1.本发明涉及不锈钢板加工领域,具体涉及一种不锈钢橱柜板的成型加工装置。
背景技术:
2.不锈钢台面属高级金属银色,金属元素是被广泛应用的元素,可以配任何颜色的门板,所散发出来的质感最令人兴奋,尽显其端庄华贵之美,超凡的金属魅力在此尽显无疑。随着国内整体橱柜的迅速普及,人们对整体橱柜的要求越来越高,一体化不锈钢台面在国内正在普及。不锈钢台面与其他材质的台面相比,具有绿色环保无辐射、气派豪华、耐热耐磨、经久耐用、始终光亮如新等许多优点。传统的橱柜板材正逐步被不锈钢橱柜压花板代替,然而现有的橱柜用压花板依然暴露了很多问题,由于,人们对便利生活的更高的要求,在橱柜上使用的传统压花板尽管满足了人们对外形的要求,图案花型各式各样都有,故而目前在对不锈钢橱柜板进行加工时,常采用内外模的方式对板材上进行压花。
3.对比公开号为cn106862356b的中国发明专利公开了一种自动推料式不锈钢圆形薄板成型装置,包括机架,所述机架的顶板的顶面固定有上支撑架,上支撑架的顶板的顶面中部固定有冲压油缸,冲压油缸的推杆穿过上支撑架的顶板并固定有上连接板,上连接板的底面中部固定有上模具,上模具的底面均布有多个冲压凸点,所述上连接板的两侧的边部底面固定有连接板,连接板的底面固定有导向套筒,导向杆插套在导向套筒中,导向杆的底端固定有上压板,缓冲弹簧插套在导向杆和导向套筒中,缓冲弹簧的上端固定在连接板上,缓冲弹簧的下端固定在上压板的顶面上,但是在此方案中,冲压时边角采用的为固定方式,但是在目前的不锈钢采用的花纹冲击时,一般都是中心区域受到内模的冲击,虽然不锈钢存在一定的延展性,但是在加工过程中,花纹区与固定区存在应力差,如果仅靠不锈钢的延展性无法及时将应力进行释放,则在加工后极容易在边角应力集中部位产生拉扯花纹或褶皱,如果花纹型复杂,则还有可能产生撕裂。
技术实现要素:
4.本发明提供一种不锈钢橱柜板的成型加工装置,以解决在对不锈钢板进行冲压花纹时四角应力集中发生褶皱或撕裂的技术问题。
5.本发明的一种不锈钢橱柜板的成型加工装置采用如下技术方案:包括用于提供冲压动力的冲压机构,还包括用于在冲压时对不锈钢板进行展平的扩张机构以及用于释放冲击花纹时不锈钢板应力的释放机构,所述冲压机构的上模上安装有扩张机构,所述释放机构安装在所述扩张机构内部;所述扩张机构包括应力座,四个所述应力座均匀安装在所述上模的四个顶角处,所述应力座对应所述上模的顶角处设置有尖角,且所述应力座的尖角朝外,每两个应力座之间均安装有压边座,所述压边座两端面通过连杆连接所述压边座,所述应力座上端通过配合座连接在所述上模上,所述配合座两侧端面对称设置有滑块,所述滑块外部套接有滑套,所述滑套位于所述滑块一侧成型有限位槽,且限位槽倾斜设置,槽内安装有用于支撑所
述滑块复位的预紧弹簧;所述释放机构包括释放活塞杆,所述释放活塞杆安装在所述滑套内侧端面,所述释放活塞杆远离所述滑套一端贯穿连接在释放油缸内部的释放内活塞,所述释放内活塞滑动连接在所述释放油缸内部,所述释放油缸远离所述释放活塞杆一侧端面安装有调压油缸,所述调压油缸的活塞杆部分贯穿连接在所述释放油缸内部且连接有行程调节块,所述释放内活塞和所述行程调节块之间设置有缓冲弹簧。
6.进一步的,所述连杆固连在所述应力座上,所述连杆转动连接所述压边座,当四个应力座相对于所述上模向下伸出一部分时,通过连杆能够带动压边座也向下伸出一部分,从而压边座和应力座的底面相对于内模底面凸出一部分,在下压过程中,压边座和应力座能够先压在不锈钢边缘,从而后续向外扩张时能够对不锈钢板进行外扩的搓动,从而使其展平。
7.进一步的,所述滑块固连所述配合座,所述滑块滑动连接所述滑套,所述滑块在所述滑套内侧滑动,当应力座和配合座受到底部的反向压力时,滑块受到滑套内侧限位槽向外的扩张,从而滑块受到限位向上向外移动,从而带动配合座和应力座向外部扩张,应力座能够带动底部的不锈钢板进行展平。
