1.本发明一般地涉及印刷技术领域。更具体地,本发明涉及一种印刷拼版方法、印刷品制作方法、印刷拼版装置和计算机可读存储介质。
背景技术:
2.印刷是指将文字、图画、照片等原稿经制版、施墨、加压等工序使油墨转移到纸张、织品、皮革等材料的表面进行批量复制原稿内容的技术。印刷有多种形式,最常见的为传统胶印、丝网印刷和数码印刷等。印刷是一种对原稿图文信息的复制技术,它的最大特点是,能够把原稿上的图文信息大量、经济地再现到各种各样的承印物上,而其成品还可以广泛的流传和永久的保存,这是电影、电视、照相等其它复制技术无法与之相比的。印刷品的生产,一般要经过原稿的选择或设计、原版制作、印版晒制、印刷、印后加工等五个工艺过程。
3.其中印版晒制的工艺需要经过印刷制版工作,其主要是将文字、插图设计效果等按照完稿上的指示,进行拼版、晒版。制作好的印版(或整版),可以直接用于印刷机的印刷。目前的拼版方式分为传统拼版方式和计算机拼版方式。传统的拼版方式是由人工来完成的手工拼版。人工拼版对操作技能和经验的要求非常高,需要消耗大量的人力、物力、财力和时间,并且可能在最终印刷阶段出现套印不准等问题。计算机拼版方式则在一定程度上实现了准确且快速地拼版过程。然而,不管是人工拼版方式还是目前的计算机拼版方式均较为单一,通常是根据订单文件的生成顺序,再按照颜色、材质等进行拼版,待订单文件在整版上铺满后,再进行印刷操作。
4.具体地,目前的拼版方式中,通常是在给定大小的画布上放置多个拼版项,放置数量通常是1-200个不等,待拼版项在画布上放置满后,完成拼版过程。接着,根据拼版完成的整版进行后续的印刷操作。然而,在拼版过程中,出于成本的考虑,在同一画布上的拼版项需要保证相同或相近的颜色,并且需要拼版项能够占满整个画布,才会进行后续的印刷操作。如果画布上长期无法完成拼版,将造成出货效率低的问题。若在画布未满的状态下就开始印刷操作,将造成严重的资源浪费,增加了印刷成本。
5.鉴于此,如何有效平衡画布利用率和拼版印刷效率之间的关系,对于促进印刷技术产业发展具有重要意义。
技术实现要素:
6.为解决上述一个或多个技术问题,本发明提出通过先将订单文件组合成拼版模块,每个拼版模块由多个待拼版订单文件拼接而成,在每次拼版操作时直接选取对应的拼版模块进行印刷,从而有效平衡画布利用率和拼版印刷效率。为此,本发明在如下的多个方面中提供方案。
7.在第一方面中,本发明提供了一种印刷拼版方法,包括:获取待拼版订单文件的生产优先级和印刷参数;根据所述生产优先级和印刷参数将所述待拼版订单文件进行组合,以生成多个拼版模块,每个拼版模块中包括多个待拼版订单文件;以及根据预设的整版模
板从所述多个拼版模块中选取目标拼版模块进行拼版操作,以完成印刷整版拼版。
8.在一个实施例中,所述根据所述生产优先级和印刷参数将所述待拼版订单文件进行组合以生成多个拼版模块包括:根据所述生产优先级对所述待拼版订单进行排序;判断排序后的待拼版订单对应的印刷参数是否匹配;以及响应于所述印刷参数匹配,将对应的待拼版订单进行组合,以生成拼版模块。
9.在一个实施例中,所述根据所述生产优先级对所述待拼版订单进行排序包括:按照待拼版订单文件生成的时间先后进行排序;和/或按照待拼版订单文件的印刷工期时长从高到底进行排序。
10.在一个实施例中,所述印刷参数包括待印刷产品的形状、颜色、尺寸、印刷工艺、材质和数量中的一种或多种。
11.在一个实施例中,所述判断排序后的待拼版订单对应的印刷参数是否匹配包括:判断所述待印刷产品的颜色、印刷工艺和材质是否相同或相似。
