1.本实用新型涉及自动化技术领域,涉及一种零部件自动化测量设备。
背景技术:
2.在零件检测过程中,检测人员的技术水平和检测设备的精度等级直接关系到加工零件检测结果是否正确,传统的采用人工手动检测只能靠人工进行质量的把握,随着制造业对产品质量要求越来越高传统的生产方式不仅工作效率低下,并且对产品质量不能进行准确掌握,已经越来越不适应社会化大生产的需要。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种可保证加工零件尺寸检测数据的准确,减轻操作人员的负担,有效提高装配零件的匹配性的零部件自动化测量设备。
4.为了解决上述技术问题,本实用新型解决其技术问题所采用的技术方案是:
5.一种零部件自动化测量设备,包括搬运机构、三坐标测试机、分选机构以及上下料机构,所述搬运机构与所述分选机构之间设置有缓存机构,搬运机构将零部件搬运至三坐标测试机完成检测后的零部件放置在缓存机构上,所述分选机构将完成检测的零部件分选放置载具上,上下料机构将装有零部件的载具下料后并将空载具上料至分选机构上;
6.所述搬运机构包括搬运机械手以及上料架,所述搬运机械手与抓手架驱动连接,所述上料架设置在所述搬运机械手一侧,所述上料架上设置有用于放置上料载具的上料板,所述抓手架上设置有夹爪气缸,所述夹爪气缸的夹臂上设置有取料块,搬运机械手带动夹爪气缸驱动取料块抓取零部件并对零部件进行搬运。
7.进一步地,所述缓存机构包括缓存架,所述缓存架上设置有缓存板,所述缓存板上设置有多个与所述零部件相匹配的支撑治具。
8.进一步地,所述分选机构包括分选架以及分选机械手,所述分选机械手上设置有分选抓手,所述分选架设置在所述分选机械手下方,所述分选架上设置有多个用于放置空载具的分选板,通过分选机械手带动分选抓手将缓存机构上的零部件搬运至分选板上的空载具上。
9.进一步地,所述分选抓手包括取料板,所述取料板两侧分别设置有取料气缸以及取料支架,所述取料气缸的两夹臂上设置有取料夹爪,所述取料支架上设置有取料吸盘。
10.进一步地,所述上下料机构包括驱动架以及移动板,所述移动板滑设在所述驱动架上,所述移动板上设置有送料机械手,所述送料机械手上设置有取放架,所述取放架两侧设置有支撑板,所述取放架上设置有压料气缸,所述压料气缸与压料板驱动连接,所述压料气缸带动压料板将载具压紧在两支撑板上,所述移动板上设置有驱动部件,通过所述驱动部件带动所述移动板在所述驱动架上往复运动。
11.进一步地,所述驱动架上设置有滑轨,所述移动板滑设在所述滑轨上,所述驱动架上设置有齿条,所述移动板上设置有电机,所述电机上设置有齿轮,所述齿轮与所述齿条啮
合,通过所述电机带动齿轮转动来带动移动板沿着所述滑轨往复运动。
12.进一步地,还包括暂存架,所述暂存架上设置有多个放料架,所述放料架上设置有托板,所述托板两侧设置有定位气缸,所述定位气缸与定位销驱动连接,所述载具上设置有与所述定位销相匹配的销孔,所述定位气缸驱动所述定位销穿设在所述销孔上。
13.进一步地,还包括翻转机构,所述翻转机构包括底板、固定架以及移动架,所述固定架设置在所述底板上,所述移动架滑设在所述底板上,所述固定架与移动架上均设置有转轴,所述转轴上设置有翻转板,所述翻转板上设置有定位治具,所述转轴一端设置有连接杆,所述连接杆与翻转气缸驱动连接,所述翻转气缸通过驱动连接杆带动两翻转板翻转时的两定位治具相对设置,移动架带动翻转板移动使得两定位治具同时对零部件进行夹持。
14.进一步地,所述翻转机构还包括两限位部件,两限位部件分别设置在移动架和固定架下方,所述限位部件包括限位座,所述限位座的顶部与侧面均设置有支撑杆,所述支撑杆与所述翻转板相对设置。
15.进一步地,所述底板上设置有移动气缸,所述移动气缸活塞杆杆端设置有滑块,所述滑块滑设在所述底板上,所述移动架设置在所述滑块上。
16.本实用新型的有益效果:
17.本实用新型的搬运机械手带动夹爪气缸驱动取料块抓取零部件并将零部件搬运至三坐标测试机上进行尺寸检测,搬运机械手再将完成检测后的零部件放置在缓存机构上,分选机构将完成检测的零部件分选放置载具上,上下料机构将装有零部件的载具下料后并将空载具上料至分选机构上,自动化程度高,可有效保证加工零件尺寸检测数据的准确,自动化测量系统就可以很好的解决这个问题,减轻操作人员的负担,避免了人为因素对产品质量的影响,通过分选机构对不同配合尺寸的产品进行分选下料,可以避免各零部件配合间隙极端化,有效提高装配零件的匹配性,从而提高产品的合格率和性能。
附图说明
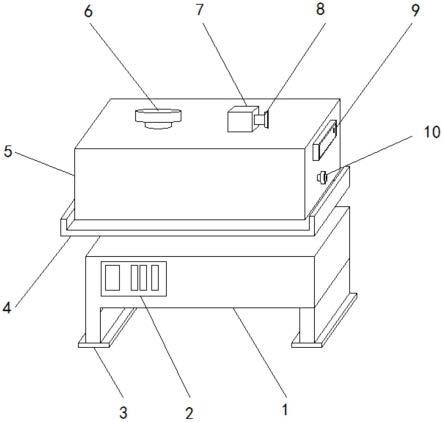
18.图1是本实用新型的一种零部件自动化测量设备示意图。
19.图2是本实用新型的暂存架
20.图3是本实用新型的
21.图4是本实用新型的
22.图5是本实用新型的
23.图中标号说明:1、三坐标测试机;2、搬运机械手;21、抓手架;22、上料架;23、上料板;24、缓存架;25、支撑治具;3、翻转机构;31、底板;32、固定架;33、移动架;34、翻转板;35、定位治具;36、翻转气缸;37、移动气缸;38、限位座;39、支撑杆;4、分选机械手;41、分选架;5、分选抓手;51、取料板;52、取料气缸;53、取料夹爪;54、取料吸盘;6、暂存架;61、台面;62、放料架;63、托板;64、定位气缸;65、定位销;66、销孔;7、上下料机构;71、驱动架;72、移动板;74、送料机械手;75、支撑板;76、压料气缸;77、压料板;78、滑轨;79、电机;791、齿轮;792、齿条;8、载具;
具体实施方式
24.下面结合附图和具体实施例对本实用新型作进一步说明,以使本领域的技术人员
可以更好地理解本实用新型并能予以实施,但所举实施例不作为对本实用新型的限定。
25.参照图1所示,一种零部件自动化测量设备,包括搬运机构、三坐标测试机1、分选机构以及上下料机构7,所述搬运机构与所述分选机构之间设置有缓存机构,搬运机构将零部件搬运至三坐标测试机1完成检测后的零部件放置在缓存机构上,所述分选机构将完成检测的零部件分选放置载具8上,上下料机构7将装有零部件的载具8下料后并将空载具8上料至分选机构上;
26.所述搬运机构包括搬运机械手2以及上料架22,所述搬运机械手2与抓手架21驱动连接,所述上料架22设置在所述搬运机械手2一侧,所述上料架22上设置有用于放置上料载具8的上料板23,所述抓手架21上设置有夹爪气缸,所述夹爪气缸的夹臂上设置有取料块,搬运机械手2带动夹爪气缸驱动取料块抓取零部件并对零部件进行搬运。
27.本实用新型的搬运机械手2带动夹爪气缸驱动取料块抓取零部件并将零部件搬运至三坐标测试机1上进行尺寸检测,搬运机械手2再将完成检测后的零部件放置在缓存机构上,分选机构将完成检测的零部件分选放置载具8上,上下料机构7将装有零部件的载具8下料后并将空载具8上料至分选机构上,自动化程度高,可有效保证加工零件尺寸检测数据的准确,自动化测量系统就可以很好的解决这个问题,减轻操作人员的负担,避免了人为因素对产品质量的影响,通过分选机构对不同配合尺寸的产品进行分选下料,可以避免各零部件配合间隙极端化,有效提高装配零件的匹配性,从而提高产品的合格率和性能。
28.所述缓存机构包括缓存架24,所述缓存架24上设置有缓存板,所述缓存板上设置有多个与所述零部件相匹配的支撑治具25。
29.三坐标测试机1的检测方法是通过3d测量控制软件,使检测仪分别移动x轴、y轴、z轴对检测零件进行坐标定位,然后再根据零件的检测尺寸分别选用ccd检测和探针的检测方式来实现各种尺寸的精确测量。
30.所述分选机构包括分选架41以及分选机械手4,所述分选机械手4上设置有分选抓手5,所述分选架41设置在所述分选机械手4下方,所述分选架41上设置有多个用于放置空载具8的分选板,通过分选机械手4带动分选抓手5将缓存机构上的零部件搬运至分选板上的空载具8上。
31.通过分选机械手4带动分选抓手5将缓存机构上的零部件搬运至分选板上的空载具8上,可以避免配合间隙极端化,提高装配零件的匹配性,从而提高产品的合格率和性能,减轻操作人员的负担,避免了人为因素对产品质量的影响。
32.所述分选抓手5包括取料板51,所述取料板51两侧分别设置有取料气缸52以及取料支架,所述取料气缸52的两夹臂上设置有取料夹爪53,所述取料支架上设置有取料吸盘54。