8.进一步的,所述滑套滑动连接在所述上模内部,且所述滑套滑动方向为横向滑动,当底部扩张结束后,上模和下模接触紧密,此时内模对不锈钢板继续进行冲击成型花纹,则不锈钢板中心位受到内模的压力产生应力集中,四角应力集中尤为明显,此时应力座的升降部分固定不动,横向部分受到滑套和释放活塞杆的带动向内收缩,故而滑套通过滑块带动配合座和应力座向内侧收缩,释放应力。
9.进一步的,所述释放活塞杆固连所述滑套和所述释放内活塞,所述释放内活塞上成型有释放孔,且所述释放油缸内部充满油液,释放内活塞在释放油缸内部滑动,受到油液的阻力和弹簧的势能,在移动的同时具有一定的阻力,将阻力传输到应力座上,避免释放应力过快。
10.进一步的,所述压边座、所述应力座底面均固连有带有花纹的硬质橡胶,利用硬质橡胶下压固定不锈钢板,既能保证夹紧的效果又能避免对不锈钢板产生凸点。
11.进一步的,所述冲压机构包括冲压机,所述冲压机冲击件上安装有上模,所述冲压机固定件上安装有下模,所述上模对应所述下模,所述上模内侧安装有对不锈钢板加工花纹的内模。
12.本发明的有益效果是:本发明的利用应力座在下压时的外扩对不锈钢板进行展平,保证不锈钢板的展平效果以及后续的成型效果,又能在产生内应力时,利用释放机构内部的缓冲动能,对不锈钢板四角的集中应力进行释放,避免应力集中造成不锈钢板在加工时和加工后的弯折以及撕裂,提高了不锈钢板成型的效果以及安全性。
附图说明
13.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
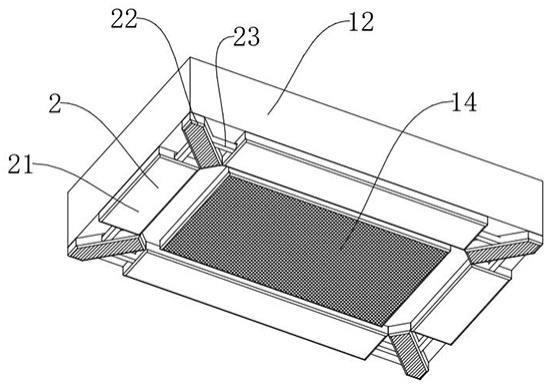
14.图1为本发明的一种不锈钢橱柜板的成型加工装置的实施例的冲压机构结构示意图;图2为本发明的一种不锈钢橱柜板的成型加工装置的实施例的扩张机构结构示意图;图3为本发明的一种不锈钢橱柜板的成型加工装置的实施例的压边座和应力座位置关系结构示意图;图4为本发明的一种不锈钢橱柜板的成型加工装置的实施例的释放机构结构示意图;图5为本发明的一种不锈钢橱柜板的成型加工装置的实施例的调压油缸内部结构示意图;图6为本发明的一种不锈钢橱柜板的成型加工装置的实施例的配合座与滑块配合关系结构示意图;图7为本发明的一种不锈钢橱柜板的成型加工装置的实施例的滑块与滑套配合关系结构示意图。
15.图中:1、冲压机构;2、扩张机构;3、释放机构;11、冲压机;12、上模;13、下模;14、内模;21、压边座;22、应力座;23、连杆;24、配合座;25、滑块;26、滑套;27、预紧弹簧;31、释放活塞杆;32、释放油缸;33、调压油缸;35、释放内活塞;36、行程调节块。
具体实施方式
16.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
17.本发明的一种不锈钢橱柜板的成型加工装置的实施例,如图1至图7所示,一种不锈钢橱柜板的成型加工装置采用如下技术方案:用于提供冲压动力的冲压机构1,还包括用于在冲压时对不锈钢板进行展平的扩张机构2以及用于释放冲击花纹时不锈钢板应力的释放机构3,冲压机构1的上模12上安装有扩张机构2,释放机构3安装在扩张机构2内部;如图2所示,扩张机构2包括应力座22,四个应力座22均匀安装在上模12的四个顶角处,应力座22对应上模12的顶角处设置有尖角,且应力座22的尖角朝外,每两个应力座22之间均安装有压边座21,压边座21两端面通过连杆23连接压边座21,如图2和图6所示,应力座22上端通过配合座24连接在上模12上,配合座24两侧端面对称设置有滑块25,如图5所示,滑块25外部套接有滑套26,滑套26位于滑块25一侧成型有限位槽,且限位槽倾斜设置,槽内安装有用于支撑滑块25复位的预紧弹簧27;如图5所示,释放机构3包括释放活塞杆31,释放活塞杆31安装在滑套26内侧端面,释放活塞杆31远离滑套26一端贯穿连接在释放油缸32内部的释放内活塞35,释放内活塞35滑动连接在释放油缸32内部,释放油缸32远离释放活塞杆31一侧端面安装有调压油缸33,调压油缸33的活塞杆部分贯穿连接在释放油缸32内部且连接有行程调节块36,释放内活塞35和行程调节块36之间设置有缓冲弹簧。