12.在一个实施例中,所述将对应的待拼版订单进行组合以生成拼版模块包括:根据预设的拼版模块的尺寸选择设定尺寸或形状的待拼版订单进行拼接;和/或根据预设的拼版模块的形状选择设定尺寸或形状的待拼版订单进行拼接。
13.在一个实施例中,所述根据预设的整版模板从所述多个拼版模块中选取目标拼版模块进行拼版操作以完成印刷整版拼版包括:根据印刷整版的尺寸从所述多个拼版模块中选择设定尺寸和形状的目标拼版模块;判断选择的目标拼版模块的颜色是否相同或相似;以及响应于所述目标拼版模块的颜色相同或相似,将选择的目标拼版模块进行拼版,以生成印刷整版。
14.在第二方面中,本发明还提供了一种印刷品制作方法,包括:根据前文以及后文中一个或多个实施例所述的方法生成印刷整版;对所述印刷整版执行印刷操作,以获取印刷制品;选择与所述印刷整版中各拼版模块对应的刀模,以确定整体刀模;以及利用所述整体刀模对所述印刷制品进行模切,以获得印刷品。
15.在第三方面中,本发明还提供了一种印刷拼版装置,包括:处理器;以及存储器,其存储有用于生成印刷拼版的计算机指令,当所述计算机指令由所述处理器运行时,使得设备执行根据前文以及后文中一个或多个实施例所述的印刷拼版方法。
16.在第四方面中,本发明还提供了一种计算机可读存储介质,其上存储有生成印刷拼版的计算机可读指令,该计算机可读指令被一个或多个处理器执行时,实现如前文以及后文中一个或多个实施例所述的印刷拼版方法。
17.根据本发明的方案,可以通过将待拼版的订单文件预先自动组合成多个拼版模块以作为备用,通过这种方式,实现了区域拼版操作。由于区域拼版操作可以在实际印刷整版之外进行,印刷设备并不需要等待其整版的生成过程,提升了印刷设备的印刷效率。在进行整版拼版时,可以直接从多个拼版模块中选择目标拼版模块进行拼版,利用拼接好的拼版模块进行拼版操作,显著加速了整版拼版完成的时间。并且通过拼版模块完成整版拼版的过程,能够提升画布利用率,且更加简单灵活,易于实现,从而有效提升了拼版印刷效率。
附图说明
18.通过参考附图阅读下文的详细描述,本发明示例性实施方式的上述以及其他目
的、特征和优点将变得易于理解。在附图中,以示例性而非限制性的方式示出了本发明的若干实施方式,并且相同或对应的标号表示相同或对应的部分,其中:
19.图1是示意性示出根据本发明的实施例的印刷拼版方法的流程图;
20.图2是示意性示出根据本发明的实施例的拼版原理的示意图;
21.图3是示意性示出根据本发明的另一实施例的印刷拼版方法的流程图;
22.图4是示意性示出根据本发明的实施例的拼版模块的示意图;
23.图5是示意性示出根据本发明的实施例的由拼版模块生成印刷整版的示意图;
24.图6是示意性示出根据本发明的实施例的印刷品制作方法的流程图;
25.图7是示意性示出根据本发明的实施例的印刷拼版装置的示意图。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.由于目前在进行拼版印刷时主要采用人工进行拼版,印刷设备需要等待画布上布满拼版项时才进行印刷操作,导致设备长时间处于待机状态,印刷效率较低,不利于大批量印刷作业。因此,本发明中对拼版过程进行设计,通过在获取待拼版订单文件后,根据其生产优先级和印刷参数等进行自动组合,预先组成多个拼版模块,每个拼版模块中可以包括多个待拼版订单文件。在利用印刷设备进行印刷时,直接可以从拼版模块中选择目标拼版模块进行拼版操作,简化了在印刷设备上的拼版过程,从而可以实现高效率的拼版作业和印刷作业。
28.下面结合附图来详细描述本发明的具体实施方式。
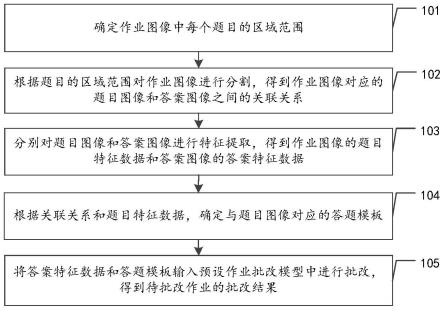
