1.本实用新型涉及安全带加工技术领域,具体而言,涉及汽车卷收器穿带钉扣设备。
背景技术:
2.汽车安全带上设置有钉扣,钉扣用于对安全带上的锁舌进行限制,起到限位作用。
3.现有技术中,例如公开号为cn206689692u公开的安全带卷收器自动钉扣机构,包括公扣上料主力钉扣一体机和母扣上料助力钉扣一体机,所述公扣上料主力钉扣一体机与母扣上料助力钉扣一体机成对对应设置在固定座板上,公扣上料主力钉扣一体机上设置有公扣上料通道,位于公扣上料通道的下端设置有公扣阻料机构和公扣分料机构,公扣上料通道的下端口下侧设置有公扣取料主力钉扣一体机,所述母扣上料助力钉扣一体机上设置有母扣上料通道,位于母扣上料通道的下端设置有母扣阻料机构和母扣分料机构,母扣上料通道的下端口设置有母扣取料助力钉扣一体机,公扣取料主力钉扣一体机与母扣取料助力钉扣一体机顶压压接或分离。
4.上述方案,采用批次自动把公扣和母扣供料及自动完成钉扣工作的钉扣机构,公扣和母扣可以自动喂料到机构需要钉扣的位置,不需工人每次单个的上料,继而提高设备的生产效率,减轻工人的劳动强度,但该方案中,公扣和母扣的安装方位受到限制,使得该安全带卷收器自动钉扣机构仅能从固定的方向对安全带完成公扣和母扣之间的压接,而实际生产中,安全带的型号并不相同,其上钉扣的安装方向也不尽相同,当需要反向安装钉扣的时候,还需对安全带进行位置调整,而在安全带生产的整个流水线中,对安全带进行位置调整将会使得流水线的生产效率受到极大的影响。
技术实现要素:
5.为了弥补以上不足,本实用新型提供了汽车卷收器穿带钉扣设备,旨在改善现有的一种安全带的自动钉扣机的钉扣机构无法适用于多样化的钉扣以及带身,且自动化程度较低导致生产效率下降的问题。
6.本实用新型是这样实现的:
7.汽车卷收器穿带钉扣设备,包括支撑组件和钉扣组件。
8.所述支撑组件包含外壳、第一气缸和第二气缸,所述第一气缸固定连接于所述外壳,所述第二气缸固定连接于所述外壳远离所述第一气缸的一端。
9.所述钉扣组件包含上模和下模本体,所述上模插接于所述第一气缸,所述下模本体插接于所述第二气缸。
10.安全带穿过上模和下模本体之间,利用第一气缸的伸缩变化,使上模向着下模本体方向移动,其中第二气缸带动顶杆在下模本体内发生位移,使得上模和下模本体内的公扣以及母扣在安全带两侧完成压接。
11.在本实用新型的一种实施例中,所述外壳上滑动连接有滑板。
12.在本实用新型的一种实施例中,所述外壳的侧壁上对称设置有通槽。
13.在本实用新型的一种实施例中,所述第一气缸的伸缩端延伸至所述外壳内。
14.在本实用新型的一种实施例中,所述第二气缸的伸缩端延伸至所述外壳内。
15.在本实用新型的一种实施例中,所述上模包含气缸接头、上模本体、上模弹簧和销子,所述气缸接头固定连接于所述第一气缸,所述上模本体插接于所述气缸接头,所述上模弹簧套接于所述上模本体,且所述上模弹簧的一端抵触于所述气缸接头,所述上模弹簧的另一端抵触于所述上模本体,所述销子滑动贯穿于所述气缸接头和所述上模本体。
16.在本实用新型的一种实施例中,所述下模本体上贯穿有顶杆,所述顶杆插接于所述第二气缸,且所述顶杆远离所述第二气缸的一端呈凹陷状设计。
17.在本实用新型的一种实施例中,所述下模本体上限位插接有限位柱,所述限位柱固定连接于所述滑板。
18.本实用新型的有益效果是:本实用新型通过上述设计得到的汽车卷收器穿带钉扣设备,一定程度上改善了现有的一种安全带的自动钉扣机的钉扣机构无法适用于多样化的钉扣以及带身,且自动化程度较低导致生产效率下降的问题。
附图说明
19.为了更清楚地说明本实用新型实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
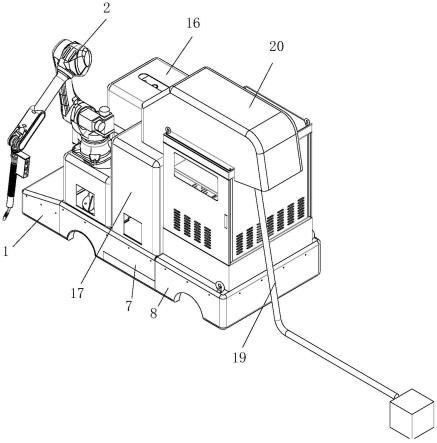
20.图1是本实用新型实施方式提供的汽车卷收器穿带钉扣设备的整体结构示意图;
21.图2为本实用新型实施方式提供的钉扣组件的结构爆炸图;
22.图3为本实用新型实施方式提供的下模本体的局部结构示意图及剖视图;
23.图4为本实用新型实施方式提供的上模的分类图及部分上模的爆炸图;
24.图5为本实用新型实施方式提供的下模本体的分类图。
25.图中:100、支撑组件;110、外壳;111、滑板;120、第一气缸;130、第二气缸;200、钉扣组件;210、上模;211、气缸接头;212、上模本体;212a、小母扣上模;212b、大母扣上模;212c、小公扣上模;212d、大公扣上模;213、上模弹簧;214、销子;220、下模本体;220a、小公扣下模;220b、大公扣下模;220c、小母扣下模;220d、大母扣下模;221、顶杆;222、限位柱。
具体实施方式
