1.本发明涉及铝板覆膜处理技术领域,具体地说是一种铝板覆膜生产线及其覆膜工艺。
背景技术:
2.铝芯板作为一款新型的表面装饰板材,近些年来非常受欢迎,它以独特的优良物理性能赢得了装饰市场上的认可,是一款装饰公司、设计师、业主追捧的装饰材料。
3.铝芯结构板是一种改良式的蜂窝板,比铝蜂窝板更坚固、更轻质。其构成为全金属材质,百分百环保且防火,更具有铝塑板简易加工的特性。外观效果多样化,不论是仿石纹、仿木纹或是拉丝镜面,皆可完美展现。
4.铝芯结构板加工前需要对铝板进行覆膜处理,再将2-3层铝板复合为一体结构,现有铝板覆膜效率低,覆膜质量差,不适应自动化生产,无法满足批量生产的需求,随着生产技术的不断发展,覆膜设备、覆膜工艺也需要不断更新换代。
5.因此,提供一种铝板覆膜生产线及其覆膜工艺,以解决现有技术中所存在的问题,对其应用推广具有重要意义。
技术实现要素:
6.有鉴于此,本技术的目的在于提供一种铝板覆膜生产线及其覆膜工艺,以实现铝板表面覆膜处理,大大提高覆膜效率和覆膜质量,实现自动化生产,满足批量生产的需求。
7.为了达到上述目的,本技术提供如下技术方案。
8.一种铝板覆膜生产线,包括依次衔接的送卷机、预热装置、贴合装置、收卷机;
9.所述送卷机为张力控制式送卷机,所述收卷机为转矩自动比例收卷机;
10.所述贴合装置的数量为2个,即上贴合装置和下贴合装置,能够实现铝板的单面或双面覆膜处理;
11.所述贴合装置包括机架、设置在机架上的贴合辊、设置在机架上的支架、设置在支架上的薄膜放料卷、以及过渡辊,所述贴合辊的数量为2个,即上贴合辊和下贴合辊。
12.优选地,所述薄膜放料卷的数量为2个,2个薄膜放料卷高低位并排设置,且通过支撑板设置在支架上,以实现备用料卷的功能,避免中途停机换料,大大提高覆膜效率。
13.优选地,所述贴合装置还包括调紧辊,所述调紧辊设置在过渡辊和贴合辊之间,实现薄膜传输过程中紧度的调整。
14.优选地,该生产线还包括远红外加热装置,所述远红外加热装置实现对铝板的二次再加热。
15.优选地,所述贴合装置远离远红外加热装置的一侧还设置有引取滚轮机组,所述引取滚轮机组包括上辊轮和下辊轮,铝板分别经过上辊轮和下辊轮传输,以实现铝板从贴合装置处至接片机处的平稳传输。
16.优选地,所述上辊轮的两端分别设置有第二调节组件,所述第二调节组件用于调
整上辊轮和下辊轮之间的距离,以适应不同厚度规格铝板的导向传输。
17.优选地,所述第二调节组件包括第二气缸、滑座,所述上辊轮连接的转轴通过轴承固定在滑座内,第二气缸通过带动滑座的上下移动实现上辊轮和下辊轮之间距离的微调。
18.优选地,所述送卷机、收卷机均配套有接片机,所述接片机方便放卷后、收卷前进行两卷料的换料。
19.优选地,所述接片机包括工作台、设置在工作台两端的第一气缸、以及与第一气缸对应的过渡轮组,通过两边的第一气缸将两端铝板压住,再通过耐高温胶带实现接料缝的粘连。
20.优选地,该生产线还包括主电力控制箱和电气操作控制箱。
21.上述铝板覆膜生产线的覆膜工艺,包括以下步骤:
22.101、铝板由送卷机放料,先经预热装置进行预热处理,预热温度为100~160℃;
23.102、步骤101后,铝板经远红外加热装置,加热温度为120~180℃,实现对铝板的二次再加热;
24.103、步骤102后,铝板经贴合装置,薄膜经薄膜放料卷放料,经过渡辊传输至铝板上、下表面,通过上贴合辊和下贴合辊的贴合实现铝板表面的覆膜,其中,所述薄膜为双层共挤膜pe pp,且pp贴合于铝板上,薄膜厚度为0.03~0.1mm;
25.104、覆膜后,铝板经引取滚轮机组调整,实现铝板从贴合装置处至接片机处的平稳传输,再由收卷机对覆膜完成的铝板进行收卷,便于储运。
26.本发明所获得的有益技术效果:
27.1)本发明解决了现有铝板覆膜效率低,覆膜质量差,不适应自动化生产等问题,先对铝板进行预热处理,再通过远红外加热装置对铝板进行二次加热,贴合时薄膜经薄膜放料卷放料,经过渡辊传输至铝板上、下表面,通过上贴合辊和下贴合辊的贴合实现铝板表面的覆膜,大大提高了覆膜效率和覆膜质量,实现自动化生产,满足批量生产的需求;
