基于热积分光强修正的3d打印控制方法及打印设备
技术领域
1.本发明属于光固化3d打印技术领域,特别涉及一种基于热积分光强修正的3d打印控制方法及打印设备。
背景技术:
2.在光固化的领域中,根据光固化成型的光源系统分为光固化3d打印技术分为激光点光源(sla)和面光源数字光投影(dlp)。光固化的过程是利用紫外线分层照射并固化光敏树脂,被照射的光敏树脂接收的能量超过临界值ec以后会发生聚合反应从而固化。
3.dlp 3d打印系统,通过许多帧的图像逐层固化,一次可以成型一个幅面,因此是一种速度更快的3d打印方式。在传统dlp技术中,每个切片的层厚固定,曝光时间固定(通常轻微过曝),因此宏观上可认为模型每个点受到的离散曝光量是均匀一致的。虽然每层切片四周的树脂材料都会承受一些扩散光,但是打印平台在z轴的上下运动会迅速将这些轻量曝光材料与其它材料混合,不断消除打印件周围的树脂曝光量积累。因此,传统的dlp打印机只需要配合简单的xy尺寸缩放即可统一精度。
4.而连续液面打印技术是通过使照射固化后的表面与离型膜不粘连,例如建立非固化区,使树脂始终在非固化区上方固化成型,从而实现连续、平滑、快速的成型。相对于传统逐层打印方式(如dlp),连续液面3d打印技术可以实现复杂物体的快速打印。光敏树脂的固化过程伴随着大量放热反应,连续3d打印的过程由于打印平台没有上下动作,因此热量容易局部积累。在热量提升后,光敏树脂更容易被固化,因此在进行3d打印的前期和后期,采用固定值的光强去照射光敏树脂会得到不同三维模型,这就导致打印失真变形,或三维模型变粗、表面不光滑。
技术实现要素:
5.本技术的目的是提供一种基于热积分光强修正的3d打印控制方法以及打印设备,使连续打印过程中的光强能够随温度变化而修正,从而使打印模型的精度可控。
6.为了实现上述的一个发明目的,本发明采用如下技术方案:一种基于热积分光强修正的3d打印控制方法,包括如下步骤:
7.a、建立温度k与光敏树脂临界曝光量ec的映射关系e
ck
;
8.b、逐帧读取待打印3d模型的切片图像,将打印区域划分成若干区块,并基于所述的切片图像中的曝光面积计算各区块在任意时刻对应的热量积分比例i
t
;
9.c、根据该热量积分比例计算各区块在任意时刻的光敏树脂的动态温度k
t
,并根据温度与光敏树脂临界曝光量ec的映射关系,确定任意时刻该区块对应的光敏树脂临界曝光量e
ck
;
10.d、基于该区块的临界曝光量确定该区块在任意时刻对应的动态光强修正值p
t
,并根据该动态光强修正值p
t
配置该区块对应的投影参数。
11.在本技术的一个实施例中,在b步骤中,所述的打印区域被划分为m
×
n个区块,各
区块随时间对应的热量积分比例i
t
=(1-r)
×it-1
r
×rt
,其中,i代表热量积分比例,r代表导热系数,r
t
代表该区块在当前t时刻的放热面积比,r
t
=w/s,s代表各区块的面积,w代表区块中曝光区域的面积。
12.在本技术的一个实施例中,0<r≤1。
13.在本技术的一个实施例中,在步骤c中,所述的动态温度k
t
满足关系:k
t
=k0 (k
max-k0)
×it
,其中k0为环境室温,k
max
为光敏树脂耐受的最高温度,i
t
为当前时刻的热量积分比例,0《i
t
《1。
14.在本技术的一个实施例中,所述的光强修正值pk满足如下关系:
15.其中,
16.e
ck
代表光敏树脂在动态温度k
t
时的临界曝光量;
17.v代表打印速度;
18.τ代表单位厚度下光敏树脂的光透过率;
19.hc代表实际固化边界与理论固化边界的横向距离;
20.δd是单位厚度;
21.t代表曝光积分时间。
22.在本技术的一个实施例中,hc为固定值,且满足-0.1mm≤hc≤0.3mm。
23.在本技术的一个实施例中,所述的步骤a中,建立多种光敏树脂材料与温度k以及光敏树脂临界曝光量e