29.图1是示意性示出根据本发明的实施例的印刷拼版方法100的流程图。
30.如图1所示,在步骤s101处,获取待拼版订单文件的生产优先级和印刷参数。在一些实施例中,该印刷参数可以包括待印刷产品的形状、颜色、尺寸、印刷工艺、材质和数量中的一种或多种。待拼版订单文件的生产优先级可以是下订单的时间顺序,也可以是订单交付时间顺序,还可以是每个待拼版订单文件的重要程度。
31.在步骤s102处,根据生产优先级和印刷参数将待拼版订单文件进行组合,以生成多个拼版模块。需要说明的是,上述拼版模块对应印刷整版中的局部区域,即多个拼版模块可以拼合成一个印刷整版。每个拼版模块中包括多个待拼版订单文件。利用模块模板可以将多个待拼版订单文件拼版成一个拼版模块。在一些实施例中,可以将印刷参数相同或相近的待拼版订单文件归为一组,然后根据生产优先级的顺序选择对应的待拼版订单文件生成拼版模块。采用这种方式可以生成具有各种尺寸、颜色的拼版模板,从而可以得到不同拼版模块所组成的集合,以便于后续整体拼版时进行选取。
32.在步骤s103处,根据预设的整版模板从多个拼版模块中选取目标拼版模块进行拼版操作,以完成印刷整版拼版。在一些实施例中,预设的整版模板可以包含实际拼版整版的尺寸参数等信息,根据预设的整版模板可以选取尺寸对应的目标拼版模块进行组合,从而快速得到对应的印刷整版。
33.按照这种方式,印刷工厂在接收到多个订单时,可以首先自动对订单文件的参数信息进行算法处理,并将待拼版订单文件进行组合,以生成多个拼版模块。在后续的印刷排产等工序中,就可以直接选取对应的拼版模块进行拼版,然后组成对应的整版进行印刷操作。通过这种先进行区域拼合,再进行整体拼合的方式,可以实现对订单文件的模块化和自动化的拼版过程。通过上述选择拼版模块快速实现拼版操作,工厂内印刷机器不再需要长时间等待,从而有效提升了印刷效率。
34.图2是示意性示出根据本发明的实施例的拼版原理的示意图。图2还可以理解为一个具体的示例,该示例中示出了拼版完成后的一个拼版整版23,拼版整版23划分为两个模块,即拼版模块21和拼版模块22。需要说明的是,在该示例中,拼版模块21和拼版模块22的尺寸可以是相同的,在其他示例中,一个拼版整版23也可以包括两个以上尺寸相同,或者尺寸不相同的拼版模块。
35.其中,拼版模块21包括多个订单文件,例如可以包括订单文件211、订单文件212、订单文件213、订单文件214
……
,拼版模块22也可以包括多个订单文件,例如可以包括订单文件221、订单文件222、订单文件223、订单文件224
……
。因此,根据图1所述的方法和图2的示例,具体步骤包括:
36.当收到待拼版的订单文件后,可以首先根据生产优先级对待拼版订单文件进行排序,然后对待拼版订单文件的色彩等进行识别。例如收到了待拼版的订单文件211至29n,这些待拼版的订单文件分别来自不同的公司。通过待拼版的订单文件的生产优先级和对应的印刷参数,将这些待拼版的订单文件进行排序和识别,以便于将这些订单文件组合至对应的拼版模块。
37.以拼版模块21为例,对上述待拼版订单文件的生产优先级和印刷参数进行识别,以及根据模块模板的匹配过程,从而可以确定待拼版订单文件211和待拼版订单文件214等可以组合并拼版成为拼版模块21。并通过其他的待拼版订单文件221、订单文件224等组合得到了拼版模块22。依次进行区域拼版操作,还分别得到拼版模块23、拼版模块24、
…
、拼版模块2n等。通过上述过程,可以在区域拼合时按照生产优先级拼成规则的固定版面。
