1.本发明属于铸造技术领域,具体涉及配重块覆膜砂砂芯自动打孔机。
背景技术:
2.目前铸造行业中,覆膜砂砂芯是铸造成型的主要造型制芯原辅材料,由于覆膜砂砂芯的发气量比较大,发气速度快,砂芯一般需要设置排气孔作为排气通道,将浇注时产生的气体排出,以保证铸件成型及防止铸件质量缺陷。排气是铸造过程中的关键技术之一,型腔内气体状态变化对铸件成型及质量有很大的影响,液体金属在注入砂芯内的时候会产生气体,如果不能顺利排出铸体的话,铸件内部会出现气孔缺陷。
3.现承接生产的配重块类铸件,重量为30-60kg,结构较为复杂,仅有一个φ50mm的出口,其内部覆膜砂砂芯整体成型,呈半圆形结构,砂芯重量为15-25kg,浇注时处于金属液的全包围状态,故此,在砂芯的本体及芯头上需要设置4道排气通道,堵住2个排气孔,形成一个总的排气通道,才能保证铸件质量,防止铸件产生气孔缺陷。
4.目前批量生产的配重块类覆膜砂砂芯的排气通道通过人工用手电钻打孔,打孔时,砂芯打孔的稳定性差,且定位的深度、精度不高,合格率和生产效率低下,严重影响制芯中心的整体工作效率和工作量,因此,需要研发设计一种适用配重块覆膜砂砂芯的自动打孔机,以满足生产和质量需要。
技术实现要素:
5.本发明的目的在于克服现有技术问题的不足,提供了一种配重块覆膜砂砂芯自动打孔机,解决了砂芯的打孔质量和生产效率低下问题。
6.为实现上述目的,本发明提供以下技术方案:配重块覆膜砂砂芯自动打孔机,包括框架主体、可替换砂芯置放台、打孔装置、回收砂斗、防误感应闭锁装置及plc控制系统,所述框架主体上设置可替换砂芯置放台,所述砂芯置放台上固定砂芯,所述砂芯置放台方便拆卸更换,以适应多品种配重块覆膜砂砂芯打孔作业;所述砂芯置放台侧面设有打孔装置,通过所述打孔装置对砂芯本体及芯头进行打孔;所述砂芯置放台的两端设有砂芯定位装置和砂芯压紧装置;所述打孔装置包括打孔支撑架、导向装置和钻头组合;所述导向装置包括滑块、导轨、步进电机,所述钻头组合包括钻头电机、钻头、钻杆支承套和导向支撑,所述步进电机带动滑块在导轨上移动,钻头电机和钻杆支承套固定在滑块上,钻头随滑块移动;所述导向支撑设置于砂芯置放台及钻头的前端,钻头通过导向支撑向砂芯钻孔;所述回收砂斗设置在导轨的下端,所述防误感应闭锁装置安装在砂芯置放台的两侧上端,所述plc控制系统包括plc控制单元、步进控制模块、触摸屏,plc控制系统控制砂芯打孔操作按规定程序执行。
7.进一步的,所述砂芯定位装置包括3个定位块,所述定位块分散设置在砂芯周边及所述砂芯置放台上,并与砂芯形状匹配。
8.进一步的,所述砂芯压紧装置包括压紧块和旋转压紧气缸,所述旋转压紧气缸与
压紧块连接,通过所述旋转压紧气缸可带动所述压紧块旋转和上下移动,通过所述压紧块压紧砂芯上表面。
9.进一步的,所述打孔装置包括第一打孔装置和第二打孔装置,所述第一打孔装置包括第一打孔支撑架、第一导向装置和第一钻头组合,所述第一打孔装置设有3个钻头;所述第二打孔装置包括第二打孔支撑架、第二导向装置和第二钻头组合,所述第二打孔装置设有1个钻头,所述第二打孔装置的钻头方向与所述第一打孔装置的钻头方向相垂直,并处于一个相交平面状态。
