1.本发明涉及建筑施工技术领域,具体涉及一种钢砼连接节段与钢箱梁连接的施工方法。
背景技术:
2.在实际生活中,当规划建设道路需要跨越高速公路等一些既有道路时,通常会选择在既有道路上建设跨线高架桥跨越既有道路。现在的跨线高架桥一般使用钢砼混合结构的作为桥梁主体,为了缩短施工时间,降低施工成本,会选择将在高架桥跨中区的钢箱梁与跨端区的混凝土梁之间增设钢砼连接节段来对二者进行连接。
3.钢砼连接节段与钢箱梁之间一般通过焊接作业进行连接,常规的施工方法是先在钢箱梁安装位置的下方搭设临时支撑,随后将钢箱梁吊装至相应位置将钢箱梁与钢砼连接节段进行焊接。但这种施工方式存在以下问题:(1)因为要搭设多个临时支撑,所需的整体施工周期较长,对于跨高速高架桥施工来说,高速封闭的时间越久,造成经济损失越大;(2)钢箱梁安装位置的下方为既有道路,搭设临时支撑时会对既有道路产生破坏,后期拆除临时支撑还需对既有道路进行修复,施工成本大。
4.为了解决以上问题,需要对现有的钢砼连接节段与钢箱梁连接的施工方法进行改进,使其能够在不影响连接处整体强度的情况下,缩短施工周期,降低施工成本。
技术实现要素:
5.有鉴于此,本发明提供了一种钢砼连接节段与钢箱梁连接的施工方法,通过将钢砼连接节段与钢箱梁的连接端在工厂预制时制作出定位部,解决了钢箱梁吊装难定位问题;同时在对钢箱梁进行吊装时同步进行钢箱梁与钢砼连接节段的焊接作业,缩短施工周期,降低施工成本。
6.本发明提供的一种钢砼连接节段与钢箱梁连接的施工方法,包括以下步骤:
7.步骤一、将相应的钢箱梁吊运至钢砼连接节段的对应位置处,并进行调平校正;
8.步骤二、将钢箱梁与钢砼连接节段和相邻钢箱梁的外部连接部进行焊接作业,实现钢箱梁的初步连接固定;
9.步骤三、重复步骤二操作,同时施工人员进入已进行初步连接固定的钢箱梁内部,对钢砼连接节段和钢箱梁的内部连接部进行焊接作业;
10.步骤四、对已完成的焊接点焊缝进行检测及缺陷修补。
11.进一步,所述钢箱梁和钢砼连接节段均为按设计要求制造的工厂预制件,所述对应位置的钢箱梁与钢砼连接节段的连接端设有用于互相定位的定位部。
12.进一步,所述步骤一中将钢箱梁进行吊装施工时,除了使用钢箱梁与钢砼连接节段的自身定位部进行定位外,还通过施工工人使用辅助工具进行吊装调节。
13.进一步,所述步骤二中钢箱梁的外部焊接作业为箱梁节段间的焊接,在所述钢箱梁吊装到对应位置后就开始进行焊接作业;所述步骤三中钢箱梁的内部焊接作业为箱梁节
段内分段间的焊接与后续吊装钢箱梁同步进行。
14.进一步,所述钢箱梁节段间的焊接顺序为:焊接腹板的立对接焊缝
→
焊接底板的平对接焊缝
→
焊接顶板的平对接焊缝
→
对接焊缝探伤合格后,焊接纵肋。
15.进一步,所述箱梁节段内分段间的焊接顺序为:焊接横隔板与腹板立角焊缝
→
焊接次横隔板与次横联腹板对接焊缝
→
焊接底板纵向对接焊缝
→
焊接顶板纵向对接焊缝
→
焊接其他位置的焊缝。
16.进一步,所述顶板对接的焊缝为陶瓷衬垫,并使用2道co2气体保护焊打底和多道co2气体保护焊分层填充、盖面。
17.进一步,所述底板对接焊缝为陶瓷衬垫,采用1道co2气体保护焊打底和多道co2气体保护焊(gmaw)分层填充、盖面。
18.进一步,所述腹板对接焊缝和腹板与顶底板t型对接焊缝为陶瓷衬垫并采用co2气体保护焊。