38.接着,在进行整体拼合时,将这些固定的版面按照实际拼版的尺寸进行组合,从而得到对应的整版。以图2中的拼版整版23为例,根据整版模板可以选择两个不同尺寸的拼版模块进行拼版,从而得到印刷整版。基于此,从上述得到的拼版模块21至拼版模块2n中,根据拼版模块对应尺寸和颜色等参数,从多个拼版模块中选择出拼版模块21和拼版模块22进行拼版,从而得到拼版整版23。
39.需要说明的是,上述每个拼版模块中的订单文件的形状可以相同也可以不同,本发明仅为了示例的目的而将该拼版模块21中的订单文件示出为方形,拼版模块22中的订单文件示出为圆形。例如拼版模块21中也可以包括方形的订单文件211和圆形的订单文件221,还可以包括三角形的订单文件231。本发明中对拼版整版23中的各拼版模块的形状和尺寸也并不做限制,根据模块模板的不同,拼版整版也可以根据形状和尺寸不同的拼版模块拼接而成。
40.以上结合图2中的拼版方式示意图对本发明的印刷拼版方法进行了详细说明,接下来将结合具体方式对印刷拼版方法进行详细说明。
41.图3是示意性示出根据本发明的另一实施例的印刷拼版方法的流程图。
42.如图3所示,在步骤s301处,根据生产优先级对待拼版订单进行排序。在一些实施例中,可以根据获取待拼版订单文件的时间顺序、重要程度、印刷工期时长或订单预交付时间等对待拼版订单进行排序。在一些实施例中,按照待拼版订单文件生成的时间先后进行排序,也可以按照待拼版订单文件的印刷工期时长从高到底进行排序,还可以设置相应的权重综合多方面优先级顺序进行排序。
43.在步骤s302处,判断排序后的待拼版订单对应的印刷参数是否匹配。在一些实施例中,在一些实施例中,上述判断排序后的待拼版订单对应的印刷参数时,可以判断所述待印刷产品的颜色、印刷工艺和材质是否相同或相似,以判断任意两个待拼版订单文件的印刷参数是否匹配。。
44.在步骤s303处,响应于印刷参数匹配,将对应的待拼版订单进行组合,以生成拼版模块。在一些实施例中,可以预设多种模块模板,当判断任意两个待拼版订单文件的印刷参数匹配时,可以将带订单文件与预设的模块模板进行匹配,当匹配成功时即可得到对应的拼版模块。
45.在一些实施例中,除了上述采用匹配模板的方式进行拼接之外,还可以根据预设的拼版模块的尺寸选择设定尺寸或形状的待拼版订单进行拼接。也可以根据预设的拼版模块的形状选择设定尺寸或形状的待拼版订单进行拼接。
46.在步骤s304处,根据印刷整版的尺寸从拼版模块中选择设定尺寸和形状的目标拼版模块。
47.在步骤s305处,判断选择的目标拼版模块的颜色是否相同或相似。在一些实施例中,可以根据目标拼版模块的颜色、材质等是否相同或相似,以确定目标拼版模块是否能够拼版为一个印刷整版。
48.在步骤s306处,响应于目标拼版模块的颜色相同或相似,将选择的目标拼版模块进行拼版,以生成印刷整版。
49.需要说明的是上述步骤中除了根据拼版模块的颜色进行拼版的方式,还可以根据拼版模块对应的材质、形状等多种参数进行判断,以确定所选择的目标拼版模块是否能够完成整版拼版。
50.图4是示意性示出根据本发明的实施例的拼版模块的示意图。图5是示意性示出根据本发明的实施例的由拼版模块生成印刷整版的示意图。
51.如图4所示,根据本发明的上述步骤,可以即将不同的订单文件41进行组合,从而得到拼版模块42。图4中通过对不同的待拼版订单文件进行区域拼版操作,分别得到了拼版模块(a)至拼版模块(z)。拼版模块(a)、拼版模块(b)、拼版模块(c)、拼版模块(d)和拼版模块(e)的颜色相同或相近,且材质相同,可以在一个印刷整版中完成印刷操作。其中拼版模块(a)中包括2个订单文件,拼版模块(b)和拼版模块(c)中包括3个订单文件,拼版模块(d)和拼版模块(e)中包括6个订单文件。根据模块模板的不同或拼版方式的不同,拼版模块(d)中6个待拼版订单文件拼接成一排,拼版模块(e)的6个待拼版文件则两两并列拼成三排。
