1.本实用新型属于残次品卷烟回收处理技术领域,具体的说,涉及一种残次品爆珠卷烟变径倾斜通道切割装置。
背景技术:
2.卷烟生产过程中,不可避免的会产生一定数量的残次品卷烟,残次品卷烟需要运送到残烟处理线处理,将烟丝和滤嘴及卷烟纸进行彻底分离,再将回收烟丝继续利用。爆珠卷烟是近几年兴起的一种卷烟,爆珠也称脆性胶囊,是指以胶囊的形式嵌入卷烟滤嘴中的一种液体小胶珠。由于滤嘴中的爆珠损伤会导致液体流出造成烟丝污染,残次品爆珠卷烟不允许在现有的残烟处理设备上进行烟丝与卷烟纸、滤嘴分离。
3.现有技术中,通常通过人工进行残次品爆珠卷烟的处理工作,人工消耗加大,处理效率低下,烟丝回收周期长,水分流失,导致烟丝造碎,回收率低。卷烟纸包裹烟丝后通过胶水粘接,通常粘接位置处留有2mm的卷烟纸为粘贴搭口,烟支在卷制过程中只对搭口的1mm处上胶,烟支圆周搭口上靠外的1mm的卷烟纸上是没有被胶粘接的,使用机械对残次品爆珠卷烟处理时,残次品爆珠卷烟被高压空气输送至切割处时,人为无法控制烟支被切割的圆周部位,当烟支圆周上无胶,没有被粘接的1mm刚好被切割时,烟丝中会混入许多丝状的细纸屑,要把这些丝状细纸屑从烟丝中剔除难度非常大,不能保证回收烟丝的纯净度,同时又会造成烟丝的浪费。
4.因此,有必要提供一种残次品爆珠卷烟变径倾斜通道切割装置,代理人工处理的基础上,避免烟支圆周上无胶,没有被粘接的1mm被切割,导致烟丝中混入纸屑,提高处理效率,与回收烟丝的纯净度。
技术实现要素:
5.为了克服背景技术中存在的问题,本实用新型提供了一种残次品爆珠卷烟变径倾斜通道切割装置,通过使用切割装置替代人工处理,提高处理效率,降低人工消耗;通过切割槽与烟支导管轴向存在夹角的设置,使烟支被切割时,切割方向不与烟支本身轴向重合,避免切割的所有部分都是烟支圆周上没有被粘接的1mm处,从而避免未被粘接的卷烟纸混入烟丝中;通过烟支导管内腔直径变化的设置,使烟支进入以及滑出烟支导管更加方便,避免烟支导管堵塞;通过将烟支导管设置为可拆卸结构,当烟支导管出现堵塞问题时,不必拆下整个烟支导管即可处理堵住的残次品烟支;通过优化切刀径向调节机构,使结构更加简单,调节更方便,将切刀刀口伸入入切割槽的位置调整至最佳,避免刀口伸入过多,损坏切割槽,或刀口伸入过少,无法达到最佳切割效果。
6.为实现上述目的,本实用新型是通过如下技术方案实现的:
7.所述的残次品爆珠卷烟变径倾斜通道切割装置包括烟支导管、切割机构、切刀径向调节机构、烟支导管支座、机架,所述机架为桌面开设容置槽的四角桌状,所述烟支导管中间部位侧壁对应位置上开设2个与内腔连通的切割槽,切割槽与烟支导管轴向设置夹角,
烟支导管通过烟支导管支座与机架固定连接,烟支导管倾斜设置,所述切割槽水平设置,所述切割机构包括切刀,切割机构对称设置于烟支导管两侧的机架的容置槽内并且切刀与切割槽配合,切割机构通过切刀径向调节机构与机架连接,切割机构与电源电连接。
8.作为优选,所述的烟支导管包括入口变径段、切割等径段、出口变径段,所述入口变径段内腔直径由烟支入口端向另一端逐渐减小,所述切割等径段内腔直径与入口变径段内腔直径较小一端的直径相等,切割等径段一端与入口变径段内腔直径较小一端接触连接,所述出口变径段内腔直径由烟支出口端向另一端逐渐减小,出口变径段内腔直径较小一端直径与切割等径段内腔直径相等,出口变径段内腔直径较小一端与切割等径段另一端接触连接,所述切割槽位于切割等径段中部,所述入口变径段与切割等径段接触处以及切割等径段与出口变径段接触处位于烟支导管支座上,并通过烟支导管支座与机架固定连接。
9.作为优选,所述的烟支导管由对称的2个半圆管构成,所述2个半圆管接触面侧壁的对应位置开设螺栓孔,2个半圆管通过螺栓连接成为烟支导管。
10.作为优选,所述的切割机构包括还电机、电机支座、刀片压盖,所述电机转轴穿过切刀圆心与切刀固定连接,所述电机支座固定设置于电机侧壁上,电机支座与切刀径向调节机构通过螺栓固定连接,所述刀片压盖压住切刀并固定套接于电机的转轴上,所述电机与电源电连接。
