1.本发明涉及航空发动机领域,特别涉及一种复合材料风扇叶片高周疲劳试验的专用夹具。
背景技术:
2.大涵道比涡扇发动机由于其低油耗和低噪声在民机及大型军用运输机领域得到了广泛应用,随着涵道比的增加,风扇叶片向着大直径和低压比方向发展,这势必会增加风扇叶片的重量,进而引起风扇段重量的增加。有数据表明风扇叶片的质量每增加1kg,导致风扇机匣和传动系统各增加1kg,发动机安装结构和机翼或者机身各增加0.5kg,进而引起发动机总重量的大幅增加。由于树脂基复合材料风扇叶片具有重量轻、比强度高、抗外物损伤能力强,因此在现代先进大涵道比涡扇发动机上得到了广泛的应用。先进企业的发动机复材叶片已完成了1亿飞行小时,复材风扇叶片也已经发展到第四代,但是国内相关研究尚处于起步阶段,很多相关领域的研究均为空白。
3.复材风扇叶片和金属叶片一样同样存在高周疲劳问题,高周疲劳主要由叶片的振动产生,而复材风扇叶片的振动主要由侧风引起。与叶片鸟撞取证过程不同,叶片的疲劳取证需提出足够的证据,证明叶片服役期的安全性,同时要尽量避免台架试验取证,因此材料级、元件级和叶片级的高周疲劳试验就显得尤为重要。由于复材风扇叶片与金属叶片的显著差异性,比如榫头位置由复材本体、过渡层和牺牲层等热压而成,复合材料与金属接触位置的刚度匹配性等,传统的金属叶片疲劳试验夹具不适用于复材叶片,需要专门针对复合材料风扇叶片设计专用的高周疲劳试验夹具。
技术实现要素:
4.本发明要解决的技术问题是为了克服现有技术中的金属叶片疲劳试验夹具不适用于复材叶片的缺陷,提供一种复合材料风扇叶片高周疲劳试验的专用夹具。
5.本发明是通过下述技术方案来解决上述技术问题:
6.一种复合材料风扇叶片高周疲劳试验的专用夹具,其特点在于,其包括:
7.夹具本体,所述夹具本体上设有一与复材叶片试验件的榫头的形状相对应的限位槽,所述限位槽的两个侧面的至少一部分为工作面;
8.保护片,所述保护片被压设于所述复材叶片试验件和所述工作面之间,所述保护片至少覆盖整个所述工作面。
9.在本方案中,通过在复材叶片试验件和夹具本体上的限位槽的工作面之间设置保护片。由于复材叶片、保护片以及夹具本体之间的相互作用很好的模拟了复合材料叶片的真实服役状态,从而可获得最接近整机状态的叶片高周疲劳数据,为发动机整机试车、侧风试验以及适航取证提供强有力的试验数据支撑。
10.较佳地,所述保护片具有弹性,所述保护片具有朝向所述工作面的回弹力,在所述回弹力的作用下,所述保护片与所述工作面贴合。
11.在本方案中,通过以上结构形式,使得保护片能与夹具本体的紧密贴合,进而模拟符合材料叶片的真实服役状态,从而保证复材叶片高周疲劳数据的可靠性。
12.较佳地,所述保护片自所述工作面的底部向上延伸至所述夹具本体的顶面,并沿着所述夹具本体的顶面向远离所述限位槽的方向延伸,所述保护片朝向所述工作面的一侧与所述限位槽的侧面及顶面贴合。
13.在本方案中,通过以上结构形式,使得保护片与工作面的结合更为牢固,进而保证在试验过程中保护片始终模拟真实的服役状态,以便得到准确可靠的试验数据。
14.较佳地,所述保护片的材料与风扇盘保护套的材料一致。保护片在设计时要参考相应的风扇盘保护套,确保工作面的粗糙度及公差与风扇盘保护套的相应位置一致,并且材料选择与风扇保护套的一致,其材料采用高温合金,其牌号为gh4169。采用这种方式以保证在试验过程中保护片始终模拟真实的服役状态,以便得到准确可靠的试验数据。
15.较佳地,在所述限位槽的下方还设置有一与所述限位槽的延伸方向相一致的第一凹槽,所述限位槽与所述第一凹槽相连通,所述第一凹槽的顶部的槽宽大于所述限位槽的底部的槽宽;
16.所述复合材料风扇叶片高周疲劳试验的专用夹具还包括压板,所述压板设于所述第一凹槽内并抵靠于所述复材叶片试验件的榫头和所述第一凹槽的顶壁上,所述压板对所述榫头施加一压紧力以限制所述叶片试验件向下窜动。