10.进一步的,所述第一导向装置包括第一滑块、第一导轨、第一步进电机,所述第一钻头组合包括第一钻头电机、第一组钻头、第一钻杆支承套和导向支撑;所述第二导向装置包括第二滑块、第二导轨、第二步进电机,所述第二钻头组合包括第二钻头电机、第二钻头、第二钻杆支承套和导向支撑。
11.进一步的,所述导向支撑包括支撑板、导向孔和导向轴承,钻头通过导向支撑的导向轴承旋转向砂芯钻孔。
12.进一步的,所述回收砂斗包括第一回收砂斗、第二回收砂斗及总回收砂斗,所述第一回收砂斗固定于第一打孔装置的下端,所述第二回收砂斗固定于第二打孔装置的下端,所述总回收砂斗设置于第一回收砂斗和第二回收砂斗的末端下方,且可以移动抽取倒砂。
13.进一步的,所述第一钻头电机通过同步皮带和皮带轮与第一钻杆支承套上的3个皮带轮连接,从而带动第一组钻头做旋转运动;所述第二钻头电机通过同步皮带和皮带轮与第二钻杆支承套上的1个皮带轮连接,从而带动第二钻头做旋转运动;进一步的,所述砂芯定位装置的定位块及砂芯压紧装置的压紧块材料为尼龙。
14.进一步的,所述防误感应闭锁装置由光栅传感器及电气闭锁装置组成。
15.进一步的,所述砂芯自动打孔机的启动按钮包括2个同时按压才能启动的按钮。
16.与现有技术相比,本发明的有益效果是:1、砂芯自动打孔的定位和深度精度高 ,打孔效率高,单次动作即可完成多个排气孔的钻孔工作 ,保证了砂芯的打孔质量和生产效率。
17.2、砂芯自动打孔机配合制芯中心实现同步运转,有效提升了制芯中心的整体工作效率和工作量。
18.3、砂芯自动打孔机的砂芯置放台方便拆卸更换,适应多品种配重块覆膜砂砂芯打孔作业。
19.4、本发明的砂芯自动打孔机,整体结构紧凑,操作方便,最大限度的降低了对操作人员工作量、工作时间以及工作技能的需求 ,大幅提升了整个制芯中心的流转速度和自动化水平。
附图说明
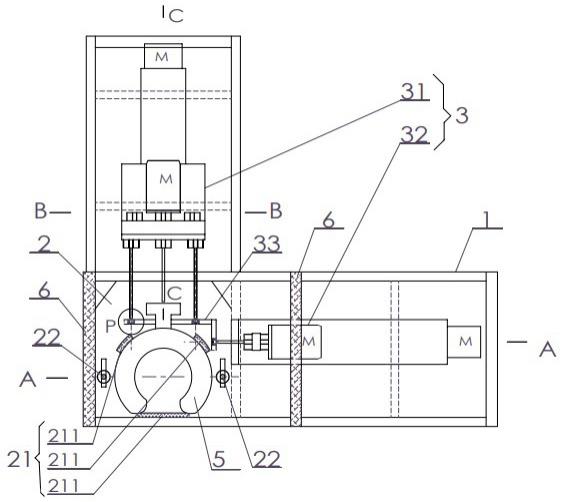
20.图 1 为本发明的整体结构布置图 ;图 2 为a-a视图 ;图 3 为b-b视图 ;图 4 为c-c视图 ;图 5 为本发明实施例的砂芯排气通道示意图;
图 6为图1的导向支撑p处放大示意图。
21.其中:1、框架主体;2、砂芯置放台;21、砂芯定位装置;211定位块;22砂芯压紧装置;221压紧块;222旋转压紧气缸;3、打孔装置;31、第一打孔装置;311、第一打孔支撑架;312、第一导向装置;3121、第一滑块;3122、第一导轨;3123、第一步进电机;313、第一钻头组合;3131、第一钻头电机;3132、第一组钻头;3133、第一钻杆支承套。
22.32、第二打孔装置;321、第二打孔支撑架;322、第二导向装置;3221、第二滑块;3222、第二导轨;3223、第二步进电机;323、第二钻头组合;3231、第二钻头电机;3232、第二钻杆支承套;3233、第二钻头;33、导向支撑;331、支撑板;332、导向孔;333、导向轴承;34、皮带轮;35、皮带;4、回收砂斗 ;41、第一回收砂斗;42、第二回收砂斗;43、总回收砂斗;5、砂芯、6、防误感应闭锁装置;7、触摸屏;8、启动按钮;9、主排气通道;10、分支排气通道。
具体实施方式
23.下面结合附图对本发明的具体实施方式作进一步详细的描述。
