1.本发明涉及图像处理技术领域,具体涉及一种输变电工程用变电设备支架质量评估方法。
背景技术:
2.输变电是通过将低电压升高实现从电厂向电网输电的远距离输电。在完成输电的过程中,需要变压器类、开关类、四小器类、无功装置类设备以及高压套管、导引线、二次设备、高压直流设备等变电设备。为了保证在输送电流的过程中的稳定性和安全性,需要用绝缘支架对输变电设备进行固定,这就对绝缘支架的质量提出了要求。构架焊接的工艺应先进合理,焊缝饱满、平直,不得有焊瘤等缺陷。当焊接中出现焊瘤缺陷时,对应的焊缝更易产生焊透、未融合、夹渣等缺陷并可能产生裂纹,可以看出焊瘤缺陷会引起多种其他焊接缺陷,其危害更大。
3.发明人在实践中,发现上述现有技术存在以下缺陷:在焊接的过程中会受到诸多因素的影响,导致焊接容易出现缺陷,目前焊接缺陷常用的检测方法主要有目视检测法、射线检测法、超声波检测法、磁通检测法。射线检测需要在封闭的范围内,造价昂贵,且易危害工作人员的身体健康,对空间和环境要求高;超声波检测灵敏度高、速度快,但易受到各种噪声影响;磁通检测是通过电磁来实现缺陷检测,对生产现场造成的电磁污染很大,不利于绿色生产和环保。也有一些基于机器视觉检测的方法,但主要依靠神经网络,训练成本较高,而现有的基于图像特征的焊瘤检测方法仅通过边缘变化程度和表面光亮程度分析,未能全面考虑到焊瘤的形状特征和位置特征,其对焊瘤检测的精度较低,通过焊接缺陷情况反应支架质量的效果也较差。
技术实现要素:
4.为了解决现有技术中基于图像特征的焊瘤检测方法仅通过边缘变化程度和表面光亮程度分析,未能全面考虑到焊瘤的形状特征和位置特征,其对焊瘤检测的精度较低的技术问题,本发明的目的在于提供一种输变电工程用变电设备支架质量评估方法,所采用的技术方案具体如下:本发明提出了一种输变电工程用变电设备支架质量评估方法,所述方法包括:获得变电设备支架的焊缝灰度图像;根据焊缝灰度图像获得焊缝区域,根据焊缝区域中的边缘形状特征划分出焊瘤待测区;获取焊瘤待测区中的角点数量;通过圆检测获得每个焊瘤待测区的标准圆环区域,根据焊瘤待测区与对应标准圆环区域的拟合程度和角点数量获得圆形饱满度;将对应标准圆环区域均匀划分为预设划分数量个子圆环区域,根据焊瘤待测区内边缘像素点在所有子圆环区域中的数量分布获得圆形完整度;根据圆形饱满度和圆形完整度获得每个焊瘤待测区的圆形饱满完整度;对焊缝区域进行细化获得焊缝骨架,通过焊缝骨架将焊缝区域划分为两个子焊缝
区域,根据焊瘤待测区在子焊缝区域中的像素点占比获得焊缝旁侧位置显著值;根据焊瘤待测区的质心在焊缝骨架中的位置获得焊缝根部位置显著值;根据焊缝旁侧位置显著值和焊缝根部位置显著值获得每个焊瘤待测区的焊缝位置显著值;根据焊瘤待测区的圆形饱满完整度和焊缝位置显著值获得焊瘤显著值;根据焊瘤显著值识别出的焊瘤缺陷情况对变电设备支架质量进行评估。
5.进一步地,所述根据焊缝区域中的边缘特征划分出焊瘤待测区包括:对焊缝灰度图像采用canny边缘检测算子,获得焊缝区域对应的焊缝边缘图像;采用最小二乘法将焊缝边缘图像中每个闭合边缘的像素点与圆进行拟合,获得每个闭合边缘的第一拟合程度;当第一拟合程度大于等于预设的拟合阈值时,将第一拟合程度对应的由闭合边缘及内部所有像素点组成的区域记为焊瘤待测区,获得焊缝区域中所有焊瘤待测区。
