1.本发明属于风电叶片制造技术领域,具体为一种风电叶片后缘新型粘接工艺。
背景技术:
2.随着新能源的快速发展,风电叶片在发展中,低成本和高可靠性成为设计和制造的关键。目前,风电叶片的结构一般由叶片吸力边壳体、叶片压力边壳体、腹板组成,其中大梁和腹板是预制成型,生产中,预制的大梁与叶片壳体一起灌注成型,成型后的吸力边壳体、预制腹板、压力边壳体通过结构胶粘接完成最终的风电叶片结构。叶片壳体的前缘和后缘都是与叶片吸力边壳体和叶片压力边壳体一体成型的,最后将叶片吸力边壳体前缘和叶片压力边壳体前缘粘接,叶片吸力边壳体后缘和叶片压力边壳体后缘粘接。
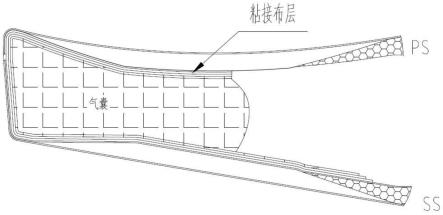
3.风轮叶片的主要组成部件分为ps蒙皮、ss蒙皮(后缘三明治一体成型)、腹板和大梁,ps蒙皮、ss蒙皮通过模具预制成型,成型后在ss面三明治区域刮涂结构胶,模具扣合通过结构胶粘接为一体。此种成型方式结构胶用量很大,叶片成本较高。
4.因此,本发明提出一种无需使用结构胶粘接工艺。
技术实现要素:
5.针对现有技术的不足,本发明提供了一种风电叶片后缘新型粘接工艺,ps与ss蒙皮(不包含后缘三明治)单独灌注成型,设计随型气囊,并将气囊使用无孔隔离膜包裹放置在粘接区域,在ss面手糊粘接法兰并翻至气囊上方,模具扣合后,气囊充气,将粘接法兰顶起与ps壳体相连,从而实现后缘粘接区域无结构胶,节约结构胶成本,后缘粘接区域无三明治芯材,节约芯材成本。
6.为实现上述目的,本发明提供如下技术方案:一种风电叶片后缘新型粘接工艺,所述风电叶片后缘新型粘接工艺如下:
7.s1、首先将ps与ss蒙皮(不包含后缘三明治)采用单独灌注成型;
8.s2、设计随型气囊,并将气囊使用无孔隔离膜包裹放置在粘接区域;
9.s3、在ss面手糊粘接法兰并翻至气囊上方;
10.s4、将模具扣合后,对气囊进行充气;
11.s5、最后将粘接好的法兰顶起与ps壳体相连。
12.根据后缘粘接现有的成型方式(叶片蒙皮与后缘三明治一体灌注成型,通过结构胶将ps与ss蒙皮粘接到一起)进行发明,ps与ss蒙皮(不包含后缘三明治)单独灌注成型,设计随型气囊,并将气囊使用无孔隔离膜包裹放置在粘接区域,在ss面手糊粘接法兰并翻至气囊上方,模具扣合后,气囊充气,将粘接法兰顶起与ps壳体相连,从而实现无需使用结构胶粘接的成型工艺。
13.优选的,所述具体的成型流程整体分为三个阶段,分别为ps面成型、ss面成型和后缘粘接。
14.优选的,所述ps面成型方式包含有以下步骤:
15.叶片模具准备,清理干净叶片成型的模具;
16.叶片蒙皮结构层铺放;
17.布置灌注辅材前,灌注辅材设计;
18.ps面蒙皮一体灌注成型,灌注前检验一次袋膜和二次袋压真空度;
19.ps面蒙皮灌注预固化结束后,去除ps面蒙皮表面的真空袋膜、灌注辅材、灌注流道等辅材。
20.优选的,所述ss面成型方式包含以下步骤:
21.叶片模具准备,清理干净叶片成型的模具;
22.叶片蒙皮结构层铺放;
23.布置灌注辅材前,灌注辅材设计;
24.ss面蒙皮一体灌注成型,灌注前检验一次袋膜和二次袋压真空度;
25.ss面蒙皮预固化结束后,去除ss面蒙皮和粘接法兰模具真空袋膜、灌注辅材、灌注流道等辅材。
26.优选的,所述后缘粘接成型包含以下步骤:
27.去除后缘粘接区域脱模布,将气囊使用无孔隔离膜包裹,将包裹好无孔隔离膜的气囊放置在ss面后缘粘接区域;
28.手糊后缘粘接区域粘接布层,并将粘接布层翻至气囊上方;
