1.本发明属于自动驾驶汽车生产技术领域,具体涉及一种被测物相关面的检测系统。
背景技术:
2.自动驾驶汽车是一种通过计算机系统实现无人驾驶的智能汽车。自动驾驶汽车依靠人工智能、视觉计算、雷达、监控装置和全球定位系统协同合作,让计算机可以在没有人类主动的操作下,自动安全地操作机动车辆。
3.随着自动驾驶汽车技术的兴起,越来越多的企业投入到自动驾驶汽车的研发中。当前人工智能、视觉监控和计算、雷达等技术趋于成熟,将各技术有效整合,从而实现自动驾驶系统。将自动驾驶系统装入手动驾驶汽车进行汽车改装,可实现将手动汽车改装为自动驾驶汽车,经长期测试,自动驾驶系统可实现已学习车道的安全可靠自动驾驶。
4.自动驾驶系统包含雷达、视觉系统等诸多硬件,当前汽车改装厂对手动驾驶汽车在车体指定安装位置进行人工打孔后,再进行安装上述硬件装置。在安装过程中,若进行人工打孔,存在精度低、效率低下、重复度差等各种问题。
技术实现要素:
5.鉴于以上存在的技术问题,本发明用于提供一种被测物相关面的检测系统,用于对车体各表面进行检测,从而实现改装自动驾驶汽车的车体打孔位置的高精度定位打孔。
6.为解决上述技术问题,本发明采用如下的技术方案:
7.一种被测物相关面的检测系统,包括顶部检测部件、限位装置、左侧检测部件和右侧检测部件,使用基于机器视觉的相关曲面定位打孔系统实现相关面的定位功能,当被检测物运行到定位系统处时,通过激光传感器定位方法、机器视觉定位方法和相关面的位置关系实现相关面定位处的定位打孔,包括以下步骤:
8.定位系统上电开机后,先执行系统开机初始化流程,对硬件状态进行检测,包括顶部检测部件、限位装置、左侧检测部件和右侧检测部件的连接状态检测;若所有硬件都正常连接,则进行下一步操作,否则进行相关硬件连接异常报警,提示用户进行相关硬件的检修;确认打孔机器人位置,若打孔机器人位置未处于归零位,则根据归零轨迹对其进行归零操作;读取系统运行过程中的相关检测参数;
9.系统开机初始化完成后,定位系统根据用户的不同操作,执行不同的流程:
10.若用户选择单工位操作,则执行单工位手动操作流程;
11.若用户选择全工位操作,则定位系统将执行全工位自动操作流程;在全工位自动操作流程执行过程中,若发生需要执行紧急暂停的操作,通过紧急暂停,停止当前的定位打孔操作,并将打孔机器人归零。
12.优选地,顶部检测部件包括顶部右侧检测相机,第一顶部右侧光源,第二顶部右侧光源,顶部右侧传感器左右调节装置,顶部右侧传感器前后调节装置,顶部右侧测距传感
器,顶部左侧检测相机,第一顶部左侧光源,第二顶部左侧光源,顶部左侧传感器左右调节装置,顶部左侧传感器前后调节装置,顶部左侧测距传感器,顶部前侧传感器左右调节装置,顶部前侧传感器前后调节装置和顶部前侧测距传感器。
13.优选地,限位装置包括右前轮前后限位、右前轮左右限位、左前轮前后限位、左前轮左右限位、右后轮左右限位、右后轮前后限位、左后轮前后限位和左后轮左右限位。
14.优选地,右侧检测部件包括右前侧测距传感器、右前侧传感器前后调节装置、右前侧传感器上下调节装置、右前侧检测相机、第一右前侧光源、第二右前侧光源、右后侧测距传感器、右后侧传感器前后调节装置、右后侧传感器上下调节装置、右后侧检测相机、第一右后侧光源、第二右后侧光源。
15.优选地,左侧检测部件包括左前侧测距传感器,左前侧传感器前后调节装置,左前侧传感器上下调节装置,左前侧检测相机,第一左前侧光源,第二左前侧光源,左后侧测距传感器,左后侧传感器上下调节装置,左后侧传感器前后调节装置,左后侧检测相机,第一左后侧光源和第二左后侧光源。
16.优选地,单工位手动操作流程包括畸变标定、打孔机器人n点标定、放大率获取、模板制作和实时定位操作,具体执行过程如下:
17.若用户选择“畸变标定”,将执行相机畸变标定流程,通过执行相机畸变标定流程,将获取特征面不同角度下的畸变标定文件,该文件可用于特征面与相机面呈不同角度时的图像畸变校正;
18.若用户选择“打孔机器人n点标定”,将执行打孔机器人n点标定流程,通过执行打孔机器人n点标定流程,得到n点标定文件,实现将图像坐标转换为打孔机器人坐标系下的物理坐标;
19.若用户选择“放大率获取”,将执行放大率获取流程,通过执行放大率获取流程,得到特征面高度与图像放大率的一阶多项式关系函数,根据该函数,实现特征面在不同高度时的图像坐标转换,从而得到准确的特征点物理坐标;
20.若用户选择“模板制作”,将执行模板制作流程,通过执行模板制作流程,得到相机获取的图像处理特征点的位置信息和打孔面上打孔点的位置信息,据此得到特征点和打孔点的位置关系;
21.若用户选择“实时定位”,将执行单工位实时定位流程,通过单工位实时定位流程,将对当前选定工位进行实时定位得到打孔点的位置信息,进而控制打孔机器人进行打孔操作。
22.优选地,所述畸变标定流程包括如下步骤:
23.控制棋盘格标定板到初始位置。将标定板放置在待测物,即汽车上的检测特征点检测高度附近处,放置完成后,控制激光传感器进行各位置高度信息采集;
24.根据获取的激光传感器高度信息,计算标定板与相机面的偏移角度;
25.若角度符合要求,则触发相机拍照采集图像;
26.对采集的图像进行畸变标定,生成畸变标定文件;
27.生成畸变标定文件后,对相机采集到的图像加载该畸变标定文件进行畸变校正。
28.优选地,所述放大率获取包括车体被测面离激光传感器标准距离h的
±
10cm的放大率,并拟合得到放大率与距离拟合函数。
29.优选地,车体被测面离激光传感器标准距离h的
±
10cm的放大率,并拟合得到放大率与距离拟合函数包括:具体测量过程从h-10cm到h 10cm,每次间隔5mm进行测量,先控制标定板到h-10cm处,再获取上方激光传感器到标定板的距离,采用畸变标定流程中的角度计算方法得到标定板的左右偏角θ1'和前后偏角θ2';
30.判断θ1'和θ2'是否保持稳定,若不稳定,则说明标定板还未完全静止,则判断测量次数是否超过设定值,若是,则结束本次放大率获取,等待用户操作,否则继续获取激光传感器到标定板的距离并计算角度;
31.若θ1'和θ2'保持稳定,则判断θ1'和θ2'是否在要求范围内,当相机和被测面保持完全垂直时,采集到的图像经过畸变校正去除镜头本身的畸变影响后,图像各个位置不存在畸变,因此为了去除角度引入的畸变对放大率的影响,要求θ1'和θ2'在0