6.进一步地,所述圆形饱满度包括:通过霍夫圆检测获得每个焊瘤待测区的标准圆,将标准圆按预设扩展范围进行扩增,获得标准圆环区域,将焊瘤待测区内边缘像素点在对应标准圆环区域中的数量占比作为第二拟合程度;将第一拟合程度与第二拟合程度相乘,获得拟合程度;对角点数量进行负相关映射,将负相关映射值与拟合程度相乘,获得圆形饱满度。
7.进一步地,所述圆形完整度包括:获得焊瘤待测区的边缘像素点总数量,将边缘像素点总数量与预设划分数量的比值作为均匀分布数量;将焊瘤待测区内边缘像素点在每个子圆环区域中的数量与均匀分布数量的差值绝对值作为数量差异,获得所有数量差异的累加值,以累加值的倒数作为圆形完整度。
8.进一步地,所述圆形饱满完整度包括:将圆形完整度与圆形饱满度相乘,获得圆形饱满完整度。
9.进一步地,所述焊缝旁侧位置显著值包括:分别统计焊瘤待测区中像素点分布在两个子焊缝区域中的数量,记为分布数量;将两个分布数量中的最大值与焊瘤待测区的总像素点数量的比值作为焊缝旁侧位置显著值。
10.进一步地,所述焊缝根部位置显著值包括:获得焊缝骨架与焊缝区域边缘相交的两个端点,获得焊瘤待测区的质心到两个端点的欧氏距离,记为距离长度;将两个距离长度中的最大值与对应焊缝骨架长度的比值作为焊缝根部位置显著值。
11.进一步地,所述焊缝位置显著值包括:将每个焊瘤待测区的焊缝旁侧位置显著值与焊缝根部位置显著值相乘,获得焊瘤待测区的焊缝位置显著值。
12.进一步地,所述焊瘤显著值包括:对焊瘤待测区的圆形饱满完整度和焊缝位置显著值进行归一化处理,将归一化处理后的圆形饱满完整度和归一化处理后的焊缝位置显著值相乘,获得焊瘤待测区的焊瘤显著值。
13.进一步地,所述根据焊瘤显著值识别出的焊瘤缺陷情况对变电设备支架质量进行
评估包括:当焊瘤待测区对应的焊瘤显著值大于等于预设的第一缺陷阈值时,将焊瘤显著值对应的焊瘤待测区记为焊瘤缺陷;当焊瘤待测区对应的焊瘤显著值大于等于预设的第二缺陷阈值且小于预设的第一缺陷阈值时,将焊瘤显著值对应的焊瘤待测区记为疑似焊瘤缺陷;统计疑似焊瘤缺陷的数量;当所有焊缝区域中不存在焊瘤缺陷且疑似焊瘤缺陷的数量小于等于预设的数量阈值时,则判断对应的变电设备支架质量为良好;当所有焊缝区域中存在焊瘤缺陷或疑似焊瘤缺陷的数量大于预设的数量阈值时,则判断对应的变电设备支架质量为存在缺陷。
14.本发明具有如下有益效果:在本发明实施例中,首先对焊瘤待测区进行焊瘤的形状特征分析,不仅通过角点情况对焊瘤待测区中边缘的变化剧烈程度进行分析,同时考虑到焊瘤是熔敷金属在焊接时流到焊缝之外的母材表面而未与母材熔合在一起所形成的金属球状物,因此焊瘤的形状应趋近于圆形,通过焊瘤待测区的边缘在对应标准圆环上的像素点分布情况判断焊瘤待测区的圆形形状特征,当焊瘤待测区对应的形状呈圆形且越完整越饱满,其焊瘤待测区对应的区域越可能存在焊瘤缺陷;其次对焊瘤待测区进行焊瘤的位置特征分析,考虑到焊瘤在底片上频繁出现在焊趾线外侧,即焊缝两侧,还频繁出现在开始焊接的焊接端,所以通过焊缝骨架将焊缝划分为两个子焊缝区域,即焊缝骨架的两侧区域,根据焊瘤待测区在焊缝骨架上的位置和在焊缝两侧区域的分布情况,综合分析焊瘤的位置特征,当焊瘤待测区越接近焊缝的一侧或越靠近开始焊接的端口时,则焊瘤待测区对应的区域越可能存在焊瘤缺陷。最终,根据通过对焊瘤形状特征分析获得的焊瘤待测区的圆形饱满完整度和通过对位置特征分析获得的焊瘤待测区的焊缝位置显著值,得到焊瘤显著值,根据焊瘤显著值可以综合判断焊瘤缺陷区域的情况,使对焊瘤缺陷的检测更全面且更精准,更好地完成对支架质量的评估。
