1.本实用新型涉及电池中的集电体自动点焊组装技术领域,尤其涉及一种集电体点焊组装一体机。
背景技术:
2.在电池行业中,对电池组装的集成化生产需求要求越来越高,对于节约成本,降低能耗以及对设备的自动化的要求越来越高。目前用于电池中集电体点焊组装的设备无法继续满足上述要求。
技术实现要素:
3.为了克服现有技术中的缺点,本实用新型设计了一种集电体点焊组装一体机,实现电池集成化生产,节约成本与能耗,提高设备的自动化程度。
4.本实用新型提供一种集电体点焊组装一体机,包括密封圈送料装置、铜钉送料装置、负极盖送料装置、点焊部、组装部、交接部、工作台和电机;所述点焊部包括点焊导杆、第一凸轮和第一转盘,所述第一转盘外壁设置焊接轨道,所述点焊导杆顶部与所述第一凸轮固定连接,所述第一凸轮与所述焊接轨道相适配;所述点焊导杆通过所述第一凸轮和所述焊接轨道下压使负极盖与铜钉接触焊接形成集电子;所述交接部设置于所述点焊部和所述组装部之间;所述组装部包括第二转盘、组装导杆和第二凸轮,所述第二转盘外壁设置有组装轨道,所述组装导杆顶部与所述第二凸轮固定连接,所述第二凸轮与所述组装轨道相适配,所述组装导杆吸附集电子通过所述第二凸轮和所述组装轨道下压使集电子插入密封圈内组装集电子;所述电机通过齿轮组驱动所述第一转盘和所述第二转盘同步转动;所述点焊部、所述组装部和所述交接部安装于所述工作台上。
5.优选地,所述密封圈送料装置包括密封圈振动盘和送料通道;所述铜钉送料装置包括铜钉振动盘和送料通道;所述负极盖送料装置包括负极盖振动盘和送料通道。
6.优选地,所述工作台上设置有出料口,所述出料口位于所述工作台上靠近所述组装部的位置。
7.优选地,所述密封圈送料装置与所述组装部之间设置有密封圈进口部。
8.优选地,
9.优选地,所述铜钉送料装置之间与所述点焊部之间设置有铜钉进口部。
10.优选地,所述负极盖送料装置与所述点焊部之间设置有负极盖进口部。
11.优选地,所述负极盖进口部和所述铜钉进口部之间设置有电极部。
12.优选地,集电体点焊组装一体机还包括涂胶部。
13.与现有技术相比,本实用新型提供的技术方案具有以下优势:
14.本实用新型的集电体点焊组装一体机通过振动盘分别将铜钉、负极盖、密封圈送入指定转盘,转盘将铜钉与负极盖输送到点焊部,通过第一凸轮使点焊导杆将负极盖下压与铜钉接触焊接,组装成集电子,再通过交接部过渡给组装部,组装部上的组装导杆吸附集
电子涂胶部进行涂胶,涂胶后通过第二凸轮向下运动,使集电子插入密封圈内完成组装。
15.本实用新型的集电体点焊组装一体机实现了集电体的点焊组装一体化生产,大大提高了电池的生产效率。
附图说明
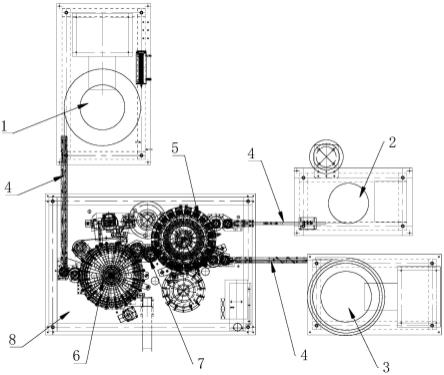
16.图1为本实用新型的实施例提供的一种集电体点焊组装一体机的俯视结构示意图;
17.图2为本实用新型的实施例提供的一种集电体点焊组装一体机的平面结构示意图;
18.图3为本实用新型的实施例提供的一种集电体点焊组装一体机的结构示意图;
19.图4为图3的集电体点焊组装一体机的正视图;
20.图5为本实用新型的实施例提供的一种集电体点焊组装一体机的点焊轨迹图;
21.图6为本实用新型的实施例提供的一种集电体点焊组装一体机的组装轨迹图;
22.图7为图6中a处放大示意图;
23.图8为图6中b处放大示意图;
24.图9为点焊部另一视角的结构示意图。