°
左右,若满足条件,则触发相机拍照获取图像并保存。若θ1'和θ2'不在要求范围内,则调整标定板角度后再次获取θ1' 和θ2';
32.判断上述各个高度位置的图像是否都已经采集完毕,若是,对所有高度对应图像处理得到标定板相同位置棋盘格的像素间距,棋盘格位置选择图像中间的棋盘格,因为图像中间位置的畸变最小,得到的像素间距误差最小,再根据棋盘格的实际物理尺寸得到像素间距和物理尺寸的比例关系即为所计算高度的图像放大率。若各个高度位置的图像还未采集完毕,则调整标定板的高度进行下一个高度的图像采集。
33.得到各个高度的放大率后,再根据对应的高度进行一阶多项式拟合,得到拟合系数k和 b,即m=k*h b,其中m为放大率,h为激光传感器测到的距离值,得到拟合系数k和 b进行存储。
34.优选地,全工位自动操作流中依次对车体顶部、侧前方和侧后方的左右两侧,一共6 个工位依次执行单工位实时定位流程,其中车顶左右两侧工位先执行单工位实时定位流程,完成车顶两侧单工位实时定位流程后,即可获取车体在三维方向上相对于模板制作车体的三个角度,其中左右偏角和相机面内的旋转角度可用于侧面单工位实时定位流程中需要的旋转角度。
35.采用本发明具有如下的有益效果:
36.(1)采用机器视觉技术结合高精度传感器,确定不同曲面定位点的位置关系,从而实现车体无特征曲面的高精度定位和打孔机器人打孔操作。
37.(2)通过特征面的视觉定位和车体特征面三维方向的旋转角度,结合特征面中特征点和打孔点的相对位置关系,在实时定位检测中得到打孔点的位置和打孔姿态,最终控制打孔机器人进行打孔操作。
38.(3)实时检测中,激光传感器对模板制作时相机面位置的逼近方法。
39.激光传感器粗测量,视觉粗定位。实时定位检测中,通过激光传感器获取被测特征面高度,通过视觉系统得到特征点相对于模板制作时特征点的旋转角度和位置偏移量。通过视觉粗定位结果,控制激光传感器在相机面上调整测量位置,使其运行到模板制作时的测量位置,再进行激光传感器的精测量。再通过激光传感器精测量结果获取准确的高度值,进行视觉对特征面特征信息的精定位。
40.(4)平面三维旋转平移时,车体曲面的高精度定位方法。
41.通过激光传感器获取准确的被测特征面高度值。不同高度使用对应的图像的畸变
校正文件进行图像畸变校正。通过不同高度的放大率拟合得到高度与放大率的拟合函数。实时检测定位时根据高度计算放大率。通过放大率,将实时检测中被测面图像特征点像素坐标转换为模板制作图像像素坐标标准下的坐标。通过打孔机器人与相机的n点标定得到n点标定文件,对采集到的车体特征图像通过n点标定的坐标转换后,可得到特征点在物理位置上的平移量。三维平面的旋转角度获取,及根据角度和特征点平移量进行车体曲面打孔点的位置计算。
42.(5)实现车体多个不同面的多工位无人为干预定位打孔。
43.先进行车体顶面特征定位,通过车体顶面特征图像获取车体特征旋转角度,通过车顶左右工位的激光传感器获取特征面在三维空间中的左右旋转角度,通过车顶前后工位的激光传感器获取车体的前后旋转角度,从而可得到车体在三维空间中的3个方向的旋转角度,进而实现顶面对应的无特征打孔点的定位。再通过三维旋转角度,进行侧面特征面定位,进而获取侧面无特征打孔点位置和打孔姿态。
附图说明
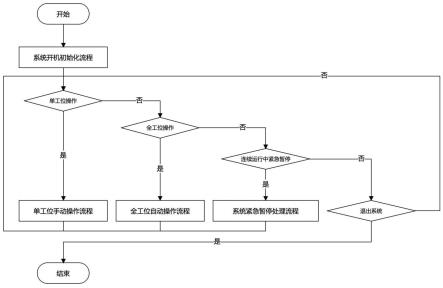
44.图1为本发明实施例的被测物相关面的检测系统总的操作流程图;
45.图2为本发明实施例的被测物相关面的检测系统的顶部检测部件和限位部件的结构示意图;
46.图3为本发明实施例的被测物相关面的检测系统的右侧检测部件结构示意图;
47.图4为本发明实施例的被测物相关面的检测系统的左侧检测部件结构示意图;
48.图5为本发明实施例的被测物相关面的检测系统的单工位手动操作流程图;
49.图6为本发明实施例的被测物相关面的检测系统的相机畸变标定流程图;
50.图7为本发明实施例的被测物相关面的检测系统的全工位自动操作流程图;
51.图8为本发明实施例的被测物相关面的检测系统的偏角示意图;
52.图9为本发明实施例的打孔机器人建立的工件面坐标系示意图。
具体实施方式
53.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
54.本发明实施例的一种被测物相关面的检测系统,包括顶部检测部件、限位装置、左侧检测部件和右侧检测部件,使用基于机器视觉的相关曲面定位打孔系统实现相关面的定位功能,当被检测物运行到定位系统处时,通过激光传感器定位方法、机器视觉定位方法和相关面的位置关系实现相关面定位处的定位打孔,参见图1,包括以下步骤:
55.定位系统上电开机后,先执行系统开机初始化流程,对硬件状态进行检测,包括顶部检测部件、限位装置、左侧检测部件和右侧检测部件的连接状态检测;若所有硬件都正常连接,则进行下一步操作,否则进行相关硬件连接异常报警,提示用户进行相关硬件的检修;确认打孔机器人位置,若打孔机器人位置未处于归零位,则根据归零轨迹对其进行归零操作;读取系统运行过程中的相关检测参数;
56.系统开机初始化完成后,定位系统根据用户的不同操作,执行不同的流程:
57.若用户选择单工位操作,则执行单工位手动操作流程;
58.若用户选择全工位操作,则定位系统将执行全工位自动操作流程;在全工位自动操作流程执行过程中,若发生需要执行紧急暂停的操作,通过紧急暂停,停止当前的定位打孔操作,并将打孔机器人归零。
59.通过以上设置的被测物相关面的检测系统,先将车体运送到流水线平板上,车体通过吊机依次运送到具有限位装置的平板流水线上,当车体通过流水线运行到视觉检测位置时,平板被下方安装的限位装置控制使其停止,停止信号被视觉系统获取,进而进行用户操作选择,视觉系统根据用户的选择进行单工位操作或者全工位操作,在单工位和全工位实时定位操作前必须先进行各个工位定位打孔的准备流程,分别为畸变标定流程、n点标定流程、放大率获取流程和模板制作流程,在单工位实时定位流程和全工位实时定位流程中,通过模板制作中的特征点位置,调节激光传感器的位置,使其逼近到模板制作时的位置,从而得到准确的激光传感器数值,各个工位定位打孔的准备流程分别使用各工位对应的检测部件进行图像和激光传感器测量值的获取和处理,在单工位实时定位流程和全工位实时定位流程中先控制顶部检测部件中的激光传感器进行位置逼近从而得到准确的激光传感器数值,进而计算出车体在非相机面上的偏角,再通过相机获取图像的特征和模板制作时的图像特征计算得到相机面的车体偏角,在各个工位的畸变校正、图像坐标转换时使用对应的偏角进行处理;通过各个工位检测部件的相机获取的图像,进一步计算特征点的物理位置,根据模板制作和实时定位时图像的特征信息和获取的车体三维偏角信息,准确的计算得到打孔点的位置信息和打孔姿态,进而实现精准定位打孔。