11.作为优选,所述的切刀径向调节机构包括直角板、支撑板、调节螺栓、卡簧,所述直角板水平板上开设腰形槽,直角板通过螺栓穿过腰形槽与机架桌面固定连接,直角板竖直板与电机支座通过螺栓固定连接,所述支撑板通过螺栓与机架边缘侧壁固定连接,所述调节螺栓依次设置圆杆段与螺纹段,调节螺栓穿过支撑板与直角板横板端部螺栓连接,所述卡簧位于调节螺栓头部与支撑板接触面的相对面并固定套接于调节螺栓圆杆段上。
12.本实用新型的有益效果:
13.1、本实用新型采用切割装置替代人工处理,提高处理效率,降低人工消耗。
14.2、本实用新型采用切割槽与烟支导管轴向之间设置夹角,避免切割的所有部分都是烟支圆周上没有被粘接的1mm处,从而避免未被粘接的卷烟纸混入烟丝中。
15.3、本实用新型采用将烟支导管设置为可拆卸结构,方便烟支导管堵塞时,将烟支导管拆卸疏通。
16.4、本实用新型采用优化切刀径向调节机构,使结构更加简单,调节更方便。
17.本说明书所述的左、右等方位名词,是为了便于描述本实用新型的结构而采用的一种表述方式,本实用新型在实际使用时不受方位名词的限制。
附图说明
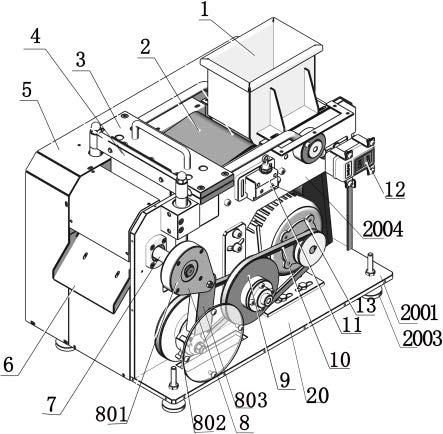
18.图1是本实用新型的立体结构图
19.图2是本实用新型烟支导管的立体结构图
20.图3是本实用新型烟支导管内腔结构平面图
21.图4是本实用新型切割机构、切刀径向调节机构结构图
22.图中,1-烟支导管、101-入口变径段、102-切割等径段、103出口变径段、104-切割槽、2-切割机构、201-电机、202-电机支座、203-切刀、204-刀片压盖、3-切刀径向调节机构、
301-直角板、302-支撑板、303-调节螺栓、304-卡簧、4-烟支导管支座、5-机架。
具体实施方式
23.为了使本实用新型的目的、技术方案和有益效果更加清楚,下面将结合附图,对本实用新型的优选实施例进行详细的说明,以方便技术人员理解。
24.如图1-4所示,所述的残次品爆珠卷烟变径倾斜通道切割装置包括烟支导管1、切割机构2、切刀径向调节机构3、烟支导管支座4、机架5,所述机架5为桌面开设容置槽的四角桌状,所述烟支导管1中间部位侧壁对应位置上开设2个与内腔连通的切割槽104,切割槽104与烟支导管1轴向设置夹角,烟支导管1通过烟支导管支座4与机架5固定连接,烟支导管1倾斜设置,所述切割槽104水平设置,所述切割机构2包括切刀203,切割机构2对称设置于烟支导管1两侧的机架5的容置槽内并且切刀203与切割槽104配合,切割机构2通过切刀径向调节机构3与机架5连接,切割机构2与电源电连接;所述的烟支导管1包括入口变径段101、切割等径段102、出口变径段103,所述入口变径段101内腔直径由烟支入口端向另一端逐渐减小,所述切割等径段102内腔直径与入口变径段101内腔直径较小一端的直径相等,切割等径段102一端与入口变径段101内腔直径较小一端接触连接,所述出口变径段103内腔直径由烟支出口端向另一端逐渐减小,出口变径段103内腔直径较小一端直径与切割等径段102内腔直径相等,出口变径段103内腔直径较小一端与切割等径段102另一端接触连接,所述切割槽104位于切割等径段102中部,所述入口变径段101与切割等径段102接触处以及切割等径段102与出口变径段103接触处位于烟支导管支座4上,并通过烟支导管支座4与机架5固定连接;所述的烟支导管1由对称的2个半圆管构成,所述2个半圆管接触面侧壁的对应位置开设螺栓孔,2个半圆管通过螺栓连接成为烟支导管1;所述的切割机构2还包括电机201、电机支座202、刀片压盖204,所述电机201转轴穿过切刀203圆心与切刀203固定连接,所述电机支座202固定设置于电机201侧壁上,电机支座202与切刀径向调节机构3通过螺栓固定连接,所述刀片压盖204压住切刀203并固定套接于电机201的转轴上,所述电机201与电源电连接。