ck
的映射关系。
24.本技术的另一技术方案是:提供一种基于热积分光强修正的3d打印设备,包括用于盛放光敏树脂的料槽、沿z轴可升降地设置在所述的料槽上方的打印平台、将切片图像逐帧投影到打印区域的投影装置、存储器以及处理器,所述的处理器被配置为执行前述控制方法。
25.本发明与现有技术相比获得如下有益效果:本发明通过对逐个打印区域的温度进行累加,并对应该温度下的临界曝光量匹配适合的光强,从而很好的控制打印区域的光敏树脂固化过程,保证打印区域外围被固化的材料厚度恒定,从而获得精度可控的三维打印模型。
附图说明
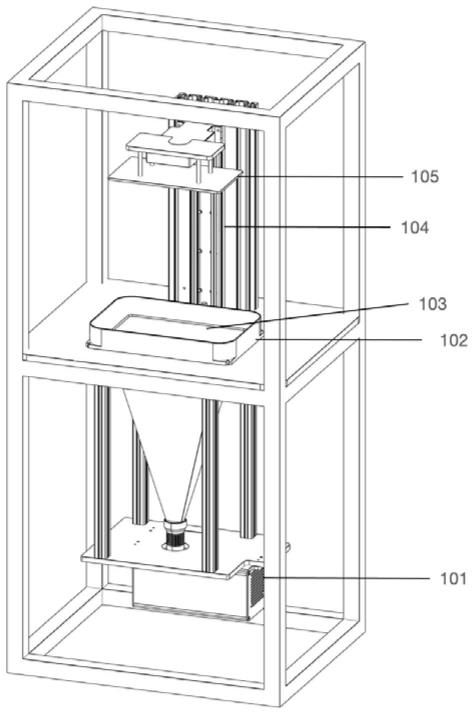
26.附图1为本技术的一个实施例中的3d打印设备的结构示意图;
27.附图2为图1中的3d打印设备的原理图;
28.附图3显示了光强在光敏树脂中的衰变关系;
29.附图4显示了t时刻下三维模型外围距离为h的点所受光强;
30.附图5显示了既定固化区域、扩散固化区域和固化不足区域;
31.附图6显示了光敏树脂材料的温度-临界曝光量之间的变化曲线;
32.其中:101、光机;102、料槽;103、光敏树脂;104、z轴升降机构;105、打印平台;106、三维模型;200、离型膜;300、非固化区。
具体实施方式
33.为详细说明发明的技术内容、构造特征、所达成目的及功效,下面将结合实施例并配合附图予以详细说明。
34.为此,本技术提出了一种连续3d打印设备及其控制方法。参见图1、2所示,该连续3d打印设备包括机架、用于盛放光敏树脂的料槽102、沿z轴可升降地设置在所述的料槽上方的打印平台105、投影装置、存储器以及处理器。机架中部设有一沿x-y平面延伸的水平工作台,水平工作台上固定设置有料槽102。本实施例中的投影装置为光机101。光机101固定安装在水平工作台的下方,打印平台105可升降地设置在水平工作台的上方,机架的后部设置有z轴升降机构104,打印平台105通过z轴升降机构104实现垂直上升或下降。料槽102的底部设置有所述的离型元件,如离型膜等。
35.连续3d打印设备在工作时,光机101向上发出的投影光穿过离型膜200,并将离型膜200上方的光敏树脂103固化,形成三维模型106,三维模型106的上部附着在打印平台105上,并跟随打印平台105向上移动,三维模型106的下部浸没在光敏树脂中,光敏树脂103与离型膜200之间存在一个交界面,光敏树脂在该交界面(非固化区300)上停止聚合反应,从而使三维模型106与离型膜200之间始终存在液态的光敏树脂,降低三维模型与离型膜之间的黏附力,进而实现连续高速3d打印。
36.本技术的连续3d打印设备的存储器内存储有计算机程序,该处理器被配置为执行所述的计算机程序,以实现如下控制方法:
37.a、建立光敏树脂、温度k与光敏树脂临界曝光量ec的映射关系e
ck
,即创建放热数据库;
38.b、逐帧读取待打印3d模型的切片图像,将打印区域划分成m
×
n个区块,并基于切片图像中的曝光面积计算各区块在任意时刻对应的热量积分比例i
t
,i
t
=(1-r)
×it-1
r
×rt
,r
t
代表该区块在当前t时刻的放热面积比,r
t
=w/s,s代表该区块的总面积,w代表该区块中曝光区域的面积,r是光敏树脂材料的导热系数,0<r≤1;
39.c、根据该热量积分比例计算各区块在任意时刻的光敏树脂的动态温度k
t
,k
t
=k0 (k
max-k0)
×it
,其中k0为环境室温(3d打印一般需要恒温恒湿环境,k0通常设置为26℃),k
max
为光敏树脂耐受的最高温度(如75℃),i
t
为当前时刻的热量积分比例,0《i
t
《1,并根据动态温度k
t
在上述放热数据库中确定任意时刻该区块对应的光敏树脂临界曝光量e
