1.本发明涉及一种载板玻璃液输送和其稳定方法,具体地说,尤其涉及一种载板玻璃液输送装置及其稳定控制方法。
背景技术:
2.载板玻璃作为高清显示面板制造的上游关键材料,在整个显示产业中起着非常重要的作用,随着行业的发展,载板玻璃制造正朝着超大、超薄方向发展。超大、超薄的载板玻璃对玻璃成型品质如玻璃平均厚度、厚度斜率等玻璃品质提出更高的要求。
3.在现有的载板玻璃生产中因为玻璃液供给流量发生变化,使载板玻璃平均厚度、厚度斜率等品质发生波动,载板玻璃废弃。造成载板玻璃玻璃板品质降低,及生产产量的减少。当供给玻璃液发生较大变化时,易造成成型设备发生断板,造成玻璃液的堆积,不利于成型设备的安全和处理人员的人身安全,而且断板处理和恢复需要大量的时间,严重影响了生产产量,降低生产效益。
技术实现要素:
4.本发明的目的,在于提供一种载板玻璃液输送装置及其稳定控制方法,持续稳定为成型输送玻璃液,稳定生产中玻璃液的波动,减小供给玻璃液流量波动,稳定载板玻璃品质。
5.本发明是通过以下技术方案实现的:
6.一种载板玻璃液输送装置,包括输液槽和稳定输液装置,输液槽和稳定输液装置连接,稳定输液装置和成型输液装置连接,稳定输液装置包括输液罐和输液碗,输液罐和输液碗通过输液管ⅰ连接,输液碗和成型输液装置通过输液管ⅱ连接,输液罐上方设有稳压口,输液管ⅰ连接有加热电源ⅰ,输液管ⅱ连接有加热电源ⅱ,输液罐外壁上设有输液罐加热瓦,输液碗外壁上设有输液碗加热瓦,输液碗外壁和输液碗加热瓦为弧面设置,弧面设置可以稳定玻璃液出料量,输液管ⅱ上设有塞砖,输液槽为水平设置,减小玻璃液面波动和玻璃液温度突变对出料量的影响,稳定玻璃液流速;玻璃液位面上部留有一定的缓冲空间,稳压口不但保证了输液装置内部压力均衡,保证玻璃液输送的稳定,而且还具有排除玻璃液中挥发物的功效,提高载板玻璃液的品质。
7.进一步地,所述的成型输液装置包括输液杯和成型器,塞砖插入到输液杯内,输液杯和成型器之间设有成型输液槽。
8.进一步地,输液杯底部设有坡度角θ,塞砖底部设有坡度角θ,0
°
≤θ≤15
°
,塞砖使玻璃液在输送过程中稳定输液装置和成型输液装置形成良好的密闭性,不但可以减少玻璃液在输送过程中的热损失,而且可以避免玻璃液与空气的接触,避免出现因玻璃液温度降低或者与空气接触,造成载板玻璃玻筋和气泡品质缺陷。。
9.进一步地,所述输液槽、稳定输液装置、输液杯和成型输液槽材质为铂金,铂金材料具有稳定的化学性和物理性,不会造成载板玻璃液的污染。
10.进一步地,输液罐底部锥度为8
°‑
14
°
,避免玻璃液在流动过程中在输液罐滞留,温度降低,形成玻璃缺陷。
11.进一步地,所述输液管ⅰ两端采用法兰分别连接输液罐底部和输液碗上部,法兰两端连接加热电源ⅰ。
12.进一步地,所述输液管ⅱ两侧设有法兰,法兰两端连接加热电源ⅱ。
13.进一步地,所述塞砖为刚玉材质或高铝材质。
14.一种载板玻璃液输送稳定控制方法,使用上述载板玻璃液输送装置,玻璃液出料量需控制在
±
1kg/h,包括如下调节方法:
15.①
璃液出料量出现波动超出目标值1kg/h范围时,流量趋势波动较小,调整输液管ⅱ的控制电流值每次5-10a/次,玻璃液出料量稳定时间在10分钟;
16.②
璃液出料量出现波动超出目标值1kg/h范围时,流量趋势波动较大,调整输液管ⅰ电流值5-10a/次,输液管ⅱ的控制电流值5-10a/次,玻璃液出料量稳定时间在10-15分钟;
17.③
玻璃液出料量出现波动超出目标值1kg/h范围,流量趋势波动时,调整输液罐、输液管ⅰ、输液碗、输液管ⅱ的控制温度值,玻璃液出料量稳定时间在15-30分钟。