25.附图标号:1-密封圈振动盘,2-铜钉振动盘,3-负极盖振动盘,4-送料通道,5-点焊部, 6-组装部,7-交接部,8-工作台,9-电机,10-点焊导杆,11-第一转盘,12-第二转盘,13
‑ꢀ
组装导杆,14-密封圈进口部,15-铜钉进口部,16-负极盖进口部,17-电极部,18-涂胶部, 19-出料口。
具体实施方式
26.下面结合具体实施例来对本实用新型进行进一步说明,但并不将本实用新型局限于这些具体实施方式。本领域技术人员应该认识到,本实用新型涵盖了权利要求书范围内所可能包括的所有备选方案、改进方案和等效方案。
27.在本实用新型的描述中,需要说明的是,对于方位词,如有术语“中心”,“横向”、“纵向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示方位和位置关系为基于附图所示的方位或位置关系,仅是为了便于叙述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定方位构造和操作,不能理解为限制本实用新型的具体保护范围。
28.如图1-9所示,展示了一种集电体点焊组装一体机,包括密封圈送料装置、铜钉送料装置、负极盖送料装置、点焊部5、组装部6、交接部7、工作台8和电机9;所述点焊部5包括点焊导杆10、第一凸轮和第一转盘,所述第一转盘外壁设置焊接轨道,所述点焊导杆10 顶部与所述第一凸轮固定连接,所述第一凸轮与所述焊接轨道相适配;所述点焊导杆10通过所述第一凸轮和所述焊接轨道下压使负极盖与铜钉接触焊接形成集电子;所述交接部7设置于所述点焊部5和所述组装部6之间;所述组装部6包括第二转盘12、组装导杆13和第二凸轮,所述第二转盘12外壁设置有组装轨道,所述组装导杆13顶部与所述第二凸轮固定连接,所述第二凸轮与所述组装轨道相适配,所述组装导杆13吸附集电子通过所述第二凸轮和所
述组装轨道下压使集电子插入密封圈内组装集电子;所述电机9通过齿轮组驱动所述第一转盘和所述第二转盘12同步转动;所述点焊部5、所述组装部6和所述交接部7安装于所述工作台8上。
29.作为优选地,所述密封圈送料装置包括密封圈振动盘1和送料通道4;所述铜钉送料装置包括铜钉振动盘2和送料通道4;所述负极盖送料装置包括负极盖振动盘3和送料通道4;所述工作台8上设置有出料口19,所述出料口19位于所述工作台8上靠近所述组装部6的位置。
30.本实施例中,所述密封圈送料装置与所述组装部6之间设置有密封圈进口部14;所述铜钉送料装置之间与所述点焊部5之间设置有铜钉进口部15。所述负极盖送料装置与所述点焊部5之间设置有负极盖进口部16。所述负极盖进口部16和所述铜钉进口部15之间设置有电极部17。
31.更具体的,集电体点焊组装一体机还包括涂胶部18。
32.本实施例的集电体点焊组装一体机通过振动盘分别将铜钉、负极盖、密封圈送入指定转盘,转盘将铜钉与负极盖输送到点焊部5,通过第一凸轮使点焊导杆10将负极盖下压与铜钉接触焊接,组装成集电子,再通过交接部7过渡给组装部6,组装部6上的组装导杆13吸附集电子涂胶部18进行涂胶,涂胶后通过第二凸轮向下运动,使集电子插入密封圈内完成组装。组装导杆13吸附集电子通过凸轮下压使集电子插入密封圈内组成集电体。
33.本领域技术人员应理解,上述描述以及附图中所示的本实用新型的实施例只作为举例而并不限制本实用新型。本实用新型的功能及结构原理,在不背离上述展示的原则下可任意修改。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。