1.本发明涉及门机吊装技术领域,更具体地,涉及一种集装箱起重机的大梁组件与门框总装工艺。
背景技术:
2.长期以来,岸桥前后大梁组件与门框总装时候,因受自重影响,多采用水上浮吊单钩进行吊装,该施工方案需要依赖大型水上起重设备进行辅助作业,不仅产生了高昂的费用支出,同时浮吊容易受潮水及浪涌等各方面因素影响,吊装过程不太平稳,安全性能比较低,环保性能比较差,而且降低了门框与岸桥前后大梁组件的总装效率。因此,亟需设计一种集装箱起重机的大梁组件与门框总装工艺。
技术实现要素:
3.本发明的目的在于提供一种集装箱起重机的大梁组件与门框总装工艺,解决现有技术中门框与岸桥前后大梁组件总装采用水上浮吊单钩吊装时,成本高、吊装过程不太平稳,安全性能比较低,环保性能比较差、总装效率低下等技术问题,本着安全,环保,效益之原则,采用门机抬吊,改变了传统的单一浮吊单钩吊装方式,也将局限的水上作业环境拓展到陆上吊装上面来,不受潮水及浪涌影响,吊装更平稳,更开放资源,也大大提高了岸桥前后大梁组件与门框的总装效率。
4.为了实现上述目的,本发明采用以下技术方案:
5.作为本发明的一个方面,提供了一种集装箱起重机的大梁组件与门框总装工艺,包括以下步骤:
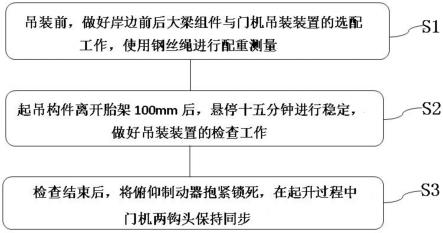
6.s1.吊装前,做好岸边前后大梁组件与门机吊装装置的选配工作,使用钢丝绳进行配重测量;
7.s2.起吊构件离开胎架100mm后,悬停十五分钟进行稳定,做好吊装装置的检差工作,
8.s3.检查结束后,将俯仰制动器抱紧锁死,在起升过程中门机两钩头保持同步。
9.作为本发明上述方面的一种集装箱起重机的大梁组件与门框总装工艺,其中s1包括以下步骤:
10.s11.进行总装吊耳选型及安装、岸边前后大梁组件重心计算及调整、吊装方案及钢丝绳选配工作;
11.s12.吊装前将钢丝绳进行配重测量,标记出实际长度,按照要求进行挂钩,确保构件左右高低差在允许范围内。
12.作为本发明上述方面的一种集装箱起重机的大梁组件与门框总装工艺,其中s11包括以下步骤:
13.s111.根据前后大梁组件设计重量选用吊装吊耳,吊耳承载满足受力要求,并预放安全系数;
14.s112.计算前后大梁组件重心,控制前后大梁组件重心在总装吊耳的中间,若重心偏向海陆侧一侧过多,需调整重心位置;
15.s113.采用双钩的吊装方式,避开吊装干涉构件,选配合适的吊梁;
16.s114.综合考虑吊装高度、角度以及受力承载情况选配钢丝绳。
17.作为本发明上述方面的一种集装箱起重机的大梁组件与门框总装工艺,其中s111包括以下具体步骤:
18.s1111.吊耳安装在海陆侧上横梁海侧面,1.5米范围内腹板与翼板之间相关焊缝增加无损检测;
19.s1112.吊耳安装位置应避让机构,与箱体内部隔板对劲,对劲隔板根据受力情况加厚。
20.作为本发明上述方面的一种集装箱起重机的大梁组件与门框总装工艺,其中s112包括以下具体步骤:
21.s1121.通过前大梁俯仰角度调整海陆侧重心位置;
22.s1122.调整小车系统停止位,改变小车系统在后大梁、前大梁的位置改变组件重心位置;
23.s1123.通过在前后大梁增加配重,达到调整重心位置。
24.作为本发明上述方面的一种集装箱起重机的大梁组件与门框总装工艺,其中s114包括以下步骤:
25.s1141.吊装高度小于等于设备限制高度,吊装角度以小于等于60
°
为宜,吊装的角度小于等于120
°
。
26.s1142.根据吊装高度及角度,绘制受力分析图,并根据受力分析图选用钢丝绳和卸扣。
27.作为本发明上述方面的一种集装箱起重机的大梁组件与门框总装工艺,其中s2包括以下步骤:
28.s21.检查吊耳,钢丝绳的承受情况,同时检测上横梁左右下口距离地面的高度,左右下口距离地面的高度应小于等于500mm;
29.s22.检查起吊时海陆侧上横梁门框法兰面海陆侧方向允许有一米的高低差。
30.采用上述技术方案,本发明具有以下优点:
31.本发明提供了一种集装箱起重机的大梁组件与门框总装工艺,解决了现有的施工方案常常需要依赖大型起重设备进行辅助作业,辅助采用浮吊,不仅产生了高昂的费用支出,同时浮吊容易受潮水及浪涌等各方面因素影响,吊装过程不太平稳的技术问题,采用门机抬吊,改变了单一浮吊单钩吊装方式,也将局限的水上作业环境拓展到陆上吊装上面来,陆上吊装不受潮水及浪涌影响,吊装更加平稳,更开放资源,也大大提高了岸边前后大梁组件与门框的总装效率。
附图说明
32.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显。
33.图1是本发明实施例中前后大梁组件门机双钩抬吊的示意图;
34.图2是图1沿a方向的结构示意图;
35.图3是图1沿b方向的结构示意图;
36.图4是本发明实施例中前后大梁组件门机双钩抬吊的俯视图;
37.图5a是本发明吊梁的主视图;
38.图5b是本发明吊梁的侧视图;
39.图6是本发明集装箱起重机的大梁组件与门框总装工艺的流程图;
40.图7是本发明陆侧总装吊耳安装的主视图;
41.图8是图7沿a-a方向的结构示意图;
42.图9是本发明海侧总装吊耳安装的主视图;
43.图10是图9沿a-a方向的结构示意图;
44.图11是本发明的前大梁配重布置图;
45.图12是图11沿a-a方向的结构示意图;
46.图13是前大梁重心调整配重布置图;
47.图14是本发明陆侧吊耳受力分析图;
48.图15是本发明海侧吊耳受力分析图。
具体实施方式
49.以下结合说明书附图对本发明的技术方案进行具体说明,在具体实施方式中详细叙述本发明的详细特征以及优点,其内容足以使任何本领域技术人员了解本发明的技术内容并据以实施,且根据本说明书所揭露的说明书、权利要求及附图,本领域技术人员可轻易地理解本发明相关的目的及优点。
50.图1示出了本发明实施例中前后大梁组件门机采用双钩抬吊的示意图;图2是图1沿a方向的结构示意图;图3是图1沿b方向的结构示意图;其中,a方向和b方向均面朝海侧,以下图中箭头方向均为海侧方向,不再赘述。
51.前后大梁组件门机双钩抬吊示意图具体如图1、图2、图3所示,在一个具体的实施例中,包括位于陆侧的第一门机钩头1,位于海侧的第二门机钩头2,分别设置在第一门机钩头1底部且通过钢丝绳3吊装连接的第一吊耳5,设置在第二门机钩头2底部且通过钢丝绳3悬挂的吊梁4,设置在吊梁4底部且通过所述钢丝绳3吊装连接的第二吊耳6。
52.图4示出了本发明实施例中前后大梁组件门机双钩抬吊的俯视图;如图4所示,本发明采用两台门机抬吊的方式对岸桥前后大梁组件与门框进行总装,其中,岸桥前后大梁组件包括机器房9、陆侧上横梁10、前大梁7、后大梁8、海侧上横梁11以及小车系统12,两台门机沿门机轨道线运行,门机轨道中心线13具体如图4所示。
53.图5a示出了本发明吊梁的主视图;图5b示出了本发明吊梁的侧视图。吊梁4的结构图具体如图5a、图5b所示,吊梁4采用400吨吊梁。
54.在一个具体的实施例中,本发明提供了一种集装箱起重机的大梁组件与门框总装工艺,包括以下步骤具体如图6所示:
55.s1.吊装前,做好岸边前后大梁组件与门机吊装装置的选配工作,使用钢丝绳3进行配重测量;
56.图7示出了本发明陆侧总装吊耳安装的主视图;图8是图7沿a-a方向的结构示意
图;图9示出了本发明海侧总装吊耳安装的主视图;图10是图9沿a-a方向的结构示意图;
57.s1包括以下步骤:
58.s11.进行吊耳选型及安装、岸边前后大梁组件重心计算及调整、吊装方案及钢丝绳选配工作;
59.其中s11包括以下具体步骤:
60.s111.根据前后大梁组件设计重量选用吊装的吊耳,吊耳承载满足受力要求,并预放安全系数;
61.其中s111包括以下具体步骤:
62.s1111.吊耳安装在海陆侧上横梁海侧面,1.5米范围内腹板与翼板之间相关焊缝增加无损检测;
63.s1112.吊耳安装位置应避让机构,与箱体内部隔板对劲,对劲隔板根据受力情况加厚。