19.进一步,所述板肋与顶板和横隔板之间的焊缝为手工电弧焊或co2气体保护自动焊。
20.本发明的有益效果:本发明公开了一种钢砼连接节段与钢箱梁连接的施工方法,通过将钢砼连接节段与钢箱梁的连接端在工厂预制时制作出定位部,使钢箱梁与钢砼连接节段在进行吊装时连接定位更加快捷、更加准确;同时在钢箱梁吊装到位后立即将钢砼连接节段与钢箱梁的外部连接部进行焊接形成初步固定,随后在吊装后续钢箱梁时,对已经初步固定的钢箱梁进行钢砼连接节段与钢箱梁的内部焊接固定,不仅增加整体结构的连接强度,同时缩短了施工周期,降低了施工成本。
附图说明
21.下面结合附图和实施例对本发明专利作进一步描述:
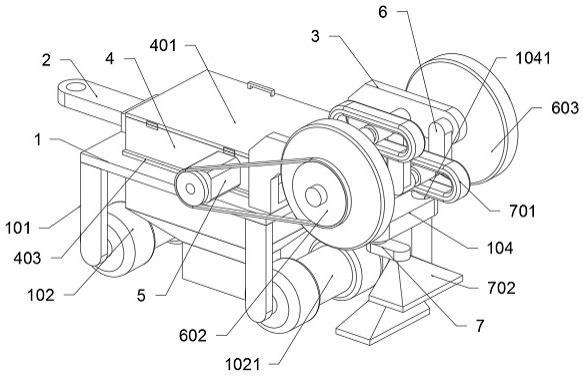
22.图1为本发明的单幅道路中箱体梁与钢砼连接节段的连接示意图;
23.图2为本发明中图1的a-a剖视图;
24.图3为本发明中图2的b-b剖视图;
25.图4为本发明中图2的c-c剖视图;
26.其中,上述附图包括以下附图标记:1-箱体梁;2-钢砼连接节段;3-顶板u肋;4-底板半肋;101-箱体梁ⅰ;102-箱体梁ⅱ;103-箱体梁ⅲ;104-侧翼梁ⅰ;105-侧翼梁ⅱ;201-钢砼连接节段ⅰ;202-钢砼连接节段ⅱ。
具体实施方式
27.如图所示,本发明提供的一种钢砼连接节段与钢箱梁连接的施工方法,包括以下步骤:
28.步骤一、将相应的钢箱梁1吊运至钢砼连接节段2的对应位置处,并进行调平校正;
29.步骤二、将钢箱梁1与钢砼连接节段2和相邻钢箱梁的外部连接部进行焊接作业,实现钢箱梁1的初步连接固定;
30.步骤三、重复步骤二操作,同时施工人员进入已进行初步连接固定的钢箱梁内部,对钢砼连接节段和钢箱梁的内部连接部进行焊接作业;
31.步骤四、对已完成的焊接点焊缝进行检测及缺陷修补。
32.本实施例中,以高架桥的单幅道路进行举例,该幅的钢砼连接节段2由钢砼连接节段ⅰ201和钢砼连接节段ⅱ202组成,该幅的钢箱梁1由箱体梁ⅰ101、箱体梁ⅱ102和箱体梁ⅲ103构成主梁端;在箱体梁ⅰ101和箱体梁ⅲ103的外侧分别设置104-侧翼梁ⅰ和105-侧翼梁ⅱ;结合图1所示,钢箱梁1中的箱体梁ⅱ102的连接端部较箱体梁ⅰ101和箱体梁ⅲ103的连接端部更长形成了一个凸起部,正好与钢砼连接节段ⅰ201和钢砼连接节段ⅱ202连接后中间的凹部相对应,使主箱梁1与钢砼连接节段2的定位更加方便;钢箱梁1在进行吊装和外部焊接的同时,工人人员可以同时进入已完成初步焊接的钢箱梁内,进行钢砼连接节段2与钢箱梁1的内部焊接固定,增加两者之间的连接强度,又或是对已完成初步焊接的钢箱梁边侧的侧翼梁进行吊装焊接;同时进行多个构件的吊装、外部焊接和内部焊接可大幅降低施工所需的时间,减少施工所需的时间。
33.本实施例中,所述钢箱梁和钢砼连接节段均为按设计要求制造的工厂预制件,所述对应位置的钢箱梁与钢砼连接节段的连接端设有用于互相定位的定位部;钢箱梁梁端和钢砼连接节段上与钢箱梁相连的连接端均设置有用于进行长度方向限位的定位部,钢箱梁和钢砼连接节段在厂内制作时,分别在顶板和底板上延伸出一定长度来进行长度方向和高度方向上的定位,例如钢箱梁的底板在制作时向外多做100cm而顶板向内切割100cm,而钢砼连接节段与钢箱梁的连接端相反制作,这样钢砼连接节段与钢箱梁在吊装时就可以在长度和高度方向上定位。