26.为使本实用新型实施方式的目的、技术方案和优点更加清楚,下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
27.实施例
28.请参阅图1-图5,本实用新型提供一种技术方案:汽车卷收器穿带钉扣设备,包括支撑组件100和钉扣组件200。
29.请参阅图1,支撑组件100包含外壳110、第一气缸120和第二气缸130,第一气缸120
固定连接于外壳110,第二气缸130固定连接于外壳110远离第一气缸120的一端。
30.请参阅图1,在一些具体的实施方案中,外壳110上滑动连接有滑板111,便于对滑板111进行拆卸,外壳110的侧壁上对称设置有通槽,便于安全带通过,第一气缸120的伸缩端延伸至外壳110内,第二气缸130的伸缩端延伸至外壳110内。
31.请参阅图2-图5,钉扣组件200包含上模210和下模本体220,上模210插接于第一气缸120,下模本体220插接于第二气缸130。
32.请参阅图2-图5,在一些具体的实施方案中,上模210包含气缸接头211、上模本体212、上模弹簧213和销子214,气缸接头211固定连接于第一气缸120,上模本体212插接于气缸接头211,上模弹簧213套接于上模本体212,且上模弹簧213的一端抵触于气缸接头211,上模弹簧213的另一端抵触于上模本体212,销子214滑动贯穿于气缸接头211和上模本体212,便于对上模本体212进行快速更换,下模本体220上贯穿有顶杆221,顶杆221插接于第二气缸130,且顶杆221远离第二气缸130的一端呈凹陷状设计,便于将上模210压向下模本体220的公扣上的凸起挤压呈圆弧状,继而使得公母扣形成一体,下模本体220上限位插接有限位柱222,限位柱222固定连接于滑板111,便于快速安装拆卸下模本体220。
33.进一步的,上模本体212和下模本体220同轴,且下模本体220上端设置有可供安全带通过的凹槽,对安全带进行限位,避免钉扣的时候出现位置偏差。
34.进一步的,在外壳110内还设置有织带减速终端传感器,对安全带经由此工位时的移动速度进行控制。
35.进一步的,上模本体212分为小母扣上模212a、大母扣上模212b、小公扣上模212c和大公扣上模212d,且小母扣上模212a、大母扣上模212b、小公扣上模212c和大公扣上模212d分别和对应的大小公扣以及大小母扣相适配。
36.需要说明的是,小母扣上模212a和大母扣上模212b自身内置顶杆221,且此顶杆221和上模210与气缸接头211连接部之间固定连接,便于对公扣尖端部进行顶压。
37.进一步的,下模本体220分为小公扣下模220a、大公扣下模220b、小母扣下模220c和大母扣下模220d,且小公扣下模220a、大公扣下模220b、小母扣下模220c和大母扣下模220d分别和对应的大小公扣以及大小母扣相适配,且小母扣上模212a和小公扣下模220a相适配,大母扣上模212b和大公扣下模220b相适配,小公扣上模212c和小母扣下模220c相适配,大公扣上模212d和大母扣下模220d相适配。
38.具体的,根据大小的公扣和母扣,选择对应的公扣模具以及母扣模具,其中,如将公扣模具和第一气缸120通过销子214插接,则将对应的母扣模具通过限位柱222插接于滑板111上,公母扣通过真空吸附于对应的模具内,且可通过该汽车卷收器穿带钉扣设备上设置的基恩士激光传感器对模具内的公母扣进行识别,避免母扣模具内放公扣,同时可对模具内是否存在公母扣进行检测。
39.其中,上模弹簧213的弹性大于小公扣下模220a和大公扣下模220b上的弹簧的弹性,使得钉扣过程中,小公扣下模220a和大公扣下模220b自身先受挤压收缩,而后顶杆221顶住公扣刺穿安全带,与上方压下的母扣配合。
40.具体的,使用过程中,可根据实际生产需要,通过销子214的拔插,以及滑板111从外壳110上拔出,对上下模具进行更换,以适用于不同要求的公母扣方向的安装,使得公母扣的安装方向可以进行变化,第一气缸120带动上模210压向下模本体220,其中,在模具上
弹簧的弹性作用下,使得公扣刺穿安全带,而后带穿过母扣,触碰向顶杆221,受顶杆221的抵压作用,使得公扣尖端形成弧形卡住母扣,继而使得公母扣在安全带两侧形成一体,完成钉扣操作。
41.需要说明的是,第一气缸120、第二气缸130、小母扣上模212a、大母扣上模212b、小公扣上模212c、大公扣上模212d、小公扣下模220a、大公扣下模220b、小母扣下模220c和大母扣下模220d具体的型号规格需根据该装置的实际规格等进行选型确定,具体选型计算方法采用本领域现有技术,故不再详细赘述。
42.以上所述仅为本实用新型的优选实施方式而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。