24.如图1、图2、图3、图4、图5所示的一种覆膜砂砂芯打孔机,包括框架主体1、可替换砂芯置放台2、打孔装置3、回收砂斗4、防误感应闭锁装置6及plc控制系统;框架主体1上设置可替换砂芯置放台2,所述砂芯置放台2上固定砂芯5,所述砂芯置放台2方便拆卸更换,适应多品种配重块覆膜砂砂芯打孔作业;砂芯置放台2侧面设有2组打孔装置3,第一打孔装置31设有3个处于一个平面,且与砂芯置放台2相平的钻头,其中,中间钻头对芯头座的中心进行打孔,另2个钻头方向沿中间钻头对称设置,对两侧砂芯5表面进行打孔,第二打孔装置32设有一个钻头,对砂芯5的侧表面进行打孔,钻头方向与第一组3个钻头方向相垂直,且处于一个相交平面状态,形成分支排气通道贯通;砂芯置放台2的两端设有砂芯定位装置21和砂芯压紧装置22;第一打孔装置31包括第一打孔支撑架311、第一导向装置312和第一钻头组合313;第一导向装置312包括第一滑块3121、第一导轨3122、第一步进电机3123,第一钻头组合313包括第一钻头电机3131、第一组钻头3132、第一钻杆支承套3133,第一步进电机3123带动第一滑块3121在第一导轨3122上移动,第一钻头电机3131和第一钻杆支承套3133固定在第一滑块3121上,第一组钻头3132随第一滑块移动3121;第一钻头电机3131通过同步皮带35和皮带轮34与第一钻杆支承套3133上的3个皮带轮34连接,从而带动第一组钻头3132做旋转运动;导向支撑33设置于砂芯置放台2及第一组钻头3132的两侧钻头的前端,通过导向支撑33向砂芯5钻孔。
25.第二打孔装置32包括第二打孔支撑架321、第二导向装置322和第二钻头组合323;第二导向装置322包括第二滑块3221、第二导轨3222、第二步进电机3223,第二钻头组合323包括第二钻头电机3231、第二钻头3233、第二钻杆支承套3232,第二步进电机3223带动第二滑块3221在第二导轨3222上移动,第二钻头电机3231和第二钻杆支承套3232固定在第二滑
块3221上,第二钻头3233随第二滑块3221移动;第二钻头电机3231通过同步皮带35和皮带轮34与第二钻杆支承套3232上的1个皮带轮34连接,从而带动第二钻头3233做旋转运动;导向支撑33设置于砂芯置放台2及第二钻头3233的前端,通过导向支撑33向砂芯5钻孔。
26.回收砂斗4包括第一回收砂斗41、第二回收砂斗42及总回收砂斗43,第一回收砂斗41固定于第一打孔装置31的下端,第二回收砂斗42固定于第二打孔装置32的下端,所述总回收砂斗43可以移动抽取,设置于第一回收砂斗41和第二回收砂斗42的末端下方,用以承接第一回收砂斗41和第二回收砂斗42打孔时产生的碎砂。
27.防误感应闭锁装置6安装在砂芯置放台2的两侧上端, plc控制系统包括plc控制单元、步进控制模块、触摸屏7,plc控制系统控制砂芯打孔操作按规定程序执行。
28.其中,所述砂芯定位装置21包括3个定位块211,所述定位块211分散设置在砂芯5周边及所述砂芯置放台2上,并与砂芯5形状匹配。
29.其中,砂芯压紧装置22包括2个压紧块221和2个旋转压紧气缸222,旋转压紧气缸222与压紧块221连接,通过旋转压紧气缸222可带动所述压紧块221旋转和上下移动,通过压紧块221压紧砂芯5上表面。