34.本实施例中,所述步骤一中将钢箱梁进行吊装施工时,除了使用钢箱梁与钢砼连接节段的自身定位部进行定位外,还通过施工工人使用辅助工具进行吊装调节;除了钢箱梁自身上的定位部外,钢箱梁的起吊点受力都是经数据严格计算得到,使其在吊运时始终保持平衡,但由于钢箱梁在吊装时底部无支撑加上钢砼连接节段在进行张紧后存在上翘现象,钢箱梁的底面和底面可以钢砼连接节段的顶面和底面进行对齐,此时就可以使用辅助定位工具进行定位:(1) 当钢箱梁吊装时,对接平面就位还差10mm至50mm的时候,吊车无法小距离调整,此时钢箱梁就位采用葫芦将钢箱梁就位;(2)高度就位还差10mm至 50mm的时候,吊车无法小距离调整,此时钢箱梁就位采用千斤顶将钢箱梁就位;通过辅助定位工具即可实现对接定位,无需再在钢箱梁下方设置临时支撑,避免了对下方高速道路的破坏。
35.本实施例中,结合图2、图3图4所示,所述步骤二中钢箱梁的外部焊接作业为箱梁节段间的焊接,在所述钢箱梁吊装到对应位置后就开始进行焊接作业;所述步骤三中钢箱梁的内部焊接作业为箱梁节段内分段间的焊接与后续吊装钢箱梁同步进行;所述钢箱梁节段间的焊接顺序为:焊接腹板的立对接焊缝
→
焊接底板的平对接焊缝
→
焊接顶板的平对接焊缝
→
对接焊缝探伤合格后,焊接纵肋;所述箱梁节段内分段间的焊接顺序为:焊接横隔板与腹板立角焊缝
→
焊接次横隔板与次横联腹板对接焊缝
→
焊接底板纵向对接焊缝
→
焊接顶板纵向对接焊缝
→
焊接其他位置的焊缝。其中钢箱梁在吊装到对应位置后就开始进行钢箱梁与钢砼连接节段2之间和相邻钢箱梁的外部焊接作业,使该钢箱梁初步与钢砼连接节段2和相邻钢箱梁进行固定;待外部焊接作业完成后,即可吊装下一块钢箱梁,重复上述操作,同时派遣施工人员进入已经完成焊接固定的钢箱梁内,将钢箱梁内部的连接部与钢砼连接节段2和相邻钢箱梁焊接在一起,加强相互之间的整体强度;其中钢箱梁1的内部连接部主要为顶板上的顶板u 肋3和底板上的底板半肋4,钢砼连接节段2内也设有与顶板u肋3
和底板上的底板半肋4位置对应的焊接连接部;通过这种方式不仅保证跨中区钢箱梁的整体强度,还有效利用了时间差进行施工,大幅缩短了施工周期。
36.本实施例中,所述顶板对接的焊缝为陶瓷衬垫,并使用2道co2气体保护焊打底和多道co2气体保护焊分层填充、盖面;所述底板对接焊缝为陶瓷衬垫,采用1道co2气体保护焊打底和多道co2气体保护焊(gmaw)分层填充、盖面;所述腹板对接焊缝和腹板与顶底板t型对接焊缝为陶瓷衬垫并采用co2 气体保护焊;所述板肋与顶板和横隔板之间的焊缝为手工电弧焊或co2气体保护自动焊;其中由于钢箱梁时无支架吊装,所以钢箱梁的焊缝焊接必须及时保证承载安全,焊接顺序应为端部腹板
→
端部环焊缝
→
底部纵向焊缝
→
顶板纵向焊缝
→
隔板焊接;对底板焊接需要由4名焊工从中间向两边分段、对称、同时施焊;对腹板进行焊接时需要安排4名焊工对称、同时施焊,对顶板焊接时需要6名焊工从中间向两边分段、对称、同时施焊;本施工方法中涉及到的所以吊装焊接操作均需严格按照施工质量规范以及施工安全规范等条例执行。
37.最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。