28.2)本发明通过设置预热装置和远红外加热装置,先实现对铝板的二次加热,能够保证铝板表面的温度,有利于缩短覆膜贴合时间,大大提高覆膜质量;
29.3)本发明中贴合装置的数量为2个,即上贴合装置和下贴合装置,能够实现铝板的单面或双面覆膜处理,满足不同覆膜需求;贴合装置包括机架、设置在机架上的贴合辊、设置在机架上的支架、设置在支架上的薄膜放料卷、以及过渡辊,所述贴合辊的数量为2个,即上贴合辊和下贴合辊,薄膜经薄膜放料卷放料,经过渡辊传输至铝板上、下表面,通过上贴合辊和下贴合辊的贴合,以及铝板表面的温度,实现铝板表面的覆膜,大大提高了覆膜效率和覆膜质量。
30.上述说明仅是本技术技术方案的概述,为了能够更清楚了解本技术的技术手段,从而可依照说明书的内容予以实施,并且为了让本技术的上述和其他目的、特征和优点能够更明显易懂,以下为本技术的较佳实施例并配合附图详细说明如后。
31.根据下文结合附图对本技术具体实施例的详细描述,本领域技术人员将会更加明了本技术的上述及其他目的、优点和特征。
附图说明
32.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现
有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
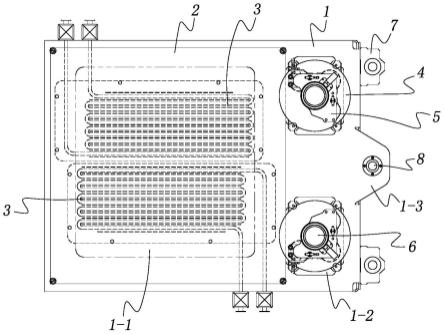
33.图1是本公开一种实施例中铝板覆膜生产线的平面结构示意图;
34.图2是本公开一种实施例中贴合装置的结构示意图;
35.图3是本公开一种实施例中引取滚轮机组的结构示意图;
36.图4是本公开一种实施例中接片机的结构示意图。
37.在以上附图中:100、送卷机;200、预热装置;300、贴合装置;310、机架;320、支架;330、薄膜放料卷;340、过渡辊;350、上贴合辊;360、下贴合辊;370、调紧辊;400、收卷机;500、远红外加热装置;600、引取滚轮机组;610、上辊轮;620、下辊轮;630、第二气缸;640、滑座;700、接片机;710、工作台;720、第一气缸;730、过渡轮组。
具体实施方式
38.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。在下面的描述中,提供诸如具体的配置和组件的特定细节仅仅是为了帮助全面理解本技术的实施例。因此,本领域技术人员应该清楚,可以对这里描述的实施例进行各种改变和修改而不脱离本技术的范围和精神。另外,为了清楚和简洁,实施例中省略了对已知功能和构造的描述。
39.应该理解,说明书通篇中提到的“一个实施例”或“本实施例”意味着与实施例有关的特定特征、结构或特性包括在本技术的至少一个实施例中。因此,在整个说明书各处出现的“一个实施例”或“本实施例”未必一定指相同的实施例。此外,这些特定的特征、结构或特性可以任意适合的方式结合在一个或多个实施例中。
40.此外,本技术可以在不同例子中重复参考数字和/或字母。这种重复是为了简化和清楚的目的,其本身并不指示所讨论各种实施例和/或设置之间的关系。
41.本文中术语“和/或”,仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,单独存在b,同时存在a和b三种情况,本文中术语“/和”是描述另一种关联对象关系,表示可以存在两种关系,例如,a/和b,可以表示:单独存在a,单独存在a和b两种情况,另外,本文中字符“/”,一般表示前后关联对象是一种“或”关系。
42.本文中术语“至少一种”,仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和b的至少一种,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。
43.还需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含。
44.如附图1所示,一种铝板覆膜生产线,包括依次衔接的送卷机100、预热装置200、贴
合装置300、收卷机400。
45.所述送卷机100为张力控制式送卷机,所述收卷机400为转矩自动比例收卷机。