18.如图2和图3所示,连杆23固连在应力座22上,连杆23转动连接压边座21,当四个应
力座22相对于上模12向下伸出一部分时,通过连杆23能够带动压边座21也向下伸出一部分,从而压边座21和应力座22的底面相对于内模14底面凸出一部分,在下压过程中,压边座21和应力座22能够先压在不锈钢边缘,从而后续向外扩张时能够对不锈钢板进行外扩的搓动,从而使其展平。
19.如图5所示,滑块25固连配合座24,滑块25滑动连接滑套26,滑块25在滑套26内侧滑动,当应力座22和配合座24受到底部的反向压力时,滑块25受到滑套26内侧限位槽向外的扩张,从而滑块25受到限位向上向外移动,从而带动配合座24和应力座22向外部扩张,应力座22能够带动底部的不锈钢板进行展平。
20.滑套26滑动连接在上模12内部,且滑套26滑动方向为横向滑动,当底部扩张结束后,上模12和下模13接触紧密,此时内模14对不锈钢板继续进行冲击成型花纹,则不锈钢板中心位受到内模14的压力产生应力集中,四角应力集中尤为明显,此时应力座22的升降部分固定不动,横向部分受到滑套26和释放活塞杆31的带动向内收缩,故而滑套26通过滑块25带动配合座24和应力座22向内侧收缩,释放应力。
21.释放活塞杆31固连滑套26和释放内活塞35,释放内活塞35上成型有释放孔,且释放油缸32内部充满油液,释放内活塞35在释放油缸32内部滑动,受到油液的阻力和弹簧的势能,在移动的同时具有一定的阻力,将阻力传输到应力座22上,避免释放应力过快。
22.压边座21、应力座22底面均固连有带有花纹的硬质橡胶,利用硬质橡胶下压固定不锈钢板,既能保证夹紧的效果又能避免对不锈钢板产生凸点。
23.冲压机构1包括冲压机11,冲压机11冲击件上安装有上模12,冲压机11固定件上安装有下模13,上模12对应下模13,上模12内侧安装有对不锈钢板加工花纹的内模14。
24.综上所示,如图5所示,将不锈钢板平铺在下模13上,对齐基准后,先根据成型花纹的程度对调压油缸33进行调节,使调压油缸33调节行程调节块36在释放油缸32内部的位置,从而调节释放内活塞35与行程调节块36之间的距离,调节释放应力的行程,进而启动冲压机11,使上模12下压带动压边座21和应力座22下压,在下压过程中,压边座21和应力座22能够先压在不锈钢边缘,从而后续向外扩张时能够对不锈钢板进行外扩的搓动,从而使其展平,上模12、压边座21和应力座22继续下压,对不锈钢板进行外侧圈的固定,待压力足够时固定结束,冲压机11继续带动内模14下压,对不锈钢板中心位置进行花纹成型,且当内模14在成型过程中,不锈钢板根据其延展性发生形变,同时产生内应力,根据冲压成型中应力集中在边角处的原则,则不锈钢板中心位受到内模14的压力产生应力集中,四角应力集中尤为明显,此时应力座22的升降部分固定不动,应力座22受到不锈钢板向内的应力,从而使应力座22受到向内的力,力通过配合座24和滑块25,传输到滑套26上,而释放活塞杆31与滑套26固连,释放内活塞35在释放油缸32内部受到油液和弹簧的阻力,使释放内活塞35在内缩过程中仍具有阻力,使应力座22的收缩过程中产生相应的阻力,避免不锈钢板释放应力过快,同时避免不释放,从而使不锈钢板在成型后边角处不会发生褶皱和撕裂。
25.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