附图说明
15.为了更清楚地说明本发明实施例或现有技术中的技术方案和优点,下面将对实施例或现有技术描述中所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它附图。
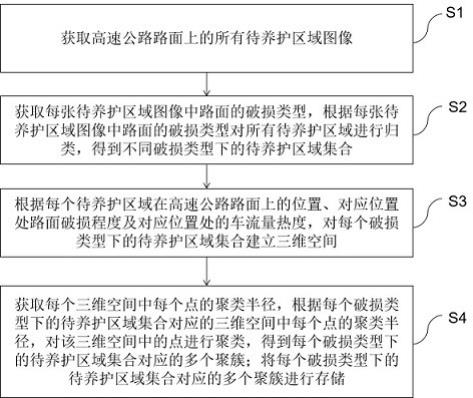
16.图1为本发明一个实施例所提供的一种输变电工程用变电设备支架质量评估方法流程图;图2为本发明一个实施例所提供的焊接处焊瘤示意图;图3为本发明一个实施例所提供的焊缝区域的边缘轮廓示意图;图4为本发明一个实施例所提供的焊缝区域的边缘轮廓及焊缝骨架示意图。
具体实施方式
17.为了更进一步阐述本发明为达成预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本发明提出的一种输变电工程用变电设备支架质量评估方法,其具体实施方式、结构、特征及其功效,详细说明如下。在下述说明中,不同的“一个实施
例”或“另一个实施例”指的不一定是同一实施例。此外,一或多个实施例中的特定特征、结构或特点可由任何合适形式组合。
18.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。
19.下面结合附图具体的说明本发明所提供的一种输变电工程用变电设备支架质量评估方法的具体方案。
20.请参阅图1,其示出了本发明一个实施例提供的一种输变电工程用变电设备支架质量评估方法流程图,该方法包括:步骤s1:获得变电设备支架的焊缝灰度图像;根据焊缝灰度图像获得焊缝区域,根据焊缝区域中的边缘形状特征划分出焊瘤待测区。
21.在本发明实施例中,因为焊瘤在焊缝旁边不仅会影响焊缝的美观,而且在焊瘤的下方通常会出现没有焊透、未融合、夹渣等缺陷,容易在此焊接位置引起应力集中,进而导致裂纹,会影响到用电设备支架的正常使用,所以需要在质量检测时着重进行对焊瘤的检测。因此对变电设备支架的质量进行评估时,需要先对完成焊接的变电设备支架的焊接处进行焊瘤检测,通过焊瘤检测的结果判断焊接质量,进而评估变电设备支架的质量。因此需要获取焊接处对应的图像,获得变电设备支架的焊缝灰度图像,具体包括:在本发明实施例中,在变电设备支架的焊接位置上方设置ccd相机,并采用白炽灯补光,在焊接位置使用相机获取焊接完成并焊接部位凝固后的焊缝图像,焊缝图像为rgb图像。通过灰度转换将焊缝图像转换为灰度图像,记为焊缝灰度图像。需要说明的是,焊缝图像的获取和灰度转换均为本领域技术人员熟知的技术手段,在此不做赘述。