46.所述贴合装置300的数量为2个,即上贴合装置和下贴合装置,能够实现铝板的单面或双面覆膜处理。
47.如附图2所示,所述贴合装置300包括机架310、设置在机架310上的贴合辊、设置在机架310上的支架320、设置在支架320上的薄膜放料卷330、以及过渡辊340,所述贴合辊的数量为2个,即上贴合辊350和下贴合辊360,薄膜经薄膜放料卷330放料,经过渡辊340传输至铝板上、下表面,通过上贴合辊350和下贴合辊360的贴合,以及铝板表面的温度,实现铝板表面的覆膜。
48.进一步的,所述上贴合辊350的两端分别设置有第一调节组件,所述第一调节组件用于调整上贴合辊350和下贴合辊360之间的距离,以适应不同厚度规格铝板的导向传输。
49.进一步的,所述第一调节组件包括第三气缸、滑块,所述上贴合辊350连接的转轴通过轴承固定在滑块内,第三气缸通过带动滑块的上下移动实现上贴合辊350和下贴合辊360之间距离的微调。
50.所述薄膜放料卷330的数量为2个,2个薄膜放料卷330高低位并排设置,且通过支撑板设置在支架320上,以实现备用料卷的功能,避免中途停机换料,大大提高覆膜效率。
51.在一个实施例中,所述贴合装置300还包括调紧辊370,所述调紧辊370设置在过渡辊340和贴合辊之间,实现薄膜传输过程中紧度的调整。
52.进一步的,该生产线还包括远红外加热装置500,所述远红外加热装置500实现对铝板的二次再加热。
53.进一步的,所述贴合装置300远离远红外加热装置500的一侧还设置有引取滚轮机组600,如附图3所示,所述引取滚轮机组600包括上辊轮610和下辊轮620,铝板分别经过上辊轮610和下辊轮620传输,以实现铝板从贴合装置300处至接片机700处的平稳传输。
54.在一个实施例中,所述上辊轮610的两端分别设置有第二调节组件,所述第二调节组件用于调整上辊轮610和下辊轮620之间的距离,以适应不同厚度规格铝板的导向传输。
55.所述第二调节组件包括第二气缸630、滑座640,所述上辊轮610连接的转轴通过轴承固定在滑座640内,第二气缸630通过带动滑座640的上下移动实现上辊轮610和下辊轮620之间距离的微调。
56.进一步的,所述送卷机100、收卷机400均配套有接片机700,所述接片机700方便放卷后、收卷前进行两卷料的换料。
57.如附图4所示,所述接片机700包括工作台710、设置在工作台710两端的第一气缸720、以及与第一气缸720对应的过渡轮组730,通过两边的第一气缸720将两端铝板压住,再通过耐高温胶带实现接料缝的粘连。
58.进一步的,该生产线还包括主电力控制箱和电气操作控制箱,以实现生产线上各装置的正常运作及控制作业。
59.需要说明的是,所述主电力控制箱和电气操作控制箱的具体结构及内部组件,本技术不做具体限定,对本领域技术人员来说,属于现有技术,故在此不予赘述。
60.上述铝板覆膜生产线的覆膜工艺,包括以下步骤:
61.101、铝板由送卷机100放料,先经预热装置200进行预热处理,预热温度为100~
160℃;
62.102、步骤101后,铝板经远红外加热装置500,加热温度为120~180℃,实现对铝板的二次再加热;
63.103、步骤102后,铝板经贴合装置300,薄膜经薄膜放料卷330放料,经过渡辊340传输至铝板上、下表面,通过上贴合辊350和下贴合辊360的贴合实现铝板表面的覆膜,其中,所述薄膜为双层共挤膜pe(聚乙烯) pp(聚丙烯),且pp(聚丙烯)贴合于铝板上,薄膜厚度为0.03~0.1mm;
64.104、覆膜后,铝板经引取滚轮机组600调整,实现铝板从贴合装置300处至接片机700处的平稳传输,再由收卷机400对覆膜完成的铝板进行收卷,便于储运。
65.以上所述仅为本发明的优选实施例而已,其并非因此限制本发明的保护范围,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,通过常规的替代或者能够实现相同的功能在不脱离本发明的原理和精神的情况下对这些实施例进行变化、修改、替换、整合和参数变更均落入本发明的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。