技术特征:
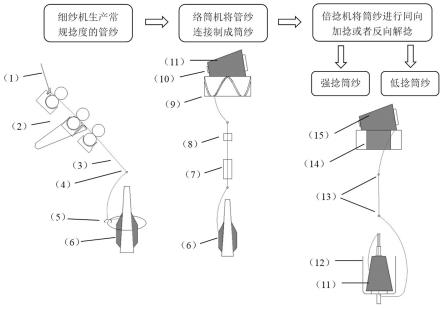
1.一种特种纱线纺制方法,包括以下步骤:a、使用细纱机生产常规捻度管纱;b、使用络筒机将步骤a所得管纱连接制成筒纱;c、使用倍捻机将步骤b所得筒纱加工为强捻新筒纱或低捻新筒纱。2. 如权利要求1所述的特种纱线纺制方法,包括以下步骤:a、使用细纱机生产常规捻度管纱将粗纱条(1)喂入细纱牵伸罗拉系统(2)牵伸成细纱(3),细纱(3)通过细纱机导纱钩(4)在钢丝圈(5)的高速回转下加上捻回形成具有捻度的细纱,生产常规捻度的管纱(6),所得管纱(6)捻系数介于470~300之间;b、使用络筒机将步骤a所得管纱连接制成筒纱步骤a所得常规捻度管纱(6)通过络筒机的退绕张力器(7)、电子清纱空气捻接器系统(8),最终在槽筒(9)表面沟槽的带动下均匀卷绕在筒管(10)上形成常规捻度筒纱(11);所述常规捻度筒纱(11)的捻系数介于470~300之间;c、使用倍捻机加工强捻新筒纱或低捻新筒纱步骤b所得常规捻度筒纱(11)放入倍捻机桶罐(12)中,执行以下步骤之一:c1、同向退绕继续增加捻度,增加捻度的筒纱经过倍捻机导纱钩(13),在数字卷绕槽筒(14)的引导下重新卷绕成新筒纱(15);所得新筒纱(15)为强捻筒纱,其捻系数高于470;c2、反向退绕降低捻度,降低捻度的筒纱进过倍捻机导纱钩(13),在数字卷绕槽筒(14)的引导下重新卷绕成新筒纱(15);所得新筒纱(15)为低捻筒纱,其捻系数低于300。3. 如权利要求2所述的特种纱线纺制方法,包括以下步骤:a、使用细纱机生产常规捻度管纱以棉纤维为原料,制备粗纱条(1),将所得粗纱条(1)喂入细纱牵伸罗拉系统(2)牵伸成细纱(3),细纱(3)通过细纱机导纱钩(4)在钢丝圈(5)的高速回转下加上捻回形成具有捻度的细纱,得到捻系数为450的管纱(6);b、使用络筒机将步骤a所得管纱连接制成筒纱步骤a所得管纱(6)通过络筒机的退绕张力器(7)、电子清纱空气捻接器系统(8),最终在槽筒(9)表面沟槽的带动下均匀卷绕在筒管(10)上形成筒纱(11);c、使用倍捻机加工强捻新筒纱步骤b所得常规捻度筒纱(11)放入倍捻机桶罐(12)中,执行以下步骤:c1、同向退绕继续增加捻度,增加捻度的筒纱经过倍捻机导纱钩(13),在数字卷绕槽筒(14)的引导下重新卷绕成新筒纱(15);所得新筒纱(15)为捻系数650的强捻筒纱。4. 如权利要求2所述的特种纱线纺制方法,包括以下步骤:a、使用细纱机生产常规捻度管纱以棉纤维为原料,制备粗纱条(1),将所得粗纱条(1)喂入细纱牵伸罗拉系统(2)牵伸成细纱(3),细纱(3)通过细纱机导纱钩(4)在钢丝圈(5)的高速回转下加上捻回形成具有捻度的细纱,生产常规捻度的管纱(6),所得管纱(6)捻系数为350;b、使用络筒机将步骤a所得管纱连接制成筒纱步骤a所得常规捻度管纱(6)通过络筒机的退绕张力器(7)、电子清纱空气捻接器系统(8),最终在槽筒(9)表面沟槽的带动下均匀卷绕在筒管(10)上形成常规捻度筒纱(11);所
述常规捻度筒纱(11)的捻系数介于470~300之间;c、使用倍捻机加工强捻新筒纱步骤b所得常规捻度筒纱(11)放入倍捻机桶罐(12)中,执行以下步骤:c2、反向退绕降低捻度,降低捻度的筒纱进过倍捻机导纱钩(13),在数字卷绕槽筒(14)的引导下重新卷绕成新筒纱(15);所得新筒纱(15)为低捻筒纱,其捻系数240。
技术总结
本发明公开了一种特种纱线纺制方法,包括以下步骤:A、使用细纱机生产常规捻度管纱;B、使用络筒机将步骤A所得管纱连接制成筒纱;C、使用倍捻机将步骤B所得筒纱加工为强捻新筒纱或低捻新筒纱。本发明能够利用纺织行业现有设备生产强捻纱或弱捻纱,产品质量稳定,生产效率高,节能降耗效果明显。节能降耗效果明显。节能降耗效果明显。
技术研发人员:杨圣明 叶葳 金仁发
受保护的技术使用者:安徽华茂纺织股份有限公司
技术研发日:2022.10.31
技术公布日:2023/1/31
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。