60.本发明一实施例中,以上设置的一种被测物相关面的检测方法通过被测物相关面的检测实现,其中被测物相关面的检测包括顶部检测部件、限位装置、左侧检测部件和右侧检测部件,先将车体运送到流水线平板上,车体通过吊机依次运送到具有限位装置的平板流水线上,保证每次车体运送到平板上的位置偏差在
±
5cm以内,角度偏差在
±5°
以内。
61.进一步的,本发明一实施例中,参见图2至图4,顶部检测部件包括顶部右侧检测相机 1,第一顶部右侧光源2,第二顶部右侧光源3,顶部右侧传感器左右调节装置4,顶部右侧传感器前后调节装置5,顶部右侧测距传感器6,顶部左侧检测相机7,第一顶部左侧光源8,第二顶部左侧光源9,顶部左侧传感器左右调节装置10,顶部左侧传感器前后调节装置11,顶部左侧测距传感器12,顶部前侧传感器左右调节装置13,顶部前侧传感器前后调节装置 14和顶部前侧测距传感器15。顶部左侧检测相机7设置于车辆后排座位左侧车顶位置上方,摄像头竖直朝下,顶部左侧检测相机7大致位于车顶位置上方有效测量高度大约100cm;第一顶部左侧光源8与第二顶部左侧光源9相对垂直,其中第一顶部左侧光源8方向与车辆前后方向平行,第二顶部左侧光源9与车辆左右方向平行,第一顶部左侧光源8和第二顶部左侧光源9的光照方向指向相机视野中心附近,光源高度大概距离车顶大约30cm;所述顶部左侧测距传感器12距离车顶20cm的高度,顶部左侧传感器左右调节装置10控制顶部左侧传感器前后调节装置11实现左右运动,顶部左侧传感器前后调节装置控制顶部左侧测距传感器12实现前后运动,相当于顶部左侧测距传感器12可以在车顶平面进行前后左右运动,传感器运动调节机构整体位于左侧视觉系统靠近车尾顶部附近。顶部右侧检测相机1大致位于车辆后排座位右侧车顶位置上方有效测量高度大约100cm,相机竖直朝下。第一顶部右侧光
源2与第二顶部右侧光源3相对垂直,其中第一顶部右侧光源3方向与车子前后方向平行,第二顶部右侧光源2与车子左右方向平行,两者平行于车顶安装,光照方向指向相机视野中心附近,光源高度大概距离车顶大约30cm。顶部左侧测距传感器6距离车顶20cm的高度,顶部右侧传感器左右调节装置4控制顶部右侧传感器前后调节装置5实现左右运动,顶部右侧传感器前后调节装置控制顶部右侧侧测距传感器6实现前后运动,相当于顶部右侧测距传感器12可以在车顶平面进行前后左右运动,传感器运动调节机构整体位于右侧视觉系统靠近车尾顶部附近。所述顶部前侧测距传感器15距离车顶20cm的高度,顶部前侧传感器左右调节装置13控制顶部前侧传感器前后调节装置14实现左右运动,顶部前侧传感器前后调节装置14控制顶部前侧测距传感器15实现前后运动,相当于顶部前侧测距传感器15可以在车顶平面进行前后左右运动,传感器运动调节机构整体位于车辆前排右侧车顶附近。
62.限位装置包括右前轮前后限位16、右前轮左右限位17、左前轮前后限位18、左前轮左右限位19、右后轮左右限位20、右后轮前后限位21、左后轮前后限位22和左后轮左右限位 23。其中右前轮前后限位16和左前轮前后限位18分别位于汽车前部左右轮胎的前部,限制汽车向前偏移。右后轮前后限位21和左后轮前后限位22分别位于汽车后面轮胎的后面,限制汽车向后偏移。右前轮左右限位17和右后轮左右限位20分别位于汽车右侧前后轮胎侧面,限制汽车向右偏移。左前轮左右限位19和左后轮左右限位23分别位于汽车左侧前后轮胎侧面,限制汽车向向左偏移。
63.右侧检测部件包括右前侧测距传感器24、右前侧传感器前后调节装置25、右前侧传感器上下调节装置26、右前侧检测相机27、第一右前侧光源28、第二右前侧光源29、右后侧测距传感器30、右后侧传感器前后调节装置31、右后侧传感器上下调节装置32、右后侧检测相机33、第一右后侧光源34、第二右后侧光源35。右前侧检测相机27大致位于车辆右前门与车身链接位置右侧有效测量距离大约100cm,距离地面高度大于80cm,相机面平行车辆前后方向朝左。第一右前侧光源28与第二右前侧光源29相对垂直,其中第一右前侧光源 28方向与车子前后方向平行,第二右前侧光源29与车子上下方向平行,两者平行于车体侧面安装,光照方向指向相机视野中心附近,光源高度大概距离车右侧大约30cm。右前侧测距传感器24距离车右前面钣金20cm的距离,右前侧传感器上下调节装置26控制右前侧传感器前后调节装置25实现上下运动,右前侧传感器前后调节装置25控制右前侧测距传感器 24实现前后运动,相当于右前侧测距传感器24可以在车右侧平面进行前后上下运动,传感器运动调节机构整体位于右前侧视觉系统靠近车车头附近。右后侧检测相机33大致位于车辆右后翼子板与右后保险杠连接位置的右侧有效测量距离大约100cm,距离地面高度大于 80cm,相机面平行车辆前后方向朝左。第一右后侧光源34与第二右后侧光源35相对垂直,其中第一右后侧光源34方向与车子前后方向平行,第二右后侧光源35与车子上下方向平行,两者平行于车体侧面安装,光照方向指向相机视野中心附近,光源高度大概距离车右侧大约 30cm。所述右后侧测距传感器30距离车右前面钣金20cm的距离,右后侧传感器上下调节装置32控制右后侧传感器前后调节装置31实现上下运动,右后侧传感器前后调节装置31 控制右后侧测距传感器30实现前后运动,相当于右后侧测距传感器30可以在车右侧平面进行前后上下运动,传感器运动调节机构整体位于右后侧视觉系统远离车尾附近。
64.左侧检测部件包括左前侧测距传感器36,左前侧传感器前后调节装置37,左前侧传感器上下调节装置38,左前侧检测相机39,第一左前侧光源40,第二左前侧光源41,左后