52.根据整版模板或印刷整版的尺寸,将上述拼版模块(a)、拼版模块(b)、拼版模块(c)、拼版模块(d)和拼版模块(e)这6个拼版模块进行拼版,从而拼接成图5中所示出的印刷整版,根据图5中的印刷整版可以执行相应的印刷操作。
53.根据本发明的另一方面还提供了一种印刷品制作方法。图6是示意性示出根据本
发明的实施例的印刷品制作方法的流程图。
54.如图6所示,在步骤s601处,获取待拼版订单文件的生产优先级和印刷参数。在步骤s602处,根据生产优先级和印刷参数将待拼版订单文件进行组合,以生成多个拼版模块。在步骤s603处,根据预设的拼版模板从拼版模块中选取目标拼版模块进行拼版操作,以完成印刷整版拼版。由于上述步骤s601至步骤s602已在上述内容中详细说明,此处将不再重复阐述。
55.在步骤s604处,对印刷整版执行印刷操作,以获取印刷制品。
56.在步骤s605处,选择与印刷整版中各拼版模块对应的刀模,以确定整体刀模。在一些实施例中,可以根据上述拼版模块匹配对应的刀模,当根据拼版模块完成整版拼版操作后,可以按照拼版模块在整版中的位置关系,选择对应的刀模,从而组合成该印刷整版对应的整体刀模。
57.以上述图5中的印刷整版为例,可以分别对拼版模块(a)、拼版模块(b)、拼版模块(c)、拼版模块(d)和拼版模块(e)分别存在对应的刀模1至刀模6,分别将这6组刀模以及整版模板对应的刀模进行组合,从而得到该印刷整版对应的整体刀模。例如拼版模块(a)对应的刀模可以将拼版模块42中印刷完成的订单文件进行分割。
58.在步骤s606处,利用整体刀模对印刷制品进行模切,以获得印刷品。根据上述整体刀模实现对印刷制品的模切过程,就可以得到订单文件对应的印刷制品。
59.根据本发明的又一方面,还提供了一种印刷拼版装置,包括:处理器;以及存储器,其存储有用于生成印刷拼版的计算机指令,当所述计算机指令由所述处理器运行时,使得设备执行根据前文以及后文中一个或多个实施例所述的印刷拼版方法。
60.图7是示出根据本发明实施例的印刷拼版装置70的示意框图。该印刷拼版装置70可以包括根据本发明实施例的设备701以及其外围设备和外部网络。如前所述,该设备701实现设置获取待拼版订单文件信息、区域拼版操作和整体拼版操作等操作,以实现前述结合图1或图3所述的本发明的方案。
61.如图7中所示,设备701可以包括cpu7011,其可以是通用cpu、专用cpu或者其他信息处理以及程序运行的执行单元。进一步,设备701还可以包括大容量存储器7012和只读存储器rom 7013,其中大容量存储器7012可以配置用于存储各类数据以及所需的各种程序,rom 7013可以配置成存储对于设备701的加电自检、系统中各功能模块的初始化、系统的基本输入/输出的驱动程序及引导操作系统所需的数据。
62.进一步,设备701还包括其他的硬件平台或组件,例如示出的tpu(tensor processing unit,张量处理单元)7014、gpu(graphic processing unit,图形处理器)7015、fpga(field programmable gate array,现场可编程逻辑门阵列)7016和mlu(memory logic unit),存储器逻辑单元)7017。可以理解的是,尽管在设备701中示出了多种硬件平台或组件,但这里仅仅是示例性的而非限制性的,本领域技术人员可以根据实际需要增加或移除相应的硬件。例如,设备701可以仅包括cpu作为公知硬件平台和另一硬件平台作为本发明的测试硬件平台。