22.在焊缝灰度图像采集的过程中,由于环境的多样性和不确定性,存在外界光照、人为因素以及信号传输过程中的干扰等多种因素,会对采集到的图像的质量造成影响,在图像中形成噪声。因此为了保证信息提取的准确性,提高图像的精度和质量,需要对焊缝灰度图像进行去噪处理,在本发明实施例中,采用中值滤波对焊缝灰度图像进行去噪处理。需要说明的是,中值滤波去噪技术为本领域技术人员熟知的技术手段,在此不做赘述。后续的焊缝灰度图像均为去噪后的焊缝灰度图像。
23.请参阅图2,其出示了本发明一个实施例所提供的焊接处焊瘤示意图。图2中焊瘤为焊缝区域中出现的焊接缺陷,并且焊瘤为融化的金属流淌到寒风之外未融化的母材上冷却后形成的金属瘤,呈圆形,因此需要获取焊缝灰度图像中的焊缝区域,并对焊缝区域中的疑似焊瘤区域进行进一步分析。根据焊缝灰度图像获得焊缝区域,根据焊缝区域中的边缘形状特征划分出焊瘤待测区,具体包括:因为焊缝相较焊材表面并不完全光滑,存在表面粗糙且在灯光下较亮的特点,在本发明实施例中,对焊缝灰度图像采用最大类间方差法,取灰度值大于阈值的区域作为焊缝区域,需要说明的是,在本发明实施例中,最大类间方差法为本领域技术人员熟知的技术手段,在此不做赘述。
24.优选的,根据焊瘤形状呈圆形的特点,先采用canny边缘检测算子获得焊缝灰度图像中焊缝区域对应的焊缝边缘图像,再采用最小二乘法将焊缝边缘图像中每个闭合边缘包含的所有像素点与圆进行拟合,获得对应的拟合优度作为第一拟合程度。当第一拟合程度大于等于预设的拟合阈值时,认为对应的闭合边缘趋近于圆形,该闭合边缘对应的区域为
焊瘤区域的概率越大,将对应的闭合边缘及内部所有的像素点组成的区域记为焊瘤待测区,获得所有焊瘤待测区。在本发明实施例中,预设的拟合阈值为0.7,需要说明的是,canny边缘检测算子和最小二乘法均为本领域技术人员熟知的技术手段,在此不做赘述。
25.步骤s2:获取焊瘤待测区中的角点数量;通过圆检测获得每个焊瘤待测区的标准圆环区域,根据焊瘤待测区与对应标准圆环区域的拟合程度和角点数量获得圆形饱满度;将对应标准圆环区域均匀划分为预设划分数量个子圆环区域,根据焊瘤待测区内边缘像素点在所有子圆环区域中的数量分布获得圆形完整度;根据圆形饱满度和圆形完整度获得每个焊瘤待测区的圆形饱满完整度。
26.根据步骤s1获得的焊瘤待测区,首先对焊瘤待测区的形状特征进行分析,当对焊材进行焊接时,需要高温融化焊条对焊材进行连接,即将焊条融化后对焊池内缺失的位置进行填补,所以会遗留呈圆形的焊池边缘。但伴随着焊接位置的移动,这些焊池边缘为层层重叠的形态,在焊缝上呈现出的并不是完整的圆,而是部分不满半圈的圆弧,因为这些圆弧区域的影响,步骤s1所获得的焊瘤待测区中会存在该类区域。而焊瘤的外观呈完整的圆状,且焊瘤为融化的金属流淌到焊缝之外冷却后形成的金属瘤,金属为液体时表面有张力,所以焊瘤的外边缘较为光滑饱满,无明显毛刺。因此可根据焊瘤待测区所呈现出圆形的饱满度和完整度进行筛选。
27.第一,对焊瘤待测区的圆形饱满度进行分析,获取焊瘤待测区中的角点数量;通过圆检测获得每个焊瘤待测区的标准圆环区域,根据焊瘤待测区与对应标准圆环区域的拟合程度和角点数量获得圆形饱满度,具体包括:焊瘤待测区的角点数量可以反映边缘的变化程度,当角点数量越小,则对应的边缘变化程度越小,边缘越光滑,边缘所呈圆形越饱满;拟合程度可以反映边缘所呈形状的圆形程度,当拟合程度越大,则边缘所呈形状越趋近于圆形,圆形程度越饱满,因此可以通过角点数量和拟合程度两个方面对焊瘤待测区所呈形状的圆形饱满度进行分析。