侧测距传感器42,左后侧传感器上下调节装置43,左后侧传感器前后调节装置44,左后侧检测相机45,第一左后侧光源46和第二左后侧光源47。左前侧检测相机39大致位于车辆左前门与车身链接位置左侧有效测量距离大约100cm,距离地面高度大于80cm,相机面平行车辆前后方向朝右。第一左前侧光源40与第二左前侧光源41相对垂直,其中第一左前侧光源40方向与车辆前后方向平行,第二左前侧光源41与车辆上下方向平行,两者平行于车体侧面安装,光照方向指向相机视野中心附近,光源高度大概距离车左侧大约30cm。左前侧测距传感器36距离车右前面钣金20cm的距离,左前侧传感器上下调节装置38控制左前侧传感器前后调节装置37实现上下运动,左前侧传感器前后调节装置37控制左前侧测距传感器36实现前后运动,相当于左前侧测距传感器36可以在车左侧平面进行前后上下运动,传感器运动调节机构整体位于左前侧视觉系统靠近车车头附近。左后侧检测相机44大致位于车辆左后翼子板与左后保险杠连接位置的左侧有效测量距离大约100cm,距离地面高度大于 80cm,相机面平行车辆前后方向朝右。第一左后侧光源46与第二左后侧光源47相对垂直,其中第一左后侧光源46方向与车子前后方向平行,第二左后侧光源47与车子上下方向平行,两者平行于车体侧面安装,光照方向指向相机视野中心附近,光源高度大概距离车右侧大约 30cm。所述左后侧测距传感器42距离车右前面钣金20cm的距离,左后侧传感器上下调节装置43控制左后侧传感器前后调节装置45实现上下运动,左后侧传感器前后调节装置45 控制左后侧测距传感器42实现前后运动,相当于左后侧测距传感器42可以在车左侧平面进行前后上下运动,传感器运动调节机构整体位于左后侧视觉系统远离车尾附近。
65.本发明一实施例中,在系统进行全工位自动操作前,需进行单工位手动操作,通过单工位手动操作将得到各个工位的图像畸变校正文件、放大率与高度的拟合函数、图像与打孔机器人之间的坐标转换文件以及图像特征面与被定位打孔面上的打孔点的位置关系,通过得到的文件和数据,实现各个工位的自动定位打孔操作。参见图5,所示为单工位手动操作流程图,单工位手动操作界面提供畸变标定、打孔机器人n点标定、放大率获取、模板制作和实时定位操作按钮,根据用户的相关操作可执行对应的流程。具体执行过程如下:
66.单工位操作流程先执行工位选择流程。在进入单工位手动操作界面前,用户需先选择需要操作的工位,完成选择后进入手动操作界面。
67.若用户点击“畸变标定”按钮,将执行相机畸变标定流程。通过执行相机畸变标定流程,将获取特征面不同角度下的畸变标定文件,该文件可用于特征面与相机面呈不同角度时的图像畸变校正。
68.若用户点击“打孔机器人n点标定”按钮,将执行打孔机器人n点标定流程。通过执行打孔机器人n点标定流程,得到n点标定文件,实现将图像坐标转换为打孔机器人坐标系下的物理坐标。
69.若用户点击“放大率获取”按钮,将执行放大率获取流程。通过执行放大率获取流程,得到特征面高度与图像放大率的一阶多项式关系函数,根据该函数,可实现特征面在不同高度时的图像坐标转换,从而得到准确的特征点物理坐标。
70.若用户点击“模板制作”按钮,将执行模板制作流程。通过执行模板制作流程,可得到相机获取的图像处理特征点的位置信息和打孔面上打孔点的位置信息,可据此得到特征点和打孔点的位置关系。
71.若用户点击“实时定位”按钮,将执行单工位实时定位流程。通过单工位实时定位
流程,将对当前选定工位进行实时定位得到打孔点的位置信息,进而控制打孔机器人进行打孔操作。在实时定位流程中,可进行紧急暂停操作,用户按下“紧急暂停”按钮后,将执行紧急暂停处理流程。
72.系统处于单工位操作待机状态时,用户按下“退出”按钮后,可退出单工位操作。
73.本发明一实施例中,被检测物各个工位都需要安装相机进行视觉定位,由于被检测的特征面与相机面会因为被检测物放置位置的不同而呈现不同的角度,因此本系统的相机畸变标定流程将对特征面和相机面的各个不同角度进行畸变标定。在模板制作流程中,根据测到的特征面和相机面的角度调用对应的畸变标定文件进行图像畸变校正。通过相机畸变标定流程可以生成标定板和相机面成不同偏角的畸变标定文件,每个畸变标定文件均由相对应偏角的图像的透视畸变和图像的径向畸变参数组成,这些畸变文件用于图像畸变校正。参见图6,相机畸变标定流程包括以下步骤:
74.判断用户是否点击“畸变标定”按钮,若是,则进行畸变标定,否则等待用户操作。
75.控制棋盘格标定板到初始位置。将标定板放置在待测物,即汽车上的检测特征点检测高度附近处,放置完成后,控制激光传感器进行各位置高度信息采集。
76.根据获取的激光传感器高度信息,计算标定板与相机面的偏移角度。畸变标定过程中安装的3个激光传感器,其中标定板左右后方两侧各安装一个激光传感器,即顶部左侧测距传感器和顶部右侧测距传感器,右前方安装一个激光传感器,即顶部前侧测距传感器,顶部左侧测距传感器和顶部右侧测距传感器之间的距离记为h1,顶部右侧测距传感器和顶部前侧测距传感器的距离记为h2,顶部左侧测距传感器获取的高度记为h1,顶部右侧测距传感器获取的高度记为h2,顶部前侧测距传感器获取的高度记为h3。根据三个高度可获得的偏移角度包括与相机面的左右偏角和前后偏角,其中左右偏角记为θ1,前后偏角记为θ2。计算公式如下:
[0077][0078][0079]
判断上述获取的θ1和θ2是否稳定在设定阈值范围内,若是,则认为棋盘格标定板处于稳定不动的状态,否则认为棋盘格标定板还处于运动状态,此时判断角度测量次数是否超过设定值,若是,则结束本次畸变标定操作,并提示“标定板未稳定,请重新放置标定板”,否则继续进行θ1和θ2的测量。
[0080]
在
±
10
°
范围内,每间隔1
°
对左右偏角和前后偏角进行畸变标定,左右偏角标定时,保持前后偏角为0
°
,左右偏角从-10
°
到10
°
之间,每次控制棋盘格标定板角度偏移1
°
进行畸变标定,前后偏角标定过程亦是如此。根据当前标定所处的过程,判断当前测到的角度是否在要求范围内,如当前进行左右偏角-10
°
处的畸变标定,则判断θ1是否在系统设置的-10
°
附近的阈值范围内,同时需保证θ2为0
°
,若满足条件,则认为角度在要求范围内,进行下一步处理,否则需控制棋盘格标定板运动调整棋盘格标定板角度,使标定板角度符合上述角度要求。