63.本发明的设备701还包括通信接口7018,从而可以通过该通信接口7018连接到局域网/无线局域网(lan/wlan)705,进而可以通过lan/wlan连接到本地服务器706或连接到因特网(“internet”)707。替代地或附加地,本发明的设备701还可以通过通信接口7018基
于无线通信技术直接连接到因特网或蜂窝网络,例如基于第三代(“3g”)、第四代(“4g”)或第5代(“5g”)的无线通信技术。在一些应用场景中,本发明的设备701还可以根据需要访问外部网络的服务器708以及可能的数据库709。
64.设备701的外围设备可以包括显示装置702、输入装置703以及数据传输接口704。在一个实施例中,显示装置702可以例如包括一个或多个扬声器和/或一个或多个视觉显示器。输入装置703可以包括例如键盘、鼠标、麦克风、姿势捕捉相机,或其他输入按钮或控件,其配置用于接收数据的输入或用户指令。数据传输接口704可以包括例如串行接口、并行接口或通用串行总线接口(“usb”)、小型计算机系统接口(“scsi”)、串行ata、火线(“firewire”)、pci express和高清多媒体接口(“hdmi”)等,其配置用于与其他设备或系统的数据传输和交互。
65.本发明的设备701的上述cpu 7011、大容量存储器7012、只读存储器rom 7013、tpu 7014、gpu 7015、fpga 7016、mlu 7017和通信接口7018可以通过总线7019相互连接,并且通过该总线与外围设备实现数据交互。在一个实施例中,通过该总线7019,cpu 7011可以控制设备701中的其他硬件组件及其外围设备。
66.在工作中,本发明的设备701的处理器cpu 7011可以通过输入装置703或数据传输接口704获取媒体数据包,并调取存储于存储器7012中的计算机程序指令或代码对获取到的信息进行处理,以完成媒体数据包中检测信息的填充或确定网络状况。
67.根据本发明的第四方面,本发明还提供了一种计算机可读存储介质,其上存储有生成印刷拼版的计算机可读指令,该计算机可读指令被一个或多个处理器执行时,实现如前文以及后文中一个或多个实施例所述的印刷拼版方法。
68.从上面关于本发明模块化设计的描述可以看出,本发明的设备可以根据应用场景或需求进行灵活地布置而不限于附图所示出的架构。进一步,还应当理解,本发明示例的执行操作的任何模块、单元、组件、服务器、计算机或设备可以包括或以其他方式访问计算机可读介质,诸如存储介质、计算机存储介质或数据存储设备(可移除的)和/或不可移动的)例如磁盘、光盘或磁带。计算机存储介质可以包括以用于存储信息的任何方法或技术实现的易失性和非易失性、可移动和不可移动介质,例如计算机可读指令、数据结构、程序模块或其他数据。基于此,本发明也公开了一种计算机可读存储介质,其上存储有用于识别分合指示牌的状态的方法的计算机可读指令,该计算机可读指令被一个或多个处理器执行时,实现在前结合附图所描述的方法和操作。
69.虽然本说明书已经示出和描述了本发明的多个实施方式,但对于本领域技术人员显而易见的是,这样的实施方式是仅以示例的方式提供的。本领域技术人员在不偏离本发明思想和精神的情况下想到许多更改、改变和替代的方式。应当理解在实践本发明的过程中,可以采用本文所描述的本发明实施方式的各种替代方案。所附权利要求书旨在限定本发明的保护范围,并因此覆盖这些权利要求范围内的模块组成、等同或替代方案。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。