28.通过对焊瘤待测区的边缘进行角点检测获得角点数量,角点数量可以表现出焊瘤待测区的边缘变化程度,由于焊瘤的外边缘具有光滑饱满,无明显毛刺的特点,因此当焊瘤待测区对应的区域越可能为焊瘤区域时,焊瘤待测区中的角点数量应该越小。需要说明的是,角点检测为本领域技术人员熟知的技术手段,在此不做赘述。
29.通过霍夫圆检测获得每个焊瘤待测区的标准圆,将标准圆在图像中的像素点进行标记,对标准圆中每个像素点标记其在预设扩展范围内的所有像素点,完成进行扩增,将所有标记过的像素点组成的区域作为标准圆环区域。在此设置标准圆环区域而不直接采用标准圆的范围主要考虑到焊瘤的圆形形状具有一定的偏差,因此设置可接受的偏差范围,认为在圆环区域内即为在同一个圆上,使检测结果更合理。当焊瘤待测区的边缘像素点在圆环区域内的像素点越多,则说明该焊瘤待测区的形状越趋于圆形。在本发明实施例中,预设扩展范围为以像素点为中心建立的5*5窗口,需要说明的是,霍夫圆检测为本领域技术人员熟知的技术手段,在此不做赘述。
30.获得焊瘤待测区的边缘像素点的总数量,将焊瘤待测区内边缘像素点在对应标准圆环区域中的数量与边缘像素点总数量作比,获得第二拟合程度;将由步骤s1获得的第一拟合程度与第二拟合程度相乘,获得拟合程度;拟合程度表现了焊瘤待测区呈现出的形状与圆的相似程度,当焊瘤待测区的拟合优度越大,即第一拟合程度越大,该焊瘤待测区的边
缘像素点在圆环区域内的像素点越多,即第二拟合程度越大,则说明该焊瘤待测区呈现出的形状越圆,即拟合程度越大。
31.将角度数量和拟合程度综合计算,对角点数量进行负相关映射,将负相关映射值与拟合程度相乘,获得圆形饱满度,在本发明实施例中,考虑到后续数值计算的准确性,圆形饱满度为:式中,表示为焊瘤待测区的圆形饱满度;表示为焊瘤待测区的角点数量;表示为焊瘤待测区的边缘像素点总数量;表示为焊瘤待测区内边缘像素点在对应标准圆环区域中的数量;表示为第一拟合程度,即拟合优度;表示为常数系数,目的是防止分母为0使式子无意义的情况,在本发明实施例中,为1。表示为第二拟合程度,表示为拟合程度,表示为对角点数量利用倒数进行负相关映射得到的负相关映射值。
32.焊瘤待测区的圆形饱满度反应了该焊瘤待测区的形状呈现为圆形的程度,通过乘法将角度数量的负相关映射值和拟合程度相结合,当焊瘤待测区中的角点数量越少,拟合程度越大时,则该焊瘤待测区的圆形饱满度越大,焊瘤待测区所呈的形状越圆。
33.第二,对焊瘤待测区的圆形完整度进行分析,将对应标准圆环区域均匀划分为预设划分数量个子圆环区域,根据焊瘤待测区内边缘像素点在所有子圆环区域中的数量分布获得圆形完整度,具体包括:为了进一步检测焊瘤待测区所呈现的形状是否为完整的圆形,对焊瘤待测区的边缘进行分段检测。先将焊瘤待测区对应的标准圆环区域均匀划分为预设划分数量个子圆环区域,在本发明实施例中,以标准圆的圆心为中心,以笛卡尔坐标系的横轴正方向为0
°
作为起始,以逆时针方向作为正方向,将标准圆环区域按照所对应的角度均分为预设划分数量份,预设划分数量为36,每份均为一个子圆环区域。获得焊瘤待测区内边缘像素点在每个子圆环区域中的数量记为区域数量,将焊瘤待测区的边缘像素点总数量与预设划分数量的比值作为均匀分布数量。