ck
;
40.d、基于该区块的临界曝光量确定该区块在任意时刻对应的动态光强修正值pk,并根据该动态光强修正值pk配置该区块对应的投影参数。
41.在本实施例中,该区块最终所需的曝光光强就是动态光强修正值pk。
42.导热系数与光敏树脂材料导热能力相关,r越大,光敏树脂的吸热散热能力越强,i
t
曲线变化越快。在实验室可以通过局部照射一个小区域面积,通过高精度测温枪得到r的数值。
43.在一个实施例中,将整个屏幕分乘m
×
n个区块,例如160
×
90=14400个区域。
44.每个小区块的总面积s,可用像素个数表示,例如4k屏幕是3840
×
2160,一个小区块的总面积s就包含24
×
24=576个像素。
45.每个小区块中曝光区域的面积w,可用白色像素的个数表示,也就是当前t时刻的照射图,在这个小区块里有多少个像素为白色像素,就代表曝光区域的面积w是多少。
46.每个小区块在当前t时刻的放热面积比r
t
=w/s,r
t
在0-1之间(0代表没曝光,1代表全曝光)。
47.一般来说单纯高分子材料导热性能较差,例如当计算迭代间隔t=1秒时,r=0.01。则t时刻的小区块的热量积分比例为i
t
=0.99
×
it-1 0.01
×rt
。再根据i
t
可以计算出动态温度k
t
,并找到对应的e
ck
。
48.将e
ck
带入下式,计算动态光强修正值pk:
[0049][0050]
其中:
[0051]eck
代表光敏树脂在动态温度k
t
时的临界曝光量;
[0052]
v代表打印速度,也就是打印平台的抬升速度;
[0053]
τ代表单位厚度下光敏树脂的光透过率;
[0054]
hc代表实际固化边界与理论固化边界的横向距离,理想情况下,希望hc为固定值,这时候打印的三维模型粗细均匀、尺寸精确;
[0055]
δd是单位厚度,
[0056]
t代表曝光时间。
[0057]
在本技术的一个实施例中,-0.1mm≤hc≤0.3mm。
[0058]
下面重点说明光强与温度以及速度变化的关系。
[0059]
参见图3所示,紫外光在光敏树脂中的衰变关系满足:
[0060][0061]
其中,d是光敏树脂中任意一点距离投影图像的直线最短距离;τ是光敏树脂单位厚度的光透过率(也写作tau),即每经过δd单位厚度,透过的光通量与入射光通量之比为τ。光敏树脂中加入的光分散剂越多,τ越小。因此位于点d的光敏树脂受到的扩散光强pd与材料的光透过率和距离有关,呈指数关系减弱。
[0062]
图3中的pτ0代表位于光固化窗口的像素点处的光强,pτ1代表距离光固化窗口一个单位厚度处像素点的光强,以此类推,pτ4代表距离光固化窗口4个单位厚度处的像素点的光强,距离几个单位长度就是τ的几次方。
[0063]
参见图4所示,在连续打印中,当z轴(图1中的上下方向)向上运动时,打印件表面的未固化材料会随着平台抬升而上升,与投影面距离渐远,逐渐脱离光照范围。
[0064]
如图,距离打印件曝光边缘横向距离为h的光敏树脂,其受到的初始光强为ph,在平台以打印速度v向上打印的过程中,t秒后该点与投影边缘的距离d为:
[0065][0066]
将公式二代入公式一,就可以得到任意时刻t下,距离曝光区域初始距离为h的点附近光强:
[0067][0068]
其中,h是像素点距离三维模型横截面轮廓的初始距离,t是光照时间,v是打印速度(即z轴抬升的速度),在短时间内一般认为v不变化。这里的短时间内,是指在一个δd单位厚度打印时间内。速度更新一秒钟会执行10-30次,但是速度v跟当前图像相关,图像在一段时间内都是平滑改变的,所以速度v在1秒内或单位距离内变化非常非常小。
[0069]
接下来,我们继续计算距离曝光区域初始距离为h的点累积的曝光量大小。随着打印平台以速度v不断抬高,随着打印时间t增加,未固化的树脂会逐渐远离曝光面,周围材料受到的光照强度会越来越小。当树脂材料某一点的曝光总量e积累到一定程度后会发生固化。如果对p