18.与现有技术相比,本发明的有益效果是:
19.1、玻璃液经输液罐、输液碗、带有折弯的成型输液槽,不稳定的玻璃液经过逐级缓冲后到达成型器,通过一系列的稳定加热、调温,快速实现玻璃液升/降,及时稳定出料量。
20.2、结构简单,稳定生产中玻璃液的波动,减小供给玻璃液流量波动,稳定载板玻璃品质,提高生产效率。
21.3、玻璃液出料量的调节方法可以通过调节各环节设备的温度来调节玻璃液升/降,控制出液量。
附图说明
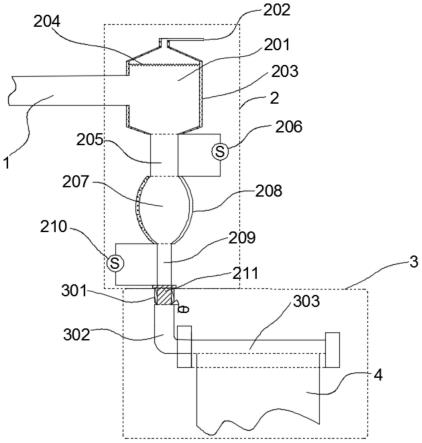
22.图1是本发明的结构示意图;
23.图2是本发明的塞砖的示意图。
24.图中:1、输液槽,2、稳定输液装置,3、成型输液装置,4、载板玻璃,201、输液罐,202、稳压口,203、输液罐加热瓦,204、玻璃液位面,205、输液管ⅰ,206、加热电源ⅰ,207、输液碗,208、输液碗加热瓦,209、输液管ⅱ,210、加热电源ⅱ,211、塞砖;301、输液杯,302、成型输液槽,303、成型器。
具体实施方式
25.下面结合附图对本发明作进一步地描述说明。
26.如图1所示,实施例1、一种载板玻璃液输送装置,包括输液槽1和稳定输液装置2,输液槽1和稳定输液装置2连接,稳定输液装置2和成型输液装置3连接,稳定输液装置2包括输液罐201和输液碗207,输液罐201和输液碗207通过输液管ⅰ205连接,输液碗207和成型输液装置3通过输液管ⅱ209连接,输液罐201上方设有稳压口202,输液管ⅰ205连接有加热电源ⅰ206,输液管ⅱ209连接有加热电源ⅱ210,输液罐201外壁上设有输液罐加热瓦203,输液碗207外壁上设有输液碗加热瓦208,输液碗207外壁和输液碗加热瓦208为弧面设置,输液管ⅱ209上设有塞砖211。
27.实施例2、一种载板玻璃液输送装置,所述的成型输液装置3包括输液杯301和成型器303,塞砖211插入到输液杯301内,输液杯301和成型器303之间设有成型输液槽302;输液杯301底部设有坡度角θ,塞砖211底部设有坡度角θ,0
°
≤θ≤15
°
;所述输液槽1、稳定输液装置2、输液杯301和成型输液槽302材质为铂金,铂金材料具有稳定的化学性和物理性,不会造成载板玻璃液的污染;输液罐201底部锥度为8
°‑
14
°
;所述输液管ⅰ205两端采用法兰分别连接输液罐201底部和输液碗207上部,法兰两端连接加热电源ⅰ206;所述输液管ⅱ209两侧设有法兰,法兰两端连接加热电源ⅱ210,其它与实施例1相同。
28.在产线建设时期,设备冷态时对输液管ⅱ209与输液杯301垂直位置提前标定,便于热对接。产线具备对接条件时,输液管ⅱ209的塞砖211插入到输液杯301内。
29.卸料口封堵完成后,玻璃液从输液槽1流进稳定输液装置2,依次流经输液罐201、输液管ⅰ205、输液碗207、输液管ⅱ209、输液杯301、成型输液槽302到达成型器303。通过液位的建立玻璃液直至充满整个输液装置,形成一个具有一定液位面204的玻璃液进出平衡系统。
30.输液槽1水平设置,保证与熔化炉玻璃液面的一致性,减小玻璃液面波动和玻璃液温度突变对出料量的影响,稳定玻璃液流速,其末端与输液罐201相连。
31.输液罐201为玻璃液流动提供缓冲作用,稳定玻璃液流量。输液罐201底部设计为锥形,锥度为8
°‑
14
°
,避免玻璃液在流动过程中在输液罐滞留,温度降低,形成玻璃缺陷。输液罐201采用间接加热,输液罐加热瓦203为其提供玻璃液保温和升温所需热量。