34.将每个区域数量与均匀分布数量的差值绝对值作为数量差异,获得所有数量差异的累加值,以累加值的倒数作为圆形完整度,通过倒数运算使得累加值与圆形完整度呈负相关关系。在本发明实施例中,为了后续计算的准确性,圆形完整度为:式中,表示为焊瘤待测区的圆形完整度;表示为焊瘤待测区内边缘像素点在第份子圆环区域中的数量,即第份区域数量;表示为焊瘤待测区内边缘像素点在对应标准圆环区域中的数量;表示为预设划分数量,即子圆环区域的总份数。表示为均匀分布数量,表示为数量差异。
35.焊瘤待测区的圆形完整度反应了焊瘤待测区的形状为完整圆形的程度,当每个区域数量与均匀分布数量越接近,即数量差异越小,则说明该焊瘤待测区的圆形完整度越大,该焊瘤待测区呈现出的形状越趋近于完整的圆。
36.通过第一和第二两个分析过程,完成了对焊瘤待测区的形状特征的综合分析,则根据圆形饱满度和圆形完整度获得每个焊瘤待测区的圆形饱满完整度,具体包括:将圆形完整度与圆形饱满度相乘,获得圆形饱满完整度,圆形饱满完整度的表达式为:式中,表示为焊瘤待测区的圆形饱满完整度,表示为焊瘤待测区的圆形饱满度,表示为焊瘤待测区的圆形完整度。
37.通过乘法将圆形饱满度和圆形完整度结合,当焊瘤待测区的圆形饱满度越大,焊瘤待测区的圆形完整度越大时,则焊瘤待测区的圆形饱满完整度越大,说明该焊瘤待测区呈现的形状越趋近于完整且饱满的圆形,进而该焊瘤待测区对应的区域越可能为焊瘤区域。
38.步骤s3:对焊缝区域进行细化获得焊缝骨架,通过焊缝骨架将焊缝区域划分为两个子焊缝区域,根据焊瘤待测区在子焊缝区域中的像素点占比获得焊缝旁侧位置显著值;根据焊瘤待测区的质心在焊缝骨架中的位置获得焊缝根部位置显著值;根据焊缝旁侧位置显著值和焊缝根部位置显著值获得每个焊瘤待测区的焊缝位置显著值。
39.根据步骤s1获得的焊瘤待测区,再对焊瘤待测区的位置特征进行分析,请参阅图3,其出示了本发明一个实施例所提供的焊缝区域的边缘轮廓示意图。在焊接过程中,焊瘤大多出现在焊缝的根部,即开始焊接的位置在图3中对应焊缝区域的两端中的一个,且熔化金属也会流淌到高度较低的位置。同时考虑到焊瘤在底片上多出现在焊趾线外侧,即在图3中焊缝区域对应的两侧。所以焊瘤频繁出现在焊缝的两端且偏向于焊缝的两侧中的某一侧,因此可以根据焊瘤待测区在焊缝的根部位置或旁侧位置的显著值进行筛选。
40.第一,对焊瘤待测区的焊缝旁侧位置显著值进行分析,对焊缝区域进行细化获得焊缝骨架,通过焊缝骨架将焊缝区域划分为两个子焊缝区域,根据焊瘤待测区在子焊缝区域中的像素点占比获得焊缝旁侧位置显著值,具体包括:在本发明实施例中,对步骤s1中获得的焊缝区域采用hilditch细化算法获得焊缝骨架,通过焊缝骨架将焊缝区域划分为两个子焊缝区域,请参阅图4,其出示了本发明一个实施例所提供的焊缝区域的边缘轮廓及焊缝骨架示意图。需要说明的是,hilditch细化算法为本领域技术人员熟知的技术手段,在此不做赘述。
41.焊缝区域被划分为的两个子焊缝区域代表了焊缝区域的两侧,当焊瘤待测区中的像素点更多分布于其中一个子焊缝区域时,说明该焊瘤待测区越接近焊缝区域的其中一侧,则该焊瘤待测区对应的区域越可能为焊瘤区域。