[0081]
若角度符合要求,则触发相机拍照采集图像。
[0082]
对采集的图像进行畸变标定,生成畸变标定文件。
[0083]
生成畸变标定文件后,对相机采集到的图像加载该畸变标定文件进行畸变校正。
[0084]
分别获取棋盘格标定板中上、下、左、右和中间位置棋盘格的水平像素间距和垂直像素间距。
[0085]
判断5个方位的水平像素间距和垂直像素间距是否都在标准值附近的阈值范围内,若是,则表示畸变标定成功,可对当前角度下的图像进行正确的畸变校正,存储生成的畸变标定文件和对应的标定板左右偏角和前后偏角;否则说明畸变校正失败,重新获取激光传感器到标定板的距离并计算标定板角度进而重新进行当前角度的畸变标定。
[0086]
若当前角度畸变标定成功,则判断上述所有角度是否都已经完成畸变标定,若已经完成,则畸变标定完成,等待用户操作,否则调整标定板角度继续下一个角度的畸变标定。
[0087]
本发明一实施例中,视觉系统进行特征定位得到特征点的像素坐标,打孔机器人根据打孔机器人定义的坐标系进行运行,需要让打孔机器人根据视觉检测特征点的位置进行打孔点的定位,因此需将视觉坐标转换为打孔机器人坐标,将两个坐标系统一起来后,才能通过视觉检测的相对位置偏移进行打孔机器人的控制。本系统通过打孔机器人n点标定流程,生成 n点标定文件,实时定位中通过n点标定文件实现视觉坐标和打孔机器人坐标的转换。打孔机器人n点标定流程包括:
[0088]
进入n点标定界面后,等待用户进行n点标定操作,若用户点击“n点标定”按钮,则进行n点标定,否则等待用户操作。
[0089]
打孔机器人按照车体特征面进行世界坐标系制作。打孔机器人运行过程中使用世界坐标系,且该坐标系可根据实际工况进行重新制作。本系统以车体的车顶相机面作为xy坐标系,垂直方向为坐标系的z方向,采用这个方式重新制作世界坐标系,可以使得视觉坐标系与打孔机器人xy坐标系方向保持一致。
[0090]
打孔机器人做工具tcp(工具中心点)设定,将打孔机器人的工具tcp位置设置到n 点标定打标头处,即将打孔机器人的姿态计算基准点设置到打标头。将打孔机器人的姿态计算基准点转换到打标头,这样打孔机器人姿态变化都不会影响到打标头的坐标,打标头的坐标也是n点标定过程中打孔机器人的实际位置。
[0091]
获取上方激光传感器到打标板的距离,计算打标板的前后偏角和左右偏角。
[0092]
判断角度是否在畸变校正的角度范围内,若是,则控制打孔机器人在相机视场范围内进行n点打圆点标记,否则提示用户调整标定板角度,并等待用户操作。
[0093]
打孔机器人n点打圆点标记完成后,控制打孔机器人退出打标区域,离开视场范围。
[0094]
控制相机采集图像,根据测到的打标板与相机面的左右偏角和前后偏角分别调用对应角度下的畸变标定文件进行畸变校正。
[0095]
通过找圆心算法找到n个打标点的圆心像素坐标。
[0096]
根据n个打标点的圆心像素坐标和对应打孔机器人的物理坐标,进行n点标定,得到 n点标定文件,该n点标定文件为相机视觉坐标系和打孔机器人坐标系在xy二维平面上的转换矩阵,通过该转换矩阵可将相机的像素坐标值转换为打孔机器人的物理坐标值。
[0097]
得到n点标定文件后,针对当前图像进行n点坐标转换,从而验证生成的标定文件是否正确。
[0098]
对当前完成畸变校正后的图像中的打标点进行圆查找,找到n个点的各自圆心像
素坐标。调用上述生成的n点标定文件将n个点的圆心像素坐标转换为打孔机器人物理坐标。
[0099]
对得到的n个点的物理坐标与打孔机器人打点过程记录的n个点的物理坐标进行比较,得到统计数据。判断差值是否在设定阈值范围内,若是,则存储n点标定文件和对应的激光传感器测到的高度值。否则提示“n点标定后坐标转换异常,请重新进行n点标定”,等待用户操作。
[0100]
本发明一实施例中,由于机器视觉成像的物理特性,被测面处于不同高度时,被测物在图像中呈现近大远小的特点。进行特征点物理坐标转换时,模板制作过程与实时定位打孔过程,其特征面相对于激光传感器的距离会存在差异,因此两个过程中采集到相同图像的坐标标准不同,直接进行坐标转换会存在位置偏差,本系统将两个过程采集到的图像的特征点坐标都转换为n点标定时的图像坐标,再将图像坐标转换为物理坐标。由于图像放大率能定量代表不同高度的图像被测物大小,因此该过程通过不同高度的放大率进行转换。图像放大率获取流程包括以下步骤:
[0101]
进入放大率获取界面后,等待用户进行放大率获取操作,若用户点击“放大率获取”按钮,则进行放大率获取,否则等待用户操作;
[0102]
结合车体定位打孔工位处的工装精度和车体本身的情况,本系统将获取车体被测面离激光传感器标准距离h的
±
10cm的放大率,并拟合得到放大率与距离拟合函数。具体测量过程从(标准距离h-10cm)到(标准距离h 10cm),每次间隔5mm进行测量。因此先控制标定板到(标准距离h-10cm)处,再获取上方激光传感器到标定板的距离,采用畸变标定流程中的角度计算方法得到标定板的左右偏角θ1'和前后偏角θ2'。
[0103]
判断θ1'和θ2'是否保持稳定,若不稳定,则说明标定板还未完全静止,则判断测量次数是否超过设定值,若是,则结束本次放大率获取,等待用户操作,否则继续获取激光传感器到标定板的距离并计算角度。
[0104]
若θ1'和θ2'保持稳定,则判断θ1'和θ2'是否在要求范围内。当相机和被测面保持完全垂直时,采集到的图像经过畸变校正去除镜头本身的畸变影响后,图像各个位置不存在畸变,因此为了去除角度引入的畸变对放大率的影响,要求θ1
′
和θ2'在0
°
左右,在
±
0.1
°
之间,若满足条件,则触发相机拍照获取图像并保存。若θ1'和θ2'不在要求范围内,则调整标定板角度后再次获取θ1'和θ2'。
[0105]
判断上述的各个高度位置的图像是否都已经采集完毕,若是,对所有高度对应图像处理得到标定板相同位置棋盘格的像素间距,棋盘格位置选择图像中间的棋盘格,因为图像中间位置的畸变最小,得到的像素间距误差最小,再根据棋盘格的实际物理尺寸得到像素间距和物理尺寸的比例关系即为所计算高度的图像放大率。若各个高度位置的图像还未采集完毕,则调整标定板的高度进行下一个高度的图像采集。
[0106]