64.其具体的步骤如下:首先选择陆侧的第一吊耳5,第一吊耳5的安装位置具体如图7和图8所示,第一吊耳5应该避让机构,与箱体内部隔板对筋,对劲的第一隔板14根据受力情况相应加厚,第一吊耳5安装在海陆侧上横梁海侧面1.5米范围内腹板与翼板之间,相关焊缝增加100%ut mt检测要求。然后选择海侧的第二吊耳6,第二吊耳6的安装位置具体如图9和图10所示,同样地,第二吊耳6应该避让机构,与箱体内部隔板对筋,对劲的第二隔板15根据受力情况相应加厚,第一吊耳5安装在海陆侧上横梁海侧面1.5米范围内腹板与翼板之间,相关焊缝增加100%ut mt检测要求。
65.图11示出了本发明的前大梁配重布置图;图12是图11沿a-a方向的结构示意图;图13是前大梁重心调整配重布置图;
66.s112.计算前后大梁组件重心,前后大梁组件重心计算表具体如下表1、表2所示,控制前后大梁组件的重心在吊耳中间为宜,若重心偏向海陆侧一侧过多,需调整重心位置,避免海陆侧吊耳单侧过载。
67.表1:后大梁组件重心计算表
[0068][0069]
表2:前后大梁组件重心计算表
[0070][0071]
重心位置有几种调整方式具体如s112所示:
[0072]
s112包括以下具体步骤:
[0073]
s1121.通过前大梁俯仰角度调整海陆侧重心位置;
[0074]
s1122.调整小车系统停止位,改变小车系统12在后大梁8、前大梁7的位置改变组件重心位置;
[0075]
s1123.重心若仍达不到理想状态,通过在前后大梁增加配重,达到调整重心位置。在一个具体的实施例中,具体如图11、图12和图13所示,配重15布置在前大梁7的上平面,左右侧沿大梁中心左右对称,配重15四周利用槽钢16加固,槽钢16高度必须高过配重块重心,防止侧翻,并与前大梁7固定牢靠。
[0076]
s113.采用双500t门机双钩吊装,为增加稳定性,且避开吊装干涉构件,选配合适的吊梁4;
[0077]
s114.综合考虑吊装高度、角度以及受力承载情况选配钢丝绳3。
[0078]
其中s114包括以下具体步骤:
[0079]
s1141.综合考虑吊装高度、角度以及受力承载情况选配钢丝绳,吊装高度不超过设备限制高度,角度不宜过大,以不超过60
°
为宜,最大不超过120
°
;
[0080]
s1142.根据吊装高度及角度,绘制受力分析图具体如图14、图15所示,图14为陆侧吊耳,即第一吊耳5的受力分析截屏,图15为海侧吊耳,即第二吊耳6的受力分析截屏,并根据受力分析图选用吊装钢丝绳及卸扣。
[0081]
s12.吊装前将钢丝绳进行吊20t配重测量,标记出实际长度,按照图2和图3中的图示要求进行挂钩,确保构件左右高低差在允许范围内,同时,第一门机钩头1,和第二门机钩头2上的钢丝绳3长度要求在海陆侧同一侧,且两根吊装的钢丝绳3的长度差不超过50mm,并且相对长的钢丝绳在右侧。
[0082]
s2.起吊构件离开胎架100mm后,悬停15分钟进行稳定,做好吊装装置的检查工作;
[0083]
其中s2包括以下具体步骤:
[0084]
s21.检查第一吊耳5、第二吊耳6和钢丝绳3的承受情况,同时检测上横梁左右下口距离地面的高度,左右下口距离地面的高度不得超过500mm;
[0085]
s22.检查起吊时海陆侧上横梁门框法兰面海陆侧方向允许有一米的高低差。
[0086]
s3.检查结束后,将俯仰制动器抱紧锁死,在起升过程中门机的第一门机钩头1和第二门机钩头2应保持同步。
[0087]
最后,需要指出的是,虽然本发明已参照当前的具体实施例来描述,但是本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本发明,而并非用作为对本发明的限定,在不脱离本发明构思的前提下还可以作出各种等效的变化或替换,因此,只要在本发明的实质精神范围内对上述实施例的变化、变型都将落在本发明的权利要求书范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