42.分别统计焊瘤待测区中像素点分布在两个子焊缝区域中的数量,记为分布数量,将两个分布数量中的最大值与该焊瘤待测区的总像素点数量的比值作为焊缝旁侧位置显著值,在本发明实施例中,为了后续计算的准确性,焊缝旁侧位置显著值为:
式中,表示为焊缝待测区的焊缝旁侧位置显著值,表示为焊瘤待测区中像素点分布在一个子焊缝区域中的分布数量,焊瘤待测区中像素点分布在另一个子焊缝区域中的分布数量,表示为焊瘤待测区的总像素点数量,表示为提取最大值函数。
43.当焊瘤待测区中的像素点个数在一个子焊缝区域中的数量越大,则焊缝旁侧位置显著值越大,说明焊瘤待测区越可能在焊缝两侧中的某一侧。
44.第二,对焊瘤待测区的焊缝根部位置显著值进行分析,根据焊瘤待测区的质心在焊缝骨架中的位置获得焊缝根部位置显著值,具体包括:由于如图3所示获得的焊缝图像为焊缝的俯视图,对于焊缝的根部位置也即焊接的开始位置并没有提前区分,因此对焊缝区域的焊接开始位置和焊接结束位置两个端点均进行距离分析,当焊瘤待测区接近其中一个端点的时,其对应的端点即为焊接开始位置,其焊瘤待测区对应的区域越可能为焊瘤区域。
45.获得焊缝骨架与焊缝区域的边缘相交的两个点,记为端点,如图4中所示的两个端点。获取焊瘤待测区的质心,分别计算焊瘤待测区的质心与两个端点之间的欧氏距离,记为距离长度。需要说明的是,欧氏距离的计算为本领域技术人员熟知的技术手段,在此不做赘述。将两个距离长度中的最大值与焊缝骨架长度的比值作为焊缝根部位置显著值,在本发明实施例中,为了后续计算的准确性,焊缝根部位置显著值为:式中,表示为焊瘤待测区的焊缝根部位置显著值,表示为焊瘤待测区的质心与一个端点之间的距离长度,焊瘤待测区的质心与另一个端点之间的距离长度,表示为焊缝骨架的长度,表示为提取最大值函数。
46.当焊瘤待测区的质心与一个端点之间的距离长度越大时,焊瘤待测区的焊缝根部位置显著值越大,说明焊瘤待测区的质心与另一个端点越接近,则说明焊瘤待测区越接近焊缝的根部位置。
47.通过第一和第二两个分析过程,完成了对焊瘤待测区的位置特征的综合分析,则根据焊缝旁侧位置显著值和焊缝根部位置显著值获得每个焊瘤待测区的焊缝位置显著值,具体包括:将每个焊瘤待测区的焊缝旁侧位置显著值与焊缝根部位置显著值相乘,获得焊瘤待测区的焊缝位置显著值,焊缝位置显著值的表达式为:式中,表示为焊瘤待测区的焊缝位置显著值,表示为焊缝待测区的焊缝旁侧位置显著值,表示为焊瘤待测区的焊缝根部位置显著值。
48.利用乘法将焊缝旁侧位置显著值与焊缝根部位置显著值结合,焊缝位置显著值放映了焊瘤待测区在旁侧位置和根部位置的显著值,当该焊瘤待测区的焊缝旁侧位置显著值越大,焊缝根部位置显著值越大时,焊缝位置显著值越大,该焊瘤待测区的位置越偏向于焊缝两侧中的一侧和焊缝的根部位置,则该焊瘤待测区对应的区域越可能为焊瘤区域。
49.步骤s4:根据焊瘤待测区的圆形饱满完整度和焊缝位置显著值获得焊瘤显著值;根据焊瘤显著值识别出的焊瘤缺陷情况对变电设备支架质量进行评估。