17.在本方案中,通过压板自下向上传递压紧力,很好的模拟了复材叶片在离心力作用下的传力路径,进而确保试验数据的可靠性。
18.较佳地,所述压板包括压板本体和复材层,所述复材层固定于所述压板本体朝向所述榫头的一面,所述复材层的材料与复合材料垫板的材料一致。
19.在本方案中,复材层粘贴于压板本体的工作面上,也就是压板本体朝向榫头的一面。其中,复合材料垫板是复合材料叶片在真实服役状态与榫头的底部相抵靠的零部件。因此,将复材层的材料与复合材料垫板的材料保持一致,复材叶片试验件的疲劳试验过程很好的模拟了复合材料风扇叶片的真实服役状态,进而可获得最接近整机状态的叶片高周疲劳数据,为发动机整机试车、侧风试验以及适航取证提供强有力的试验数据支撑。
20.较佳地,所述压板上设置有第二凹槽,所述榫头的底部贴合于所述第二凹槽的底面和两个侧面。
21.在本方案中,通过以上机构形式,一方面,可增大压板与榫头的接触面积,进而提高压板对榫头限位的可靠性;另一方面,使得压板不仅对榫头的底面施加一向上的作用力,以限制榫头的竖向方向上的移动,而且对榫头的两个的侧面还施加作用力,以限制榫头在宽度方向上的移动。
22.较佳地,在所述压板上位于所述限位槽的两侧分别设置有多个第一连接孔,在所述夹具本体上设置有第二连接孔,所述第一连接孔与所述第二连接孔相对应;
23.第一螺栓依次穿过所述第一连接孔和所述第二连接孔并与螺母连接。
24.在本方案中,第一螺栓用于将压板与夹具本体连接,通过第一螺栓、螺母以及拧紧力矩的配合使得压板将复材叶片试验件与夹具本体压紧。其中,夹具本体的两端的第二连接孔设置为铰制螺栓孔,第一连接孔和第二连接孔相互配合,起到定位和导向作用,确保压板和复材叶片试验件配合准确无偏斜。
25.较佳地,所述第一螺栓的预紧力矩形成的预紧力不低于所述复材叶片试验件所承受的离心力,单个所述第一螺栓的预紧力矩计算公式如下:
26.m=k*p*d*10-3
27.其中,m为单个所述第一螺栓的拧紧力矩,单位为n.m;k为扭矩系数;d为所述第一螺栓的公称直径,单位为mm;p为单个所述第一螺栓在拧紧力矩m作用下产生的预紧力,单位为n;预紧力的计算公式如下:
28.p=(m*r*(n*2*π/60)2)/n
29.式中m为复材叶片试验件的总重量,单位为kg;r为复材叶片试验件质心距离发动机子午面中心轴线的径向距离,单位为m;n为发动机转速,n为所述第一螺栓的数量。
30.在本方案中,第一螺栓的预紧力矩及预紧力采用如上要求,为了更准确的模拟叶片在整机试验和服役时的受力状态,进而有利于获得最接近整机状态的叶片高周疲劳数据,为发动机整机试车、侧风试验以及适航取证提供强有力的试验数据支撑。
31.较佳地,当所述拧紧力矩依次按照m、m-5、m-10、m-15进行变化时,所述复材叶片试验件的共振频率随着所述拧紧力矩的变化量不超过0.2%。
32.在本方案中,拧紧力矩采用如上要求,有利于进一步确保复材叶片试验件安装状态的稳定性。
33.较佳地,所述复合材料风扇叶片高周疲劳试验的专用夹具还包括限位挡板,所述限位挡板抵靠于所述夹具本体的端部,并与所述夹具本体固定以限制所述榫头沿着所述限位槽的长度方向窜动。
34.在本方案中,通过以上结构形式,以防止复材叶片试验件沿着限位槽的长度方向也就是轴向方向窜动,换言之,限位挡板的作用即限制复材叶片试验件的轴向移动,在实际试验中需要根据叶片的轴向移动方向,安装在相应侧,从而起到限制复材叶片试验件轴向移动的作用。
35.较佳地,在所述夹具本体的两端设置有凹陷部,所述限位挡板可拆卸地固定于所述凹陷部内。
36.在本方案中,采用上述结构形式,一方面有利于对限位挡板进行定位,进而便于安装;另一方面也有利于防止限位挡板凸出于夹具本体的端面,从而防止安装时磕碰到其他物料,有利于提高安全性能。
