1.本发明涉及风力发电技术领域,特别涉及一种可进行缺陷检测的纤维织物,以及使用所述纤维织物的风机叶片。
背景技术:
2.随着风力发电技术的不断发展,风力发电机单机兆瓦数也在不断增加,这就使得风力发电机的叶轮直径,即叶片长度不断变大。叶片长度的增加,势必使得叶片重量不断增加。而受限于风力发电机轮毂、塔架等的性能,实际生产制造过程中,风机叶片的重量存在一定的限制,这就使得风机叶片的重量成为提升风力发电机单机兆瓦数的瓶颈。
3.为了降低风机叶片重量,目前多采用玻纤织物通过铺层、并灌注成型的方式来制作风机叶片的壳体。在大面积铺设织物的过程中,可能会出现织物褶皱,而这些褶皱会诱使被压缩中的叶片壳体出现微小的弯曲变形,并由此慢慢蔓延,直至整个厚度上的叶片壳体开裂。因此,如何在制造过程中及时发现褶皱缺陷对于提高风机叶片的生产质量极为重要。
4.然而,目前制造风机叶片所采用的玻璃纤维及其编织线均为白色,因此,通过需要专用设备来检测缺陷。随着叶型尺寸的逐渐增加,检测玻纤织物面内或面外褶皱所需的时间大幅增加,检测效率低。此外,针对灌注固化过程中出现的褶皱进行定位时,还需要将褶皱上方布层进行完全打磨,进而会造成不可修复破坏。
技术实现要素:
5.针对现有技术中的部分或全部问题,本发明一方面提供一种可进行缺陷检测的纤维织物,其包括与纤维颜色不同的第一编织线,且相邻的两条第一编织线之间的距离被设置为使得能够定位织物铺层造成的褶皱缺陷。
6.进一步地,所述第一编织线与纤维颜色的相对色差不小于3,其中所述相对色差根据cielab 1976年发布的色彩模式输出的颜色参数计算得到。
7.进一步地,所述第一编织线的颜色数量为1种或更多。
8.进一步地,所述第一编织线的颜色数量不超过20种。
9.进一步地,所述纤维织物还包括与纤维颜色相同的第二编织线。
10.进一步地,所述第一编织线与第二编织线的比例为1:10至1:500。
11.进一步地,所述第一编织线与第二编织线的比例为1:10至1:100。
12.进一步地,所述第一编织线与第二编织线的比例为1:10至1:50。
13.进一步地,所述编织线沿所述纤维织物的0
°
方向设置。
14.进一步地,任意相邻的两条第一编织线之间的距离为单数纱束宽度的11至501倍。
15.进一步地,任意相邻的两条第一编织线之间的距离为单数纱束宽度的11至101倍。
16.进一步地,任意相邻的两条第一编织线之间的距离为单数纱束宽度的11至51倍。
17.进一步地,所述编织线为玻璃纤维、或聚酯纤维。
18.进一步地,所述纤维织物为单轴、双轴、或三轴玻璃纤维织物,其包括主方向和/或
纬向玻璃纤维,所述玻璃纤维的颜色为白色。
19.进一步地,所述纤维织物采用经平、变经平、双变经平或链编的方式。
20.基于如前所述的纤维织物,本发明另一方面提供一种风机叶片,所述风机叶片的至少一个部件包括如前所述的纤维织物,所述纤维织物中的相邻的两条第一编织线之间的距离被设置为使得能够定位风机叶片的褶皱缺陷。
21.进一步地,所述风机叶片中各层纤维织物中所包含的第一编织线的颜色各不相同。
22.基于此,本发明还提供一种风机叶片的缺陷检测方法,包括:
23.在铺设纤维织物的过程中,通过观察第一编织线的走向,确定所述纤维织物的随型性以及直线度;和/或
24.在所述风机叶片灌注成型后,通过观察所述风机叶片展向的第一编织线的走向,确定是否存在褶皱缺陷,并定位缺陷位置。
25.进一步地,所述缺陷检测方法还包括,通过图像识别系统自动识别铺设缺陷。
26.基于此,本发明还提供一种图像识别系统,用于检测风机叶片的缺陷,其中所述风机叶片包括如如前所述的纤维织物,所述缺陷的检测包括:
27.在铺设纤维织物的过程中,通过判断第一编织线的走向,确定所述纤维织物的随型性以及直线度;和/或