th
按照时间t在[0,t]时间段内进行积分,则其固化条件为曝光总量e
t
大于临界曝光量ec。
[0070][0071]
其中,t是一个足够长的时间,以至于经过t秒移动后光强衰减到可以忽略不计,无法对积分结果产生实质改变。公式四表明,对于三维模型轮廓外距离为h的一个点,在打印速度v给定的情况下,受到的曝光总量e
t
也是固定的,一旦e
t
》ec,该位置的光敏树脂会在三维模型的表面固化,造成物体轮廓变粗。理论上我们希望h=0,也就是希望三维模型轮廓以外的光敏树脂不能够被固化,然而实际上是无法做到的,因此,我们将hc设定为一个固定值,使其满足一个较小的值,在这个范围内使hc保持恒定,从而使三维模型的外轮廓恒定,得到表面连续光滑,不会变粗或变细的三维模型。
[0072]
将上述公式四,去掉积分,获取可以实时控制的公式形态。首先将距离d的计算方式简化为:
[0073][0074]
在曝光初期,h影响较大,曝光后期,速度v影响较大。经过近似变换,将公司四的积分变成:
[0075][0076]
再对公式六进行积分得到公式七:
[0077][0078]
其中0《τ《1,t足够大。用公式七可以判断当以速度v连续打印时,距离打印件表面为h的材料是否会固化。如图5所示,三维模型在逐渐上升的过程中,其直接光照区域会逐步固化,称之为既定固化部分d1,三维模型的本体附近由于存在较高的扩散光强,经时间积累后超过临界曝光量,产生扩散固化区域d2,更远处则因为扩散光强减弱,不会发生固化,d3为固化不足区域。
[0079]
我们可以对公式七进行变形,得到:
[0080][0081]
其中,hc代表实际固化边界与理论固化边界的横向距离。
[0082]
如前文所述,理想情况下,我们希望获得hc恒定的三维模型,打印出来的产品不会因打印速度变化而变粗或变细,使hc取固定值,取值范围:-0.1mm≤hc≤0.3mm。这就需要调整照射光强p保持hc固定,而我们知道光敏树脂固化过程中伴随着大量放热,热量提升后,光敏树脂材料活性增加,临界曝光量ec减小。每一种光敏树脂材料的临界曝光量ec与温度变化关系可以通过实验测量,从而可以建立任意一种光敏树脂材料临界曝光量e
ck
与温度k的变化关系曲线或映射关系,如图6为一种光敏树脂材料的临界曝光量与温度变化关系曲线图。
[0083]
在实际打印过程中,临界曝光量ec降低的情况下,hc会增大(ln值为负数),也就是说,树脂越热,同样条件下固化越厚。
[0084]
接下来,将打印区域划分为m
×
n个区块,并对各区块的热量进行积分,就可以推算出该区块内的温度,最后根据已经建立的临界曝光量-温度变化关系曲线就可以推算出光敏树脂材料的临界曝光量e
ck
,再通过对公式八进行变形,得到基于温度变化的光强修正值:
[0085][0086]
其它参数不变的情况下,根据i
t
算出来k
t
,根据k
t
查放热数据库得出来e
ck
,代入就得到了pk,得到了各个区块分别对应的光强修正值pk之后,通过对当前小区块的掩膜进行亮度调整,就能相应的压制或提高局域部分的光强,达到形态稳定的目的。
[0087]
本发明通过对逐个打印区域的温度进行累加,并对应该温度下的临界曝光量匹配适合的光强,从而很好的控制打印区域的光敏树脂固化过程,保证打印区域外围被固化的材料厚度恒定,从而获得精度可控的三维打印模型。
[0088]
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,本发明要求保护范围由所附的权利要求书、说明书及其等效物界定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