37.较佳地,沿着所述夹具本体的长度方向的两侧分别设置有多个相互间隔的螺栓孔,所述夹具本体通过第二螺栓及所述螺栓孔与振动平台固定。
38.在本方案中,通过以上结构形式,实现夹具本体与振动平台的连接,进而使得高周疲劳试验顺利进行。
39.在符合本领域常识的基础上,上述各优选条件,可任意组合,即得本发明各较佳实例。
40.本发明的积极进步效果在于:本发明提供的复合材料风扇叶片高周疲劳试验的专用夹具,通过在复材叶片试验件和夹具本体上的限位槽的工作面之间设置保护片。由于复材叶片、保护片以及夹具本体之间的相互作用很好的模拟了复合材料叶片的真实服役状态,从而可获得最接近整机状态的叶片高周疲劳数据,为发动机整机试车、侧风试验以及适航取证提供强有力的试验数据支撑。
附图说明
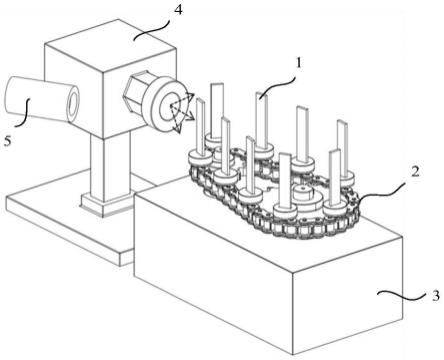
41.图1为本发明较佳实施例的复合材料风扇叶片高周疲劳试验的专用夹具的结构示意图。
42.图2为图1中a的局部放大示意图。
43.图3为本发明较佳实施例的复合材料风扇叶片高周疲劳试验的专用夹具的侧视图。
44.图4为本发明较佳实施例的复合材料风扇叶片高周疲劳试验的专用夹具的俯视图。
45.图5为沿图4中b-b方向的结构示意图。
46.图6为本发明较佳实施例的复合材料风扇叶片高周疲劳试验的专用夹具中安装好复材叶片试验件后的立体结构示意图。
47.图7为本发明较佳实施例的复合材料风扇叶片高周疲劳试验的专用夹具中安装好复材叶片试验件及限位挡板后的立体结构示意图。
48.图8为本发明较佳实施例的复合材料风扇叶片高周疲劳试验的专用夹具中的夹具本体的主视图。
49.图9为沿着图8中的c-c的剖面示意图。
50.图10为本发明较佳实施例的复合材料风扇叶片高周疲劳试验的专用夹具中的夹具本体的俯视图。
51.图11为沿着图10中的f-f面的剖面示意图。
52.图12为沿着图10中的d-d面的剖面示意图。
53.图13为沿着图10中的e-e面的剖面示意图。
54.图14为本发明较佳实施例的复合材料风扇叶片高周疲劳试验的专用夹具中的压板的立体结构示意图。
55.图15为本发明较佳实施例的复合材料风扇叶片高周疲劳试验的专用夹具中的压板的剖面结构示意图。
56.图16为本发明较佳实施例的复合材料风扇叶片高周疲劳试验的专用夹具中的保护片的结构示意图。
57.图17为本发明较佳实施例的复合材料风扇叶片高周疲劳试验的专用夹具中的保护片的另一方向的结构示意图。
58.附图标记说明:
59.夹具本体10
60.限位槽101
61.工作面1011
62.第一凹槽102
63.第二连接孔103
64.螺栓孔104
65.通孔105
66.保护片20
67.压板30
68.第二凹槽301
69.第一连接孔302
70.限位挡板40
71.第一螺栓50
72.第二螺栓60
73.限位螺栓70
74.螺母80
75.复材叶片试验件90
76.叶身901
77.榫头902
具体实施方式
78.下面通过实施例的方式并结合附图来更清楚完整地说明本发明,但并不因此将本发明限制在所述的实施例范围之中。
79.如图1至图17所示,本实施例提供一种复合材料风扇叶片高周疲劳试验的专用夹具,该专用夹具包括夹具本体10和保护片20。其中,夹具本体10上设有一与复材叶片试验件90的榫头902的形状相对应的限位槽101,限位槽101的两个侧面的至少一部分为工作面1011;保护片20被压设于复材叶片试验件90和工作面1011之间,保护片20至少覆盖整个工作面1011。
80.其中,通过在复材叶片试验件和夹具本体10上的限位槽101的工作面1011之间设置保护片20。由于复材叶片、保护片20以及夹具本体10之间的相互作用很好的模拟了复合材料叶片的真实服役状态,从而可获得最接近整机状态的叶片高周疲劳数据,为发动机整机试车、侧风试验以及适航取证提供强有力的试验数据支撑。