28.在所述风机叶片灌注成型后,通过判断所述风机叶片展向的第一编织线的走向,确定是否存在褶皱缺陷,并定位缺陷位置,其中所述缺陷位置包括第一编织线弯曲或褶皱的位置。
29.本发明基于发明人的如下洞察:现有的对于风机叶片曲线的检测包括无损和破坏性检测两大类。其中,无损检测方法主要包括x射线、超声波、声发射、光线传感器、热红外成像技术等等,但是这类方法均存在一定的局限性,或不适用于现场检测、或检测精度较差,稳定性不高。发明人经过研究发现,风机叶片的缺陷通常由制造过程中产生的织物褶皱引起,但是由于现有的风机叶片中所采用的织物中的玻璃纤维及其编织线均为白色,这就使得在制造过程中进行褶皱检测极为困难,效率较低。基于此,本发明提供一种可进行缺陷检测的纤维织物,其将现有的纤维织物中的部分或全部白色编织线替换为彩色编织线,使得在大面积铺设纤维织物的过程中,能够通过所述彩色编织线的状态识别所述纤维织物的弯曲度,并确认是否出现褶皱,同时,在风机叶片灌注成型后,仍可于叶片外部肉眼观察所述彩色编织线的状态准确识别及定位缺陷位置及涉及层数,进而避免由排查引起的大范围破坏性维修。
附图说明
30.为进一步阐明本发明的各实施例的以上和其它优点和特征,将参考附图来呈现本发明的各实施例的更具体的描述。可以理解,这些附图只描绘本发明的典型实施例,因此将不被认为是对其范围的限制。在附图中,为了清楚明了,相同或相应的部件将用相同或类似的标记表示。
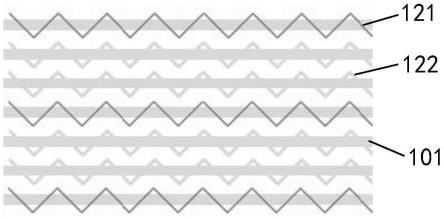
31.图1示出本发明一个实施例的一种可进行缺陷检测的纤维织物的结构示意图;以及
32.图2示出本发明的所应用于的风机叶片的结构示意图。
具体实施方式
33.以下的描述中,参考各实施例对本发明进行描述。然而,本领域的技术人员将认识到可在没有一个或多个特定细节的情况下或者与其它替换和/或附加方法、材料或组件一起实施各实施例。在其它情形中,未示出或未详细描述公知的结构、材料或操作以免模糊本发明的发明点。类似地,为了解释的目的,阐述了特定数量、材料和配置,以便提供对本发明的实施例的全面理解。然而,本发明并不限于这些特定细节。此外,应理解附图中示出的各实施例是说明性表示且不一定按正确比例绘制。
34.在本发明中,除非特别指出,“布置在
…
上”、“布置在
…
上方”以及“布置在
…
之上”并未排除二者之间存在中间物的情况。此外,“布置在
…
上或上方”仅仅表示两个部件之间的相对位置关系,而在一定情况下、如在颠倒产品方向后,也可以转换为“布置在
…
下或下方”,反之亦然。
35.在本发明中,除非特别指出,量词“一个”、“一”并未排除多个元素的场景。
36.在此还应当指出,在本发明的范围内,“相同”、“相等”、“等于”等措辞并不意味着二者数值绝对相等,而是允许一定的合理误差,也就是说,所述措辞也涵盖了“基本上相同”、“基本上相等”、“基本上等于”。以此类推,在本发明中,表方向的术语“垂直于”、“平行于”等等同样涵盖了“基本上垂直于”、“基本上平行于”的含义。
37.需要说明的是,本发明的实施例以特定顺序对工艺步骤进行描述,然而这只是为了阐述该具体实施例,而不是限定各步骤的先后顺序。相反,在本发明的不同实施例中,可根据工艺的调节来调整各步骤的先后顺序。
38.针对现有的风机叶片缺陷检测效率低,可能要进行破坏性维修或检测的问题,本发明提供一种可进行缺陷检测的纤维织物,所述纤维织物将现有的纤维织物中的部分或全部白色编织线替换为彩色编织线,使得在大面积铺设纤维织物的过程中,能够通过所述彩色编织线的状态直观地识别所述纤维织物的弯曲度,并确认是否出现褶皱,大大提高检测效率,同时,在风机叶片灌注成型后,仍可在叶片外部,直接通过肉眼观察所述彩色编织线的状态快速识别、并准确定位缺陷位置及设计层数,进而避免破坏性维修或检测。基于此,在本发明中,所述彩色编织线又可称为色线或示踪线。