50.根据步骤s2和步骤s3可以得到焊瘤待测区的圆形饱满完整度和焊缝位置显著值,通过对焊瘤待测区的形状特征和位置特征综合分析,得到焊瘤显著值,将可能为焊瘤的区域筛选出来,进一步对变电设备支架质量进行评估,根据焊瘤待测区的圆形饱满完整度和焊缝位置显著值获得焊瘤显著值,具体包括:对焊瘤待测区的圆形饱满完整度和焊缝位置显著值进行归一化处理,将归一化处理后的圆形饱满完整度和归一化处理后的焊缝位置显著值相乘,获得焊瘤待测区的焊瘤显著值,需要说明的是,归一化方法为本领域技术人员熟知的技术手段,在此不做赘述。焊瘤显著值的表达式为:式中,表示为焊瘤待测区的焊瘤显著值,表示为焊瘤待测区的圆形饱满完整度的归一化值,表示为焊瘤待测区的焊缝位置显著值的归一化值。
51.焊瘤显著值反映了该焊瘤待测区呈现出焊瘤特征的综合显著值,利用乘法将圆形饱满完整度和焊缝位置显著值结合,归一化处理使得数据范围更加明确,当焊瘤待测区的圆形饱满完整度的归一化值越大,焊缝位置显著值的归一化值越大时,焊瘤显著值越大,说明该焊瘤待测区所呈形状越为完整且饱满的圆形,焊瘤待测区的位置越位于焊缝的根部和旁侧,则焊瘤待测区对应的区域越可能为焊瘤区域。
52.获得所有焊瘤待测区的焊瘤显著值。
53.根据焊瘤显著值识别出的焊瘤缺陷情况对变电设备支架质量进行评估,具体包括:当焊瘤待测区对应的焊瘤显著值大于等于预设的第一缺陷阈值时,说明该焊瘤待测区对应的区域为焊瘤区域,将焊瘤显著值对应的焊瘤待测区记为焊瘤缺陷;当焊瘤待测区对应的焊瘤显著值大于等于预设的第二缺陷阈值且小于预设的第一缺陷阈值时,说明该焊瘤待测区对应的区域可能为焊瘤区域,将焊瘤显著值对应的焊瘤待测区记为疑似焊瘤缺陷,在本发明实施例中,预设的第一缺陷阈值为0.64,预设的第二缺陷阈值为0.49。统计疑似焊瘤缺陷的数量。
54.当所有焊缝区域中不存在焊瘤缺陷且疑似焊瘤缺陷的数量小于等于预设的数量阈值时,则判断对应的变电设备支架质量为良好;当所有焊缝区域中存在焊瘤缺陷或疑似焊瘤缺陷的数量大于预设的数量阈值时,则判断对应的变电设备支架质量为存在缺陷,在本发明实施例中,预设的数量阈值为1。
55.至此,完成对输变电工程用变电设备支架的质量评估,当对应的变电设备支架质量为存在缺陷时,则说明该变电设备支架的质量不合格,需要进行替换。
56.综上所述,本发明通过获得变电设备支架的焊缝灰度图像,获得焊缝灰度图像中的焊缝区域,根据焊缝区域中的边缘形状特征得到焊瘤待测区,通过对焊瘤待测区的圆形饱满度和圆形完整度进行分析获得焊瘤待测区的圆形饱满完整度,通过对焊瘤待测区的焊缝旁侧位置显著值和焊缝根部位置显著值进行分析获得焊瘤待测区的焊缝位置显著值,根据焊瘤待测区的圆形饱满完整度和焊缝位置显著值获得焊瘤显著值,根据焊瘤显著值识别
出的焊瘤缺陷情况对变电设备支架质量进行评估。本发明通过图像处理,分别对焊瘤的形状特征和位置特征进行分析,使焊瘤检测更加全面和准确,更好地实现了对变电设备支架质量的评估。
57.需要说明的是:上述本发明实施例先后顺序仅仅为了描述,不代表实施例的优劣。在附图中描绘的过程不一定要求示出的特定顺序或者连续顺序才能实现期望的结果。在某些实施方式中,多任务处理和并行处理也是可以的或者可能是有利的。
58.本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。