81.在本实施例中,限位槽101的侧面由一与竖直方向相倾斜的面及与竖直方向相平行的面连接而成,其中,与竖直方向相倾斜的面为工作面1011,限位槽101的两个工作面1011之间的距离,自上至下逐渐增大,与竖直方向相平行的面位于工作面1011的下方。榫头902朝向叶根的一端的两个侧面之间的距离也是自上向下逐渐增大,榫头902背离叶根的一端的两个侧面之间的距离自上至下逐渐减小。保护片20具有弹性,保护片20具有朝向工作面1011的回弹力,在回弹力的作用下,保护片20与工作面1011贴合。保护片20通过回弹力,使得保护片20能与夹具本体10的紧密贴合,进而模拟符合材料叶片的真实服役状态,从而保证复材叶片高周疲劳数据的可靠性。
82.复材叶片试验件90的榫头902沿着限位槽101的轴向方向自限位槽101的一端插入至限位槽101内;叶片的叶身901自限位槽101的顶部露出于限位槽101。榫头902与保护片20相贴合。
83.进一步地,参照图2、图16-图17予以理解,保护片20自工作面1011的底部向上延伸至夹具本体10的顶面,并沿着夹具本体10的顶面向远离限位槽101的方向延伸,保护片20朝向工作面1011的一侧与限位槽101的侧面及顶面贴合。通过以上结构形式,使得保护片20与工作面1011的结合更为牢固,进而保证在试验过程中保护片20始终模拟真实的服役状态,以便得到准确可靠的试验数据。保护片20安装于夹具本体10上,覆盖夹具本体10中的限位
槽101的工作面1011,直接参与和复材叶片试验件90的接触,用于模拟夜拍你在整机试验及服役状态下的接触情况,保证刚度协调。保护片20的材料与风扇盘保护套的材料一致。保护片20在设计时要参考相应的风扇盘保护套,确保工作面1011的粗糙度及公差与风扇盘保护套的相应位置一致,并且材料选择与风扇保护套的一致,其材料采用高温合金,其牌号为gh4169。压板30与夹具本体10之间的配合采用公差保证,采用间隙配合,确保二者的相对位置不发生偏斜,两者的间隙控制在0.5-1mm之间。
84.参照图8-图13予以理解,在本实施例中,在限位槽101的下方还设置有一与限位槽101的延伸方向相一致的第一凹槽102,限位槽101与第一凹槽102相连通,第一凹槽102的顶部的槽宽大于限位槽101的底部的槽宽;复合材料风扇叶片高周疲劳试验的专用夹具还包括压板30,压板30设于第一凹槽102内并抵靠于复材叶片试验件的榫头902和第一凹槽102的顶壁上,压板30对榫头902施加一压紧力以限制叶片试验件向下窜动。通过压板30自下向上传递压紧力,很好的模拟了复材叶片在离心力作用下的传力路径,进而确保试验数据的可靠性。在压板30上位于限位槽101的两侧分别设置有多个第一连接孔302,在夹具本体10上设置有第二连接孔103,第一连接孔302与第二连接孔103相对应;第一螺栓50依次穿过第一连接孔302和第二连接孔103并与螺母80连接。第一螺栓50用于将压板30与夹具本体10连接,通过第一螺栓50、螺母80以及拧紧力矩的配合使得压板30将复材叶片试验件90与夹具本体10压紧。其中,夹具本体10的两端的第二连接孔103设置为铰制螺栓孔104,第一连接孔302和第二连接孔103相互配合,起到定位和导向作用,确保压板30和复材叶片试验件90配合准确无偏斜。夹具工作时,第一螺栓50穿过第一连接孔302及第二连接孔103与螺母80配合,使得压板30的工作面与复材叶片试验件90的底部接触并压紧,实现复材叶片试验件90的向上压紧。通过第一螺栓50及螺母80将眼板与夹具本体10相连接,更显著的一个特点是,可以在不拆卸家具的情况下,对压紧力进行调整,避免了因长时间振动引起的螺栓松动带来振动频率的变化,从而影响高周疲劳试验的结果。