39.应当理解的是,所述纤维织物也可以应用于其他通过纤维织物铺层、灌注成型的产品中,其对于缺陷的检测及定位的原理与在风机叶片中一致。
40.下面结合实施例附图,对本发明的方案做进一步描述。
41.图1示出本发明一个实施例的一种可进行缺陷检测的纤维织物的结构示意图。如图1所示,一种可进行缺陷检测的纤维织物,其包括纤维101、以及将所述纤维101缝合在一起的编织线121、122,其中,所述编织线包括与所述纤维101不同颜色的第一编织线121。由于设置所述第一编织线121,使得将所述纤维织物应用于风机叶片制造时,在铺层过程及固化成型后均通过肉眼观察即可准确、快速地识别褶皱等缺陷。为了更好地进行缺陷识别及定位,在本发明的实施例中,将任意相邻的两条第一编织线的间距设置在小于褶皱可接受度的范围内,进而使得可通过肉眼观察相邻两条第一编织线的曲直度识别超过所述褶皱可接受度的褶皱。在本发明的一个实施例中,当所述纤维织物的单束纱束的宽度为nmm时,任
意相邻的两条第一编织线121之间的距离被设置为11n至501n mm,优选地被设置为11n至101nmm范围内,更优选地设置在11n至51nmm范围内。同时,为了更好地进行肉眼识别,所述第一编织线的颜色优选采用与所述纤维对比强烈的颜色,在本发明的一个实施例中,所述第一编织线与纤维颜色的相对色差不小于3,其中所述相对色差根据cielab 1976年发布的色彩模式输出的颜色参数计算得到。
42.在本发明的实施例中,所述纤维织物可以为单轴、双轴、或三轴玻璃纤维织物或其他类型的纤维织物。所述纤维织物可以仅包括主方向纤维,也可进一步地包括纬向纤维。其中,所述主方向纤维是指沿叶片长度方向,即0
°
方向平行、均匀排布的纤维,所述纬向纤维与所述主方向纤维存在夹角,基本平行于风机叶片的宽度方向。同时,在本发明的一个实施例中,所述主方向纤维以及纬向纤维通过编织线采用例如经平、变经平、双变经平或链编的方式缝合在一起。
43.在本发明的一个实施例中,所述主方向纤维和/或纬向纤维为玻璃纤维。玻璃纤维通常为白色,因此,在本发明的一个实施例中,第一编织线只需采用非白色即可。
44.在本发明的一个实施例中,所述编织线采用经平方式将所述主方向纤维及纬向纤维缝合在一起,即所述编织线沿所述纤维织物的0
°
方向设置。基于此,在本发明的一个实施例中,所述编织线可采用玻璃纤维等无机纤维,在本发明的又一个实施例中,所述编织线则可采用聚酯纤维等其他合成有机纤维。所述编织线的面密度、线密度以及针脚长度没有限制,但是为了优化所述纤维织物的编织参数,进而提高风机叶片的纤维体积含量,减小树脂用量,在本发明的一个实施例中,所述编织线的线密度优选不大于150d,和/或所述编织线的针脚长度优选不大于5mm。
45.在本发明的实施例中,在同一纤维织物中所包含所述第一编织线的颜色种类可以为一种或更多,但是若采用过多颜色的编织线,则可能会使得纤维织物颜色过于驳杂,反而不利于进行缺陷检测,因此,在本发明的一个实施例中,同一纤维织物中所包含所述第一编织线的颜色种类不超过20种,优选为1种。
46.类似地,若第一编织线的密度过高,在某些大面积的铺层工艺中也不利于通过肉眼实现缺陷检测,因此,在本发明的一个实施例中,在所述纤维织物中仍保留一定的与所述纤维101相同颜色的第二编织线122。所述第一编制线与第二编织线的比例例如可通过待制作的风机叶片的面积确定。在本发明的一个实施例中,所述第一编织线与第二编织线的比例被设置在1:10至1:500之间,优选地,所述第一编织线与第二编织线的比例被设置在1:10至1:100之间,更优选地,所述第一编织线与第二编织线的比例被设置在1:10至1:50之间。