得到各个高度的放大率后,再根据对应的高度进行一阶多项式拟合,得到拟合系数k和 b,即m=k*h b,其中m为放大率,h为激光传感器测到的距离值,得到拟合系数k和 b进行存储。
[0107]
本发明一实施例中,模板制作流程包括以下步骤:
[0108]
点按模板制作按钮,进入模板制作流程界面;
[0109]
判断是否点按开始制作模板按钮。
[0110]
若否,判断是否点按退出模板制作按钮,若是,退出模板制作界面,若否,系统不动作,等待用户点按开始制作模板按钮。
[0111]
若是,系统判断打孔机器人是否已切换工具tcp(工具中心点),即系统将打孔机器人 tcp位置从标记头tcp切换到打孔头tcp,切换完成后打孔机器人将以打孔头tcp为标准在打孔机器人工件坐标系中进行位置移动和姿态调整。
[0112]
若否,系统先控制打孔机器人切换工具tcp,完成切换后控制各激光传感器(包括顶部上3个和侧面4个)获取距离车体的距离。若是,则各激光传感器(包括顶部上3个和侧面 4个)获取距离车体的距离。
[0113]
系统判断各激光传感器获取的距离是否保持稳定,即各距离值均小于设定阈值。
[0114]
如否,系统统计测量次数并判断此次数是否超过设定值,若没超过,继续执行系统判断各激光传感器获取的距离是否保持稳定,即各距离值均小于设定阈值,若超过,系统提示车体未放置稳定,返回进行判断是否点按开始制作模板按钮。
[0115]
若是,根据各个激光传感器(指顶部三个传感器和右侧或左侧两个传感器)得到的离车体距离计算车体各方向偏角(车体绕y轴方向的旋转角度α、车体绕x轴方向的旋转角度β以及车体绕z轴方向的旋转角度γ)。
[0116]
判断得到的各方向偏角是否在设定范围内。
[0117]
若否,提示车体位置异常,需用户重新放置车体位置,返回进行判断是否点按开始制作模板按钮执行。
[0118]
若是,执行车体特征获取流程。
[0119]
系统判断车体特征获取是否异常。
[0120]
若否,系统控制打孔机器人使其打孔头运行到打孔位置处;系统再分别记录特征点交点坐标、直线角度和打孔点位置坐标;保存对应激光传感器位置数据,返回进行判断是否点按开始制作模板按钮执行。
[0121]
若是,根据异常类型(包括未找到车体特征和未找到车体特征处接缝)提示,请用户确认车体位置,并结束模板制作流程。
[0122]
进一步的,本发明一实施例中,模板制作中车体特征获取流程如下:
[0123]
系统控制相机采集车体特征面图像。
[0124]
根据车体偏角,系统调用对应的畸变标定文件进行图像畸变校正。
[0125]
根据车体钣金特征,系统进行钣金间接缝处特征模板匹配。
[0126]
系统判断特征是否查找成功,即是否匹配成功。若否,系统提示未找到车体特征,请确认车体位置,本流程结束;若是,对找到的特征进行位置修正,再分别进行接缝处的两直线查找。
[0127]
系统判断两条直线是否查找成功。若否,提示未找到车体特征处接缝,请确认车体位置,本流程结束;若是,对找到的两条直线求交点,并对交点进行坐标转换得到物理坐标。
[0128]
本发明一实施例中,实时定位打孔流程包括以下步骤:
[0129]
点按实时定位打孔按钮,进入实时定位打孔流程界面;
[0130]
判断是否点按开始实时定位按钮。
[0131]
若否,判断是否点按退出单工位操作按钮,若是,退出实时定位打孔界面,若否,系统不动作,等待用户点按开始实时定位按钮。
[0132]
若是,进行车体角度获取流程。
[0133]
系统判断车体角度获取是否成功;若否,提示定位异常,返回继续判断是否点按开始实时定位按钮。若是,执行车体特征获取流程。
[0134]
系统判断车体特征获取是否成功;若否,提示未找到车体特征或提示未找到车体特征处接缝,请确认车体位置,返回继续判断是否点按开始实时定位按钮;若是,根据模板制作中的特征点、打孔点、车体各方向的偏角及实时定位的特征点坐标,通过计算得到新打孔点位置。
[0135]
系统判断车体偏移位置是否在设定范围内。若否,提示车体位置异常,
[0136]
需用户重新放置车体位置,返回继续判断是否点按开始实时定位按钮;若是,控制打孔机器人调整姿态后,运行到新打孔点上方,激光传感器实时获取离新打孔点距离。
[0137]
判断距离是否达到设定范围内。若否,打孔机器人继续逼近新打孔点一定距离,再判断距离是否达到设定范围内;若是,系统控制打孔机器人打孔。结束后,返回继续判断是否点按开始实时定位按钮。
[0138]
进一步的,实时定位打孔流程中车体角度获取流程如下:
[0139]
执行传感器逼近模板点流程。
[0140]
系统判断是否完成逼近;若否,继续执行传感器逼近模板点流程。若是,系统根据激光传感器测得距离计算获取非相机面偏角。
[0141]
执行车体特征获取流程,获得相机面偏角。至此即获得了车体三个方向的旋转角度。
[0142]
上述车体角度获取流程对于车体顶部实时定位打孔和车体侧面实时定位打孔两种情况有所区别:
[0143]
以车体顶部定位打孔为例,打孔机器人建立的工件面坐标系如图9所示,其中,y轴正方向是车头方向。
[0144]
车体顶部实时定位打孔获取的非相机面偏角包括车体绕y轴方向的旋转角度α(车体左右倾斜角度)、车体绕x轴方向的旋转角度β(车体前后倾斜角度),顶部相机面偏角指车体绕z轴方向的旋转角度γ(平行于顶部相机面的车顶平面内的旋转角度)。
[0145]
车体侧面实时定位打孔获取的相机面偏角指侧面相机获取的车体绕x轴方向的旋转角度β,非相机面偏角包括绕y轴方向的旋转角度α和顶部相机获取的车体绕z轴方向的旋转角度γ。
[0146]
本发明一实施例中,由于曲面空间不同位置存在角度变化,点激光传感器在进行距离采集时可能存在位置偏差从而造成获取的距离不准确,本系统采用传感器逼近流程,精确的获取模板制作时点激光传感器在特征面的位置。车体角度获取流程中传感器逼近模板点流程如下:
[0147]
各激光传感器获取距离车体的距离,粗定位。
[0148]
系统判断各激光传感器获取的距离是否保持稳定,即各距离值均小于设定阈值。若否,系统统计测量次数并判断此次数是否超过设定值,若没超过,返回继续进行粗定位,若超过,系统提示车体未放置稳定,结束本流程。
[0149]
若是,根据各个激光传感器得到的离车体距离,并计算车体各方向偏角。
