过压胶气缸43驱动竖直升降,压胶支架44两侧通过轴承安装压胶辊42,压胶辊42能沿着水平的轴线转动,压胶辊42位置与压胶支架44保持固定。
88.还需要安装切割胶膜装置1,切割胶膜装置1安置在压胶装置4后端;切割胶膜装置1包括一个水平架设的切割台11,切割台11位平板,切割台11需要与贴胶板41齐平,需要做到无缝连接,在切割台11中间位置开设切割缝111,切割缝111沿着左右方向开设,切割缝111需要与胶膜和贴片电容的前进方向垂直;切割台11固定架设在机架6上,切割台11下方设置切割滑轨16;切割滑轨16也需要固定在机架6内,并且切割滑轨16上通过燕尾槽滑设了一个刀片滑台18,刀片滑台18滑动方向也是沿着左右方向横向滑动,并且刀片滑台18上通过螺栓锁紧了一个竖直的刀片17,刀片17跟随刀片滑台18在切割滑轨16上滑动,并且切割滑轨16就处于切割缝111正下方,且在同一竖直平面内相互平行,如此刀片17就在切割缝111内横像滑动切割;
89.在切割台11顶部还需要架设切割升降驱动15,切割升降驱动15顶部固定在机架6上,切割升降驱动15底部为伸缩端,切割升降驱动15是一个竖直伸缩的气缸,切割升降驱动15底部的伸缩端安装了压块12,压块12位水平设置的长条形块状结构,压块12余切割缝111在同一竖直面内平行,压块12处于切割缝111正上方,压块12底部开设切割槽14,切割槽14位长条形凹槽,切割槽14与切割缝111平行,切割槽14前后两侧各固定设置一个防滑条13,防滑条13也与切割槽14的开口边沿平行;
90.在切割台11后端架设压胶架31,压胶架31固定在机架6上,且压脚架31需要与切割台11在同一高度平面紧密续接,在压胶架31的后端架设成品架32,机架6的最后端还要安装竖直的卸料平移导轨36,成品架32竖直滑设在卸料平移导轨36上,成品架32通过卸料升降电机36驱动沿着卸料平移导轨36升降;
91.在压胶架31和成品架32上方水平安装卸料平移导轨34,卸料平移导轨34上水平滑设卸料升降气缸33,卸料升降气缸33底部的伸缩端架设卸料吸盘3,卸料吸盘3与上料吸盘2结构相同,只是卸料吸盘3用于吸取贴膜完成的成品贴片电容,卸料吸盘3通过单独的电机在卸料平移导轨34上水平驱动,上料吸盘2也是通过单独的电机驱动在上料平移导轨24上水平移动。如此本装置安装完成。
92.所述切割胶膜装置1、上料吸盘2、卸料吸盘3、压胶贴胶机构4、上胶卷筒51和绕膜卷筒5都与plc控制器连接,这种控制方式属于本领域的常规连接和控制。
93.本实用新型在使用时,将需要将贴片电容平放在原料架21上,可以数十片叠合放置,此时通过原料升降电机212将原料架21降低至最低处,以便于容纳更多贴片电容,然后控制机架6内的plc控制器启动设备,机架6内还需要设置总开关61,便于应急使用;
94.然后需要在上胶卷筒51上安置胶膜卷筒,然后将较卷筒状的胶膜展开,胶膜卷筒就跟透明胶一样,一面有胶一面光滑,胶膜的粘黏面还覆盖了保护层,将保护层与胶膜分开,将控制翻盖气缸222将对接盖板22升起,将胶膜的粘黏面朝上伸出向对接盖板22后侧铺展,而保护层用绕膜卷筒进行卷绕成筒进行回收,而胶膜和保护层都需要通过多个张紧辊52进行张紧,张紧辊52需要在所有的转向和飘散点进行设置张紧,并且张紧辊52不可与胶膜的粘黏面接触,翻盖气缸222将对接盖板22收回盖合,使对接盖板22在限位块223顶部水平架设,并且不会撞击抖动,对接盖板22是通过翻盖气缸222拉紧的,有效避免设备运行时贴片电容将对接盖板22撞击抖动,确保平稳运行,还能通过板侧限位杆224和限位调节螺杆225的配合进行支撑限位,避免对接盖板22拉扯高度过低;
95.上料吸盘2将原料架21上的贴片电容吸取一片后,上料吸盘2在上料升降气缸23的
作用下升起,上料升降气缸23在上料平移导轨24上通过无杆气缸驱动向后侧滑动,上料升降气缸23在对接盖板22上方停止,再次启动上料升降气缸23伸长,将上料吸盘2吸取的贴片电容平放在对接盖板22,需要定位准确,而原料架21上的贴片电容通过挡料杆211定位夹持,可以适用不同尺寸的贴片电容;
96.对接盖板22上的贴片电容安置稳定后,上料吸盘2需要将贴片电容的前端对齐粘黏在从对接盖板22后侧伸出的胶膜上,使贴片电容的后侧边沿与胶膜粘黏住,此时压胶辊是压紧在贴片电容顶部的,贴片电容底部贴合了胶膜,贴片电容在贴胶板41上不断被压胶辊42转动向后移动,此时当第一个贴片电容向后移动时,胶膜将贴片电容底部完全覆盖贴合,而通过的贴片电容后侧又会有胶膜露出,上料吸盘2再次吸取第二个贴片电容,将第二个贴片电容对齐后粘附在露出一截宽度的胶膜上,并且与第一个贴片电容的间隔缝隙不得超过切割槽14的宽度,如此不断的就将贴片电容贴合在胶膜上,并且不断的被压胶辊42向后滚动输送;
97.然后贴合胶膜的第一个贴片电容不断被输送,穿过切割胶膜装置1的工位,贴片电容的最前端边沿处于切割缝111的边沿,然后控制压块12下压,压块12将贴片电容的前端压紧,而这个贴片电容的后侧已经处于压胶架31上放平了,通过此时压块12后侧的防滑条13压住了第一个贴片电容,而前侧的防滑条13压住了第二个防滑条,此时控制推动刀片滑台18的气缸进行一个往返,将刀片17在切割滑轨16上横向推拉一次,并将第一个穿过的贴片电容和第二个贴片电容之间的胶膜切断,如此第一个贴片电容再通过卸料吸盘3吸取后,并通过卸料吸盘3夹持后放置在成品架32上,如此不断的切割,不断的有贴片电容被贴胶完成,通过卸料吸盘3不断的放入成品架32上,同时前端的上料吸盘2也不断的将贴片电容放置在对接盖板22上进行贴胶;
98.随着成品架32上的贴片电容不断增加,卸料升降电机35不断控制成品架32降低,容纳更多的贴片电容,成品架32不需要控制位置精度,只需要稳定承接即可。
99.本装置贴胶效率高,穿模方便,工作没有多余动作,间隙小,胶膜报废量少,生产连续性更高。
100.前后方向是指贴片电容在本装置前进的方向,起始点为前,终点为后,本装置锁止的原料架21为承载了贴片电容的起点,即为前侧,成品架32为承载了贴片电容的终点,也就是后侧;左右方向和横向都是指沿着左右方向,左右方向是指承载了贴片电容前进的方向的左右两侧。
101.虽然以上描述了本实用新型的具体实施方式,但是熟悉本技术领域的技术人员应当理解,我们所描述的具体的实施例只是说明性的,而不是用于对本实用新型的范围的限定,熟悉本领域的技术人员在依照本实用新型的精神所作的等效的修饰以及变化,都应当涵盖在本实用新型的权利要求所保护的范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。