47.如前所述的纤维织物可被应用于风机叶片壳体的制造,图2示出本发明的所应用于的风机叶片的结构示意图。如图2所示,一种风机叶片包括前缘201、主梁221和222、压力面203、吸力面204以及尾缘205,同时,在两个主梁221和222之间固定有两块腹板261和262。其中,所述主梁、腹板、压力面、吸力面以及尾梁中的任意部件均可采用本发明实施例中的纤维织物,通过铺层、灌注成型的方式制造得到。
48.所述风机叶片的壳体通常包含多层纤维织物,为了便于定位褶皱缺陷发生于哪一层,在本发明的一个实施例中,可在每一层纤维织物中设置不同颜色的第一编织线。通过这种设置,直接根据出现弯曲或褶皱的编织线颜色即可快速定位缺陷层。同时,每一层纤维织物中第一编织线的密度也可以不同。
49.通过设置彩色编织线,使得如前所述的风机叶片的缺陷检测可以包括:
50.首先,在铺设纤维织物的过程中,可以通过肉眼观察第一编织线的走向,进而直观地得到所述纤维织物的随型性以及直线度。具体而言,在正常状态下,相邻两条第一编织线应当基本平行,或者说曲直度基本一致,而由于相邻的两条第一编织线之间的间隙小于可接受的褶皱宽度,因此,一旦出现了超出宽度的褶皱时,相邻的两条第一编织线的曲直度必然受到影响,进而可能出现相交的情形,基于此,只需要通过观察是否存在第一编织线相交的情况,即可快速识别是否出现褶皱。在本发明的一个实施例中,也可以设置简单的图像识别系统,实现与监控系统的联动,进而自动识别铺设缺陷;在缺陷检测的过程中,所述铺设作业可以同步进行,而不需中断;
51.其次,在所述风机叶片灌注成型后,同样可通过如前所述的方法,采用肉眼观察或与监控系统联动,从叶片外部观察所述风机叶片展向的第一编织线的走向,并确定是否存在褶皱缺陷,进而定位缺陷位置,而无需对褶皱上方进行打磨,造成不可修复破坏;以及
52.最后,在风场中,仍可通过所述彩色编织线来实现缺陷检测和定位。
53.为验证所述纤维织物的效果,采用一种经编的双轴600纤维织物制造风机叶片,且所述风机叶片的褶皱可接受标准为小于250mm。所述纤维织物的幅宽为1270mm,包括100d的聚酯材质的第一编织线及第二编织线,其中第一编织线颜色为紫色,第二编织线颜色与纤维一致,为白色,且相邻两根第一编织线的间距为150mm左右,小于褶皱可接受标准,可以计算得到,在该幅宽下,共有9条第一编织线,第一编织线与第二编织线的比例为1:23。采用所述纤维织物进行铺层时,当褶皱超出相邻两条第一编织线之间的范围时,视为存在缺陷需要修复。经测试,相较于不含彩色编织线的纤维织物,其褶皱及直线度的检测时间能节省0.5至1个小时。
54.为了进一步验证灌注成型后的缺陷定位效果,进一步地采用了9中不同类型的纤维织物制造风机叶片,其中所述风机叶片长度为76m。所述不同类型的纤维织物的克重和/或浸润剂和/或编织方向和/或织物轴向不同,且每种类型织物编织线均包含一种非白颜色的第一编织线以及白色的第二编织线,各个第一编织线的颜色不同,因此,所述风机叶片中共含有9种颜色的第一编织线。在所述风机叶片成型脱模后,经测试,仍可通过肉眼,或与监控系统联动,通过编织线颜色准确定位至褶皱等缺陷的层数及织物类型,进而快速实现缺陷定位及检测,不会产生不可修复破坏,极大地帮助了叶片检验及维修。
55.此外,经测试,所述风机叶片在风场中仍可通过所述彩色编织线来实现缺陷检测和定位。
56.尽管上文描述了本发明的各实施例,但是,应该理解,它们只是作为示例来呈现的,而不作为限制。对于相关领域的技术人员显而易见的是,可以对其做出各种组合、变型和改变而不背离本发明的精神和范围。因此,此处所公开的本发明的宽度和范围不应被上述所公开的示例性实施例所限制,而应当仅根据所附权利要求书及其等同替换来定义。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
