1.本发明属于污水处理技术领域,尤其涉及一种缺氧池强化脱氮悬浮填料及其制备方法。
背景技术:
2.污水中的含氮物质会导致严重的富营养化和水体缺氧,对水生生物产生毒性,且水体中的含氮物质还会抑制氯杀菌消毒的效果,这使得降低污水中的氮含量变得非常必要。生物污水处理法由于其处理高效性和经济可行性,已经广泛应用在市政污水、工业废水等领域。目前污水处理的脱氮工艺主要是以氨化、硝化和反硝化三相反应为基础,即:水体中的有机氮首先在氨化菌的作用下转化为氨氮(nh
4
),也就是氨化阶段;之后是硝化阶段,氨氮在好氧的条件下通过亚硝化菌和硝化菌转化为no
2﹣
或者no
3﹣
;最后是反硝化阶段,即在缺氧条件下