30.其中,导向支撑33包括支撑板331、导向孔332和导向轴承333,第一组钻头3132、第二钻头3233通过导向支撑33的导向轴承333旋转向砂芯5钻孔。
31.其中,砂芯定位装置21的3个定位块211及砂芯压紧装置22的2个压紧块221采用尼龙材料,保护砂芯的接触面,防止损伤砂芯。
32.其中,砂芯自动打孔机的启动按钮8包括2个同时按压才能启动的按钮,防止误启动。
33.其中,防误感应闭锁装置6由光栅传感器及电气闭锁装置组成,当人工在打孔机操作范围时,打孔机即停止工作,防止出现误伤事故。
34.以下具体阐述下本实施例配重块覆膜砂砂芯的打孔操作过程 :如图1、图2所示,配重块覆膜砂砂芯5的长度为400mm,宽度为300 mm,高度为150 mm,重量为20kg。
35.1)打开砂芯自动打孔机的触摸屏7,根据窗口画面,首先打开参数画面,设置第一组钻头3132深度为195mm,打孔速度为15mm/s,打孔时间为15s;设置第二钻头3233深度为240mm,打孔速度为18mm/s,打孔时间为15s;2)打开自动画面,点击运行;3)人工将配重块覆膜砂芯5放置于砂芯置放台2的砂芯定位装置21的3个定位块211内,人工两只手同时按压2个启动按钮8,砂芯自动打孔机即按照plc控制系统程序开始工作;4)旋转压紧气缸222带动压紧块221旋转、下降,压紧块221压紧砂芯5的上表面,使砂芯5处于完全定位状态 ;5)首先第一打孔装置31按照程序要求对砂芯5进行打孔,一次成型3个排气孔,紧接着第二打孔装置32按照程序要求对砂芯5进行打孔,一次成型2个贯穿排气孔;6)砂芯打孔机打孔完毕,旋转压紧气缸222带动压紧块221上升、旋转,压紧块221松开砂芯5,恢复至初始位置;7)人工取出砂芯5,并重复上述动作进行打孔循环操作。
36.将配重块覆膜砂砂芯5的3个排气孔用气枪吹干净,其中2个贯穿排气孔与另2个排气孔相重合,用岩棉堵住,仅保留芯头的排气孔。将砂芯浸涂醇基涂料,点火烘干后,放入周转箱后待造型使用。
37.如图6所示,砂芯5的打孔方向及排气通道示意图。第一打孔装置31打孔形成3个排气孔,形成1个芯头主排气通道9,2个分支排气通道10;第二打孔装置32打孔形成2个贯穿排气孔,形成1个贯穿分支排气通道10,此贯穿分支排气通道10将主排气通道9和另2个分支排气通道10连通,将2个贯穿排气孔用岩棉堵塞,即完成3个分支排气通道10向主排气通道9汇聚排气,形成完整的砂芯排气通道。
38.需要说明的是,砂芯自动打孔机的控制触摸屏7设有自动画面、手动画面、监控画面、参数画面等,其中,参数画面可以设置第一打孔装置31、第二打孔装置32的打孔深度、打孔速度、打孔时间等;自动画面显示打孔深度、速度、时间及运行、待机、故障等;手动画面可以设置第一步进电机3123、第二步进电机3223的速度,第一钻头电机3131、第二钻头电机3231的速度,可以点动控制第一步进电机3123、第二步进电机3223运动。
39.需要说明的是,调整打孔作业的配重块覆膜砂砂芯5种类品种,只需要拆卸更换砂芯置放台2,设定砂芯自动打孔机的打孔参数,进行打孔循环操作即可。
40.以上的仅是本发明的优选实施方式,应当指出,对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