[0150]
系统判断偏角是否均在设定范围内;若否,提示车体位置异常,需用户重新放置车
体,结束本流程;若是,执行车体特征获取流程。
[0151]
求目标点和模板点的位置差值,计算传感器移动到模板点位置的偏差值并控制传感器移动。
[0152]
移动后,激光传感器测车体距离,根据它们得到的离车体距离,并计算车体各方向偏角。
[0153]
上述传感器逼近模板点流程对于车体顶部实时定位打孔和车体侧面实时定位打孔两种情况有所区别:
[0154]
车体顶部实时定位打孔中的各激光传感器指顶部传感器(6、12、15),计算的车体各方向偏角包括车体绕y轴方向的旋转角度α、车体绕x轴方向的旋转角度β。
[0155]
车体侧面实时定位打孔中的各激光传感器包括顶部传感器(6、12)以及对应定位打孔位置的用于测量相机工作距的传感器。
[0156]
实时定位打孔中的车体特征获取流程与模版制作时的车体特征获取流程一致,只是将“对找到的两条直线求交点,并对交点进行坐标转换得到物理坐标”改为“对找到的两条直线求交点,根据实时特征点高度与模板特征点高度,将两直线交点转换为模板图像的像素坐标。并对交点进行坐标转换得到物理坐标”。
[0157]
实时定位打孔时车体特征获取流程中两直线交点(即特征点)转换为模板图像的像素坐标的公式如下:
[0158][0159][0160]
其中m0表示模板制作中的特征点的放大率,它是通过模板制作时对应工位传感器测得的距离值代入放大率获取流程中的一阶拟合函数计算得到的;m1表示实时定位中的特征点的放大率,它是通过实时定位时对应工位传感器经位置修正后测得的距离值代入放大率获取流程中的一阶拟合函数计算得到的;点(x,y)表示实时定位中的特征点的像素坐标,点 (x
center
,y
center
)表示实时定位中的图像中心点的像素坐标,点(x
′
,y
′
)表示经放大率补偿后的实时定位中的特征点的像素坐标。
[0161]
点(x
′
,y
′
)经坐标转换得到物理坐标点(x1,y1)。
[0162]
实时定位打孔流程中计算新打孔点位置的具体计算过程如下:
[0163]
情况1:实时定位时测得的车体三个方向偏角均和模板制作时的相同;
[0164][0165][0166]
其中,点(x0,y0)表示模板制作中的特征点的像素坐标经坐标转换得到的物理坐标,点表示模板制作中的打孔点的物理坐标。
[0167]
情况2:实时定位时测得的车体偏角(α和β)均和模板制作时的相同;
[0168][0169]
[0170]
其中,角γ
δ
等于实时定位时车体旋转角γ1减去模板制作时的车体旋转角γ0,表示车体实时定位时相对模板制作时旋转了角度γ
δ
引起的打孔点的x轴方向偏移量,表示车体实时定位时相对模板制作时旋转了角度γ
δ
引起的打孔点的y轴方向偏移量。
[0171]
情况3:实时定位时测得的车体偏角β和模板制作时的相同;
[0172]
(1)若模板制作时的打孔点与特征点组成的线段与模板平面无夹角;
[0173][0174][0175]
其中,角α
δ
等于实时定位时车体旋转角α1减去模板制作时的车体旋转角α0,表示情况2中的x轴方向偏移量乘上 cos(α
δ
),这是由于车体左右倾斜引起的情况2中的x轴方向偏移量的改变,即表示该偏移量变为其在模板平面的投影。
[0176]
(2)若模板制作时的打孔点与特征点组成的线段与模板平面有夹角η、打孔点低于特征点且打孔点相对特征点向下倾斜(或打孔点高于特征点且打孔点相对特征点向上倾斜);
[0177][0178][0179]
其中,角η
x
等于模板制作时的打孔点与特征点组成的线段与模板平面组成的夹角在x轴与 z轴构成的平面上的投影角度,表示车体实时定位时相对模板制作时左右倾斜角不同且又存在夹角η时还需补偿的x轴偏移量。
[0180]
(3)若模板制作时的打孔点与特征点组成的线段与模板平面有夹角η、打孔点高于特征点且打孔点相对特征点向下倾斜(或打孔点低于特征点且打孔点相对特征点向上倾斜);
[0181][0182][0183]
情况4:实时定位时测得的车体偏角α和模板制作时的相同;
[0184]
(1)若模板制作时的打孔点与特征点组成的线段与模板平面无夹角;
[0185][0186][0187]
其中,角β
δ
等于实时定位时车体旋转角β1减去模板制作时的车体旋转角β0。
[0188]
表示情况2中的y轴方向偏移量乘上 cos(β
δ
),这是由于车体前后倾斜引起的情况2中的y轴方向偏移量的改变,即表示该偏移量变为其在模板平面的投影。
[0189]
(2)若模板制作时的打孔点与特征点组成的线段与模板平面有夹角η、打孔点低于特征点且打孔点相对特征点向下倾斜(或打孔点高于特征点且打孔点相对特征点向上倾斜);
[0190]
[0191][0192]
其中,角ηy等于模板制作时的打孔点与特征点组成的线段与模板平面组成的夹角在y轴与z 轴构成的平面上的投影角度。表示车体实时定位时相对模板制作时前后倾斜角不同且又存在夹角η时还需补偿的y轴偏移量。
[0193]
(3)若模板制作时的打孔点与特征点组成的线段与模板平面有夹角η、打孔点高于特征点且打孔点相对特征点向下倾斜(或打孔点低于特征点且打孔点相对特征点向上倾斜);
[0194][0195][0196]
情况5:实时定位时测得的车体倾斜角α和β和模板制作时的均不同;
[0197]
(1)若模板制作时的打孔点与特征点组成的线段与模板平面无夹角;
[0198][0199][0200]
(2)若模板制作时的打孔点与特征点组成的线段与模板平面有夹角η、打孔点低于特征点且打孔点相对特征点向下倾斜(或打孔点高于特征点且打孔点相对特征点向上倾斜);
[0201][0202][0203]
(3)若模板制作时的打孔点与特征点组成的线段与模板平面有夹角η、打孔点高于特征点且打孔点相对特征点向下倾斜(或打孔点低于特征点且打孔点相对特征点向上倾斜);
[0204][0205][0206]
本发明一实施例中,全工位自动操作流程按照设定的顺序完成对待打孔的所有工位的定位打孔操作,完成所有工位的定位打孔操作后,根据归零轨迹将打孔机器人运行至归零点处,并等待下一个被检测物的到来。如图7所示,全工位自动操作流程包括以下步骤:
[0207]