32.玻璃液位面204上部留有一定的缓冲空间,顶部设计压力平衡的稳压口202。稳压口202不但保证了输液装置内部压力均衡,保证玻璃液输送的稳定,而且还具有排除玻璃液中挥发物的功效,提高载板玻璃液的品质。
33.输液管ⅰ205设计为规则性圆柱结构,直径小于输液槽1,稳定玻璃液流速。
34.输液管ⅰ205两端采用法兰分别连接输液罐201底端和输液碗207上部。输液管ⅰ采用直接加热,通过加热电源ⅰ206连接法兰两端,加热电源ⅰ206稳定输出低电压高电流直流电。当玻璃液流量出现较大波动时能迅速对其升温和降温,稳定玻璃液流速,保证成型设备的安全和载板玻璃的品质。
35.输液碗207侧壁为弧面,整体为碗状结构,入口端为输液管ⅰ205,出口端为输液管ⅱ209,且出口端碗口小于入口端碗口,对玻璃液进行降速,稳定玻璃液出料量。
36.输液碗207采用输液碗加热瓦208间接加热,采用两侧对称式弧面加热瓦,为其提供保温和升温所需热能。
37.输液管ⅱ209位规则型圆柱结构,直径小于输液管ⅰ205,均匀稳定为成型器输送玻璃液。
38.输液管ⅱ209两侧连接法兰,加热电源ⅱ210持续稳定输出低电压高电流直流电,本体自发热模式,快速实现对玻璃液升/降温度,及时稳定出料量。
39.输液管ⅱ209末端设计塞砖211,塞砖211采用一体化设计并设有外沿(如图2所示),整体镶嵌在输液管ⅱ209末端,塞砖211材质可以为刚玉材质或者高铝砖。塞砖211底部坡度与输液杯301坡度一致,θ角为0
°‑
15
°
内的任意角度。如果角度为0
°
,只需在成型输液槽内焊接圆环即可。
40.在现有生产过中,一般采用保温砖加保温棉进行结构保温,不但造成热量在此处
散失,而且无法完全使玻璃液与空气的隔绝,造成玻璃板品质缺陷。塞砖211使玻璃液在输送过程中与整个稳定输液装置2和成型输液装置3形成良好的密闭性,不但可以减少玻璃液在输送过程中的热损失,而且可以避免玻璃液与空气的接触,避免出现因玻璃液温度降低或者与空气接触,造成载板玻璃玻筋和气泡品质缺陷。
41.塞砖211沿下高度与输液杯301高度一致,保证塞砖正好插入输液杯301内,且输液杯直径大塞砖直径2-3mm。
42.成型输液槽302直径,根据成型器303尺寸设计,可以与输液杯301杯口直径一致,可以大于输液杯直径,但必须大于输液管ⅱ209直径,进一步降低玻璃液流动速度,稳定玻璃液出料量。
43.实施例3、一种载板玻璃液输送稳定控制方法,使用实施例1或2所述的载板玻璃液输送装置,玻璃液出料量需控制在
±
1kg/h,包括如下调节方法:
44.①
璃液出料量出现波动超出目标值1kg/h范围时,流量趋势波动较小,调整输液管ⅱ209的控制电流值8a/次左右,玻璃液出料量稳定时间在10分钟;
45.②
璃液出料量出现波动超出目标值1kg/h范围时,流量趋势波动较大,调整输液管ⅰ205电流值8a/次左右,输液管ⅱ209的控制电流值8a/次左右,玻璃液出料量稳定时间在12分钟;
46.③
璃液出料量出现波动超出目标值1kg/h范围,流量趋势波动时,调整输液罐201、输液管ⅰ205、输液碗207、输液管ⅱ209的控制温度值,玻璃液出料量稳定时间在12分钟。
47.生产期间玻璃液出料量出现波动或者需要调整出料量时,可以单独调整输液管ⅱ209的电流值5-10a/次,也可以调整输液罐201、输液管ⅰ205、输液碗207、输液管ⅱ209的设定温度值或是两两的组合模式,进行玻璃液出料量的调整和玻璃液流速的均匀性。以上载板玻璃液输送稳定控制方法中具体实施可以不限于一种,也可以是组合方式。调整频次也不局限于一次,但是每次调整必须有时间间隔。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。