29.ps面和ss面蒙皮及模具合模缝位置玻璃钢处理合格后,ps面和ss面蒙皮包合模真空;
30.确认完粘接布层与ps面壳体完全接触后,开启ps面和ss面主模具加热系统进行加热。
31.优选的,所述s4中的合模粘接过程,将粘接法兰手糊至气囊上,气囊充气后,将粘接布层顶起,使ps蒙皮与ss蒙皮粘接到一起。
32.与现有技术相比,本发明的有益效果如下:
33.本技术通过后缘粘接现有的成型方式(叶片蒙皮与后缘三明治一体灌注成型,通过结构胶将ps与ss蒙皮粘接到一起)进行发明,ps与ss蒙皮(不包含后缘三明治)单独灌注成型,设计随型气囊,并将气囊使用无孔隔离膜包裹放置在粘接区域,在ss面手糊粘接法兰并翻至气囊上方,模具扣合后,气囊充气,将粘接法兰顶起与ps壳体相连,从而实现无需使用结构胶粘接的成型工艺。
附图说明
34.图1为本发明结构示意图;
35.图2为本发明传统结构胶粘接方式图。
具体实施方式
36.基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
37.本发明提供一种技术方案:一种风电叶片后缘新型粘接工艺,所述风电叶片后缘新型粘接工艺如下:
38.s1、首先将ps与ss蒙皮(不包含后缘三明治)采用单独灌注成型;
39.s2、设计随型气囊,并将气囊使用无孔隔离膜包裹放置在粘接区域;
40.s3、在ss面手糊粘接法兰并翻至气囊上方;
41.s4、将模具扣合后,对气囊进行充气;
42.s5、最后将粘接好的法兰顶起与ps壳体相连。
43.根据后缘粘接现有的成型方式(叶片蒙皮与后缘三明治一体灌注成型,通过结构胶将ps与ss蒙皮粘接到一起)进行发明,ps与ss蒙皮(不包含后缘三明治)单独灌注成型,设计随型气囊,并将气囊使用无孔隔离膜包裹放置在粘接区域,在ss面手糊粘接法兰并翻至气囊上方,模具扣合后,气囊充气,将粘接法兰顶起与ps壳体相连,从而实现无需使用结构胶粘接的成型工艺。
44.其中,ps面成型方式步骤如下:
45.首先,叶片模具准备,清理干净叶片成型的模具,模具具备叶片成型生产的状态,模具表面涂打脱模剂,铺放模具表面脱模布,铺放一、二真空密封胶条。
46.进一步,叶片蒙皮结构层铺放,按照《工艺sop》文件铺放蒙皮的结构层,铺放外蒙皮大布、外蒙皮补强和外蒙皮增强层,铺放预制后缘梁(或芯材下后缘ud),放置主梁,铺放芯材,铺放芯材上后缘ud,铺放内蒙皮增强层、内蒙皮补强和内蒙皮大布。蒙皮结构层铺放结束后,铺放前缘粘接区和后缘粘接区的脱模布,脱模布必须完全覆盖轴向和弦向粘接区域,防止粘接区域光面,造成粘接失效。
47.进一步,布置灌注辅材前,进行灌注辅材设计,在ps面分模面上布置环向透气毡和透气毡搭桥,透气毡搭桥一侧与布层搭接铺放,另一侧压在环向透气毡下面。在大面区域铺放脱模布、隔离膜、导流网、注胶管、注胶座等灌注辅材,灌注辅材布置结束后,ps面蒙皮整体密封一次真空袋膜和二次真空袋膜,真空袋膜随ps蒙皮型面布置,按照型面变化调整一次和二次真空袋膜,防止出现真空袋膜紧绷、悬空等情况。
48.进一步,ps面蒙皮一体灌注成型,灌注前检验一次袋膜和二次袋压真空度,一次和二次袋膜分别抽真空至30mbar以下开始真空度检验,15min内真空表示数变化≤20mbar,真空度检验合格。真空度检验合格后,可进行一体灌注作业,灌注前确认灌注树脂体系正确。灌注树脂必须进行脱泡过程,防止出现灌注成型后玻璃钢层气泡和发白等缺陷。