33.具体的,通过取料夹爪53或者取料吸盘54可以抓取多种类型的零部件,适用范围广,降低生产成本。
34.所述上下料机构7包括驱动架71以及移动板72,所述移动板72滑设在所述驱动架71上,所述移动板72上设置有送料机械手74,所述送料机械手74上设置有取放抓手,所述取放抓手包括取放架,所述取放架两侧设置有支撑板75,所述取放架上设置有压料气缸76,所述压料气缸76与压料板77驱动连接,所述压料气缸76带动压料板77将载具8压紧在两支撑板75上,所述移动板72上设置有驱动部件,通过所述驱动部件带动所述移动板72在所述驱
动架71上往复运动。
35.具体的,通过所述驱动部件带动所述移动板72在所述驱动架71上往复运动,料机械手带动取放架抓取分选板上的满料载具8,结构简单,运行稳定,有效避免载具8搬运过程中发生晃动,提高输送的稳定性。
36.所述驱动架71上设置有滑轨78,所述移动板72滑设在所述滑轨78上,所述驱动架71上设置有齿条792,所述移动板72上设置有电机79,所述电机79上设置有齿轮791,所述齿轮791与所述齿条792啮合,通过所述电机79带动齿轮791转动来带动移动板72沿着所述滑轨78往复运动。
37.还包括暂存架6,所述暂存架6上设置有台面61,所述台面61上设置有多个放料架62,所述放料架62上设置有托板63,所述托板63两侧设置有定位气缸64,所述定位气缸64与定位销65驱动连接,所述载具8上设置有与所述定位销65相匹配的销孔66,所述定位气缸64驱动所述定位销65穿设在所述销孔66上。
38.还包括翻转机构3,所述翻转机构3包括底板31、固定架32以及移动架33,所述固定架32设置在所述底板31上,所述移动架33滑设在所述底板31上,所述固定架32与移动架33上均设置有转轴,所述转轴上设置有翻转板34,所述翻转板34上设置有定位治具35,所述转轴一端设置有连接杆,所述连接杆与翻转气缸36驱动连接,所述翻转气缸36通过驱动连接杆带动两翻转板34翻转时的两定位治具35相对设置,移动架33带动翻转板34移动使得两定位治具35同时对零部件进行夹持。
39.具体的,翻转气缸36通过驱动连接杆带动两翻转板34翻转时的两定位治具35相对设置,移动架33带动翻转板34移动使得两定位治具35同时对零部件进行夹持,移动架33对零部件夹持后,固定架32上的定位治具35松开零部件,移动气缸37带动移动架33远离固定架32,翻转气缸36带动移动架33上的零部件翻转使得零部件朝上设置,便于分选机构抓取,机构简单,显著提升了操作效率,且避免了人工翻转的安全风险。
40.所述翻转机构3还包括两限位部件,两限位部件分别设置在移动架33和固定架32下方,所述限位部件包括限位座38,所述限位座38的顶部与侧面均设置有支撑杆39,所述支撑杆39与所述翻转板34相对设置。
41.所述底板31上设置有移动气缸37,所述移动气缸37活塞杆杆端设置有滑块,所述滑块滑设在所述底板31上,所述移动架33设置在所述滑块上。
42.使用过程
43.将装载有零部件的载具8放置在上料架22的上料板23上,夹爪气缸驱动取料块抓取零部件,搬运机械手2带动夹爪气缸将零部件搬运至三坐标测试机1进行装配尺寸检测,搬运机械手2对检测完成的零部件搬运至对应的支撑治具25上,通过分选机械手4带动分选抓手5将支撑治具25上的零部件搬运至分选板上的空载具8上,通过所述电机79带动齿轮791转动来带动移动板72向分选机构方向移动,送料机械手74带动取放架抓取分选板上的满料载具8,压料气缸76带动压料板77将载具8压紧在两支撑板75上,电机79带动齿轮791转动来带动满料载具8搬运至下料位置,完成零部件的检测下料。
44.以上所述实施例仅是为充分说明本实用新型而所举的较佳的实施例,本实用新型的保护范围不限于此。本技术领域的技术人员在本实用新型基础上所作的等同替代或变换,均在本实用新型的保护范围之内。本实用新型的保护范围以权利要求书为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。