85.对于第一连接孔302,在本实施例中,两排第一连接孔302沿着压板30的长度方向分布。在夹具本体10上在第一凹槽102的底部与第一连接孔302和第二连接孔103相对应的位置,设置有两排通孔105,该通孔105使得压紧螺栓可以从解决本体穿入,进而连接压板30和夹具本体10,从而压紧复材叶片试验件90。需要注意的是,该通孔105的孔径的设置要略大于第一螺栓50的螺栓头的最大尺寸,以便于第一螺栓50穿过,在本实施例中,该通孔105的直径为14mm,第一螺栓50采用m12的螺栓。第一螺栓50与螺母80配合,通过施加拧紧力矩压紧复材叶片试验件90。第一凹槽102的底部的通孔105、第一连接孔302及第二连接孔103为两排,每排各6各,其中,第二连接孔103为沉头压紧螺栓孔104,沉头螺栓孔104位于夹具本体10的两端的位置设置为铰制螺栓孔104,起到定位和导向作用,确保压板30和复材叶片试验件90配合准确无偏斜。
86.进一步地,压板30包括压板本体和复材层,复材层固定于压板本体朝向榫头902的一面,复材层的材料与复合材料垫板的材料一致。复材层粘贴于压板本体的工作面上,也就是压板本体朝向榫头902的一面。其中,复合材料垫板是复合材料叶片在真实服役状态与榫头902的底部相抵靠的零部件。因此,将复材层的材料与复合材料垫板的材料保持一致,复材叶片试验件90的疲劳试验过程很好的模拟了复合材料风扇叶片的真实服役状态,进而可获得最接近整机状态的叶片高周疲劳数据,为发动机整机试车、侧风试验以及适航取证提
供强有力的试验数据支撑。并且,在工作面设计时要参考复合材料垫板,保证复材层粘贴在压板本体上后,复材层的粗糙度、尺寸、形位公差与真实服役状态下的符合材料垫板的工作面的一致。同时,夹具本体10及压板30上的尖角位置要进行倒圆角处理,避免损伤复材叶片试验件90。
87.参照图14和图15予以理解,在本实施例中,压板30上设置有第二凹槽301,榫头902的底部贴合于第二凹槽301的底面和两个侧面。通过以上机构形式,一方面,可增大压板30与榫头902的接触面积,进而提高压板30对榫头902限位的可靠性;另一方面,使得压板30不仅对榫头902的底面施加一向上的作用力,以限制榫头902的竖向方向上的移动,而且对榫头902的两个的侧面还施加作用力,以限制榫头902在宽度方向上的移动。
88.通常,复材叶片试验件90的共振频率较低,高周疲劳试验很长,在长时间振动时由于轴向无限位会导致复材叶片试验件90发生轴向的窜动。为了避免复材叶片试验件90发生轴向的窜动,在本实施例中,复合材料风扇叶片高周疲劳试验的专用夹具还包括限位挡板40,限位挡板40抵靠于夹具本体10的端部,并与夹具本体10固定以限制榫头902沿着限位槽101的长度方向窜动。通过以上结构形式,以防止复材叶片试验件90沿着限位槽101的长度方向也就是轴向方向窜动,换言之,限位挡板40的作用即限制复材叶片试验件90的轴向移动,在实际试验中需要根据叶片的轴向移动方向,安装在相应侧,从而起到限制复材叶片试验件90轴向移动的作用。
89.进一步地,在夹具本体10的两端设置有凹陷部,限位挡板40可拆卸地固定于凹陷部内。采用上述结构形式,一方面有利于对限位挡板40进行定位,进而便于安装;另一方面也有利于防止限位挡板40凸出于夹具本体10的端面,从而防止安装时磕碰到其他物料,有利于提高安全性能。在限位挡板40上开设有多个间隔设置的通孔,在夹具本体10上凹陷部对应的位置设置有多个螺纹孔,螺纹孔与限位挡板40上的通孔相对应。限位螺栓70穿过限位挡板40上的通孔与夹具本体10螺纹连接。限位螺栓70采用m5的螺栓,限位挡板40通过限位螺栓70固定在家具本体的端部,以限制复材叶片试验件90在轴向方向上的移动。