49.进一步,ps面蒙皮灌注预固化结束后,去除ps面蒙皮表面的真空袋膜、灌注辅材、灌注流道等辅材。合模缝棱台区域进行打磨修型,将该区域玻璃钢凸起、不平整位置打磨修型处理,棱台玻璃钢保留2-3mm,防止合模粘接时主模具顶模,造成气囊顶起后无法与ps面粘接发生偏差。
50.其中,ss面成型方式步骤如下:
51.首先,叶片模具准备,清理干净叶片成型的模具,模具具备叶片成型生产的状态,模具表面涂打脱模剂,铺放模具表面脱模布,铺放一、二真空密封胶条。
52.进一步,叶片蒙皮结构层铺放,按照《工艺sop》文件铺放蒙皮的结构层,铺放外蒙皮大布、外蒙皮补强和外蒙皮增强层,铺放预制后缘梁(或芯材下后缘ud),放置主梁,铺放芯材,铺放芯材上后缘ud,铺放内蒙皮增强层、内蒙皮补强和内蒙皮大布。蒙皮结构层铺放结束后,铺放前缘粘接区和后缘粘接区的脱模布,脱模布必须完全覆盖轴向和弦向粘接区域、粘接法兰区域的分模面区域,防止粘接区域光面,造成粘接失效和粘接法兰模具无法脱
模。
53.进一步,灌注辅材设计,布置灌注辅材前,在ss面分模面上布置环向透气毡和透气毡搭桥,透气毡搭桥一侧与布层搭接铺放,另一侧压在环向透气毡下面。在大面区域铺放脱模布、隔离膜、导流网、注胶管、注胶座等灌注辅材,灌注辅材布置结束后,ss面蒙皮整体密封一次真空袋膜和二次真空袋膜,真空袋膜随ss蒙皮型面布置,按照型面变化调整一次和二次真空袋膜,防止出现真空袋膜紧绷、悬空等情况。
54.进一步,ss面蒙皮一体灌注成型,灌注前检验一次袋膜和二次袋压真空度,一次和二次袋膜分别抽真空至30mbar以下开始真空度检验,15min内真空表示数变化≤20mbar,真空度检验合格。真空度检验合格后,可进行一体灌注作业,灌注前确认灌注树脂体系正确。灌注树脂必须进行脱泡过程,防止出现灌注成型后玻璃钢层气泡和发白等缺陷。
55.进一步,ss面蒙皮预固化结束后,去除ss面蒙皮和粘接法兰模具真空袋膜、灌注辅材、灌注流道等辅材。合模缝棱台区域进行打磨修型,将该区域玻璃钢凸起、不平整位置打磨修型处理,棱台玻璃钢保留2-3mm,防止合模粘接时主模具顶模,造成气囊顶起后无法与ps面粘接发生偏差。
56.其中,后缘粘接成型步骤如下:
57.首先,去除后缘粘接区域脱模布,将气囊使用无孔隔离膜包裹,将包裹好无孔隔离膜的气囊放置在ss面后缘粘接区域。
58.进一步,手糊后缘粘接区域粘接布层,并将粘接布层翻至气囊上方。
59.进一步,ps面和ss面蒙皮及模具合模缝位置玻璃钢处理合格后,ps面和ss面蒙皮包合模真空,包合模真空时分模面区域铺放透气毡,透气毡完全覆盖玻璃钢毛边,防止玻璃钢毛边扎破真空袋膜造成真空系统失效。ps和ss面蒙皮真空度抽至<-81kpa,方可进行模具翻转粘接作业。模具扣合后,使用气泵将气囊充气,气囊充气完成后需确保粘接布层与ps面壳体完全接触。
60.进一步,确认完粘接布层与ps面壳体完全接触后,开启ps面和ss面主模具加热系统进行加热,加热器温度设置为80-85℃,对粘接布层进行加热固化,加热5-6h固化结束,测试布层tg样块tg值,tg值≥70℃合格。固化后使用真空泵将气囊泄压取出,并妥善保管用于下次使用。
61.其中,所述s4中的合模粘接过程,将粘接法兰手糊至气囊上,气囊充气后,将粘接布层顶起,使ps蒙皮与ss蒙皮粘接到一起,此种成型工艺可大大降低叶片生产成本。
62.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
63.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。