进入全工位操作界面后,等待用户点击“全工位操作”按钮,若用户点击“全工位操作”,则执行车体到位判断流程,否则等待用户操作。
[0208]
车体运行流水线由多块大平板组成,大平板上安装车体前后轮胎和轮胎侧面限位装置,车体依次放置到限位位置后,大平板依次向前运行,当运行到视觉定位工位时,大平板底部限位装置触发限位信号,因此车体到位判断流程先判断是否收到限位信号,若收到限位信号,则控制视觉定位工位处的激光传感器实时获取离车顶的高度值,若高度值在设定时间内保持稳定,则认为车体已经到位并保持稳定,则执行单工位实时定位流程,否则继
续获取激光传感器的高度值,判断高度值在设定时间内是否保持稳定。
[0209]
系统依次对车体顶部、侧前方和侧后方的左右两侧,一共6个工位依次执行单工位实时定位流程。其中车顶左右两侧工位先执行单工位实时定位流程,因为顶部相对于相机面的前后偏角和左右偏角最小,而顶部在相机面内的旋转角度可通过视觉精确测量,通过这种方式获取的车体相对于模板制作时的三维角度偏移是最准确的。完成车顶两侧单工位实时定位流程后,即可获取车体在三维方向上相对于模板制作车体的三个角度,其中左右偏角和相机面内的旋转角度可用于侧面单工位实时定位流程中需要的旋转角度。本系统共安装7个激光传感器,其中车顶安装3个激光传感器,用于获取车体相机面的前后偏角和左右偏角,同时其中车顶相机下方的左右激光传感器也用于实际车体高度的获取;车体左右侧面前后工位各安装1个激光传感器,用于获取车体的距离,因此本系统一共安装有7个激光传感器。
[0210]
判断所有工位是否已完成打孔,若是,则控制打孔机器人返回待机点,等待下一辆车体的到来,否则继续下一个工位的车体实时定位。
[0211]
检测物汽车表面不是完全平面,汽车表面钣金存在弧度,如果传感器位置保持不变,当制作模板时,激光传感器采集到的距离信息和实际测量是激光传感器会存在偏差。通过距离得到的汽车角度偏移不是正确角度。故设置成相机固定,激光传感器可移动。
[0212]
激光传感器逼近流程执行结束后,可根据激光传感器计算车顶的前后偏角和左右偏角。求解方法举例说明如下:参见图8所示,如果圆1为初始位置,左后和右后测量到的距离分别为hg,ac,两个传感器之间的距离为ah。圆2为重新停车的位置,传感器如果不跟随移动,测量到的位置为hd,ab,实际使用中,传感器将根据视觉定位情况进行位置逼近,所以只需要计算传感器跟随移动后的距离。传感器跟随移动i和j是传感器的新位置,测量到的位置为im,jk,如图所示,汽车角度没有很大变化。在模板制作时传感器不移动,此时可通过传感器距离关系计算车体在某一个方向上的偏角;而在实时检测中,传感器通过逼近方法移动后,此时又可通过传感器距离关系计算得到车体在某一个方向上的偏角。计算公式如下:
[0213]
θ为ah和gc的夹角,为模板制作时的车体角度
[0214]
θ'为ah和mk的夹角,为实时定位时车体的角度
[0215]
通过上述公式能计算出模板制作时和实时定位时车体在指定方向上的倾斜角度。根据上文定义,车体α角为车体左右倾斜角度,β角为车体前后倾斜角度,则在计算车体左右倾斜角度时本公式的的θ对应模板制作时车体的α角,θ'对应实时定位时车体的α角,通过 (θ'-θ)就能得到车体实时定位时的偏角δ,具体为α
δ
,β
δ
和γ
δ
。
[0216]
例:假设工位在车顶右侧相机工位,根据以上图片显示,通过相机计算车顶特征位置变化在绕y轴方向(车体左右方向)为k,控制中心控制顶部右侧传感器左右调节装置4运动 k值的位移量。
[0217]
假设工位在车顶右侧相机工位,根据以上图片显示,通过相机计算车顶特征位置变化在绕x轴方向(车体前后方向)为l,控制中心控制顶部右侧传感器左右调节装置4运动l 值的位移量。其他工位同理。
[0218]
6个固定相机分别采集特征点信息,7个测距传感器测量距离。
[0219]
已知顶上传感器等高12,6相距h1
[0220]
顶上传感器等高6,15相距h2
[0221]
右侧传感器等高30,24相距h3
[0222]
左侧传感器等高36,42相距h4
[0223]
设定传感器模板测量值为:h
12
,h6,h
15
,h
30
,h
24
,h
36
,h
42
[0224]
设定传感器在模板制作时的测量值为:h
12
,h6,h
15
,h
30
,h
24
,h
36
,h
42
[0225]
实时测量时传感器修正位置后的测量值为:h
12-1
,h
6-1
,h
15-1
,h
30-1
,h
24-1
,h
36-1
,h
42-1
[0226]
车体到位开始制作模板,7个传感器测量距离值反馈给控制中心,计算放大率。
[0227]
相机拍照记录特征点信息。
[0228]
车体再次到位,开始实时测量;
[0229]
顶上传感器测量距离值h
12-1
,h
6-1
,计算放大率发送给控制中心。
[0230]
顶上两个相机计算z轴方向的偏移角度和xy坐标系平面内偏移发送数据给控制中心。
[0231]
控制中心根据相机参数调整传感器位置。
[0232]
依靠顶上三个传感器计算车体绕x轴和y轴方向的偏移角度,到此获取车体xyz三个坐标轴方向的旋转角度。
[0233]
其中模板制作时的角度计算公式如下:
[0234]
绕x轴方向旋转角度:α0=tan-1
(h
15-h6)/h2[0235]
绕y轴方向旋转角度:β0=tan-1
(h
12-h6)/h1[0236]
其中实时定位时的角度计算公式如下:
[0237]
绕x轴方向旋转角度:α1=tan-1
(h
15-1-h
6-1
)/h2[0238]
绕y轴方向旋转角度:β1=tan-1
(h
12-1-h
6-1
)/h1[0239]
通过(β
1-β0)的计算可以得到β
δ
,通过通过(α
1-α0)的计算可以得到α
δ
。
[0240]
传感器位置修正后值传到控制中心给相机作为放大率校正值。
[0241]
应当理解,本文所述的示例性实施例是说明性的而非限制性的。尽管结合附图描述了本发明的一个或多个实施例,本领域普通技术人员应当理解,在不脱离通过所附权利要求所限定的本发明的精神和范围的情况下,可以做出各种形式和细节的改变。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。