90.在本实施例中,沿着夹具本体10的长度方向的两侧分别设置有多个相互间隔的螺栓孔104,夹具本体10通过第二螺栓60及螺栓孔104与振动平台固定。通过以上结构形式,实现夹具本体10与振动平台的连接,进而使得高周疲劳试验顺利进行。其中,夹具本体10沿着长度方向的两侧加工成筋板式样,保持刚度的同时可减轻整个专用夹具的重量。夹具本体10的两侧各开有6个螺栓孔104,通过第二螺栓60实现与振动台的稳定可靠连接。夹具本体10的材料和风扇盘的材料一致,其排号为tc4。
91.在本实施例中,第一螺栓50的预紧力矩形成的预紧力不低于复材叶片试验件90所承受的离心力,单个第一螺栓50的预紧力矩计算公式如下:
92.m=k*p*d*10-3
93.其中,m为单个第一螺栓50的拧紧力矩,单位为n.m;k为扭矩系数;d为第一螺栓50的公称直径,单位为mm;p为单个第一螺栓50在拧紧力矩m作用下产生的预紧力,单位为n;预紧力的计算公式如下:
94.p=(m*r*(n*2*π/60)2)/n
95.式中m为复材叶片试验件90的总重量,单位为kg;r为复材叶片试验件90质心距离发动机子午面中心轴线的径向距离,单位为m;n为发动机转速,n为第一螺栓50的数量。第一
螺栓50的预紧力矩及预紧力采用如上要求,为了更准确的模拟叶片在整机试验和服役时的受力状态,进而有利于获得最接近整机状态的叶片高周疲劳数据,为发动机整机试车、侧风试验以及适航取证提供强有力的试验数据支撑。
96.为了进一步确保复材叶片试验件90安装状态稳定,在试验准备剪短要以m、m-5、m-10、m-15为拧紧力矩,在振动台上进行扫频,绘制拧紧力矩与复材叶片试验件90共振频率的相关区县,确保复材叶片试验件90的共振频率随着拧紧力矩的变化量不超过0.2%。如果m拧紧力矩无法保证共振频率变化不超过0.2%,则以5n.m为增量增加拧紧力矩,直至满足频率变化要求。由于复材叶片试验件90轴向所受的载荷较小,因此限位螺栓70的拧紧力矩取为15n.m。
97.本实施例提供的复合材料风扇叶片高周疲劳试验的专用夹具,适用于全尺复材风扇叶片、非全尺复材风扇叶片、带榫头902的元件级试验件。其使用方法如下:
98.将具有弹性的保护片20安装于夹具本体10上的限位槽101内,保护片20覆盖限位槽101的工作面1011,在保护片20的回弹力的作用下,保护片20与夹具本体10紧密连接;将限位挡板40安装于夹具本体10上并通过限位螺栓70固定,从而限制长时间振动中叶片的轴向移动。将压板30沿着轴向安装到夹具本体10中,并与限位挡板40相接触,第一螺栓50通过第一凹槽102的底部的通孔105进入第一连接孔302,并连接压板30和夹具本体10,安装与第一螺栓50连接的螺母80,单不拧紧。将夹具本体10通过第二螺栓60穿过夹具本体10上的螺栓孔104与振动台连接。将复材叶片试验件90沿着轴向安装到夹具本体10中,并置于压板30的上方,并保持两者对中。将与第一螺栓50连接的螺母80拧紧到相应的拧紧力矩,并通过振动预试验确定最终拧紧力矩,确保叶片频率不再变化。通过压板30自下而上对复材叶片试验件90的压紧,以及复材叶片试验件90-保护片-夹具本体10之间的接触及刚度匹配关系,使得本实施例提供的专用夹具可以充分模拟符合材料风扇叶片在整机安装状态的高周疲劳边界,可以获得最接近整机状态的叶片高周疲劳数据,为发动机整机试车、侧风试验以及适航取证提供强有力的试验数据支撑。
99.虽然以上描述了本发明的具体实施方式,但是本领域的技术人员应当理解,这仅是举例说明,本发明的保护范围是由所附权利要求书限定的。本领域的技术人员在不背离本发明的原理和实质的前提下,可以对这些实施方式做出多种变更或修改,但这些变更和修改均落入本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。