固定烟支导管1的螺栓从机架桌面底部向上穿过烟支导管支座4,旋入烟支导管1与烟支导管支座4接触的侧壁内,将烟支导管1通过烟支导管支座4与机架5固定,固定烟支导管支座4的螺栓也从机架桌面底部穿入,旋入烟支导管支座4底部,将烟支导管支座4与机架5固定连接。烟支导管1固定后,切割槽104保持水平状态,由于切割槽104与烟支导管1轴向之间存在夹角,所以当切割槽104呈水平时,烟支导管1为倾斜设置,因此烟支导管支座4的高度不一致。烟支从烟支导管1的入口变径段101的入口端进入,入口变径段101入口处内腔直径比烟支自身直径大,烟支进入时,不容易造成堵塞,烟支进入入口变径段101 ,烟入口变径段101内腔运动,之后进入切割等径段102,烟支在切割等径段102内腔中运动,切割等径段102内腔直径相等,则烟支运动方向与切割等径段轴向一致,烟支自身轴向也与切割等径段102轴向一致,由于切割槽104长度方向与烟支导管轴向之间设置夹角,切刀203与切割槽104平行,则烟支经过切割槽104被切刀203切割的方向与烟支自身轴向之间也存在夹角,而又因为烟支卷烟纸粘贴搭口处未被胶粘接部分的长度方向与烟支本身轴向一致,则切刀在切割烟支时,不会全部切割到卷烟纸粘贴搭口处未被胶粘接的部分,不会产生细碎纸屑。当烟支经过切割等径段102后,进入出口变径段103,切割后的烟支在出口边境段103中,从内腔直径较小的一端向内腔直径较大的一端运动并脱离烟支导管1,由于内
腔直径的增加,使烟支更容易脱离烟支导管1。电机201通电后,电机转轴开始转动,带动切刀203转动,切刀203与切割槽104平行并且安装位置与切割槽104对应,切刀203部分边缘能够伸入切割槽104内,转动时,烟支通过切割等径段102的切割槽104时,与切刀203边缘接触,被切刀203切开,达到卷烟纸与烟丝分离的目的。所述的切刀径向调节机构3包括直角板301、支撑板302、调节螺栓303、卡簧304,所述直角板301水平板上开设腰形槽,直角板301通过螺栓穿过腰形槽与机架5桌面固定连接,直角板301竖直板与电机支座202通过螺栓固定连接,所述支撑板302通过螺栓与机架5边缘侧壁固定连接,所述调节螺栓303依次设置圆杆段与螺纹段,调节螺栓303穿过支撑板302与直角板301横板端部螺栓连接,所述卡簧304位于调节螺栓303头部与支撑板302接触面的相对面并固定套接于调节螺栓303圆杆段上。调节螺栓303穿过支撑板302,在支撑板302一面通过调节螺栓303头部限制,在支撑板302另一面通过卡簧304套接在调节螺栓303圆杆段上进行限制,使调节螺栓303无法朝轴向移动,只能穿过支撑板302进行转动,由于直角板301横板端部与调节螺栓303通过螺纹连接,则调节螺栓303转动时,对直角板301产生力的作用,又因为支撑板302通过螺栓固定连接在机架5上,因此支撑板302与调节螺栓303都不进行位移,而当支撑板302横板上腰形槽内的螺栓拧松时,直角板301就会由于调节螺栓303转动产生的力而移动,又由于电机支座202与直角板301竖直板固定连接,则竖直板301移动带动切割机构2移动,移动方向与调节螺栓302轴向一致,则可以调节切刀伸入切割槽104中的深度,切刀径向调节机构结构简单,操作方便。
25.本实用新型的工作过程:在进行烟支切割时,首先将烟支导管固定在烟支导管支座上,并且保证切割槽处于水平状态,然后调节切刀径向调节机构,使切刀伸入切割槽的深度满足实际使用,然后将切刀径向调节机构的各个螺栓拧紧,启动电机,带动切刀转动,此时可以开启高压空气输送设备,将烟支送入烟支导管中,再在烟支导管出口处放置收集切割后烟支的容器,即可进行残次品爆珠卷烟切割。
26.最后说明的是,以上优选实施例仅用于说明本实用新型的技术方案而非限制,尽管通过上述优选实施例已经对本实用新型进行了详细的描述,但本领域技术人员应当理解,可以在形式上和细节上对其作出各种各样的改变,而不偏离本实用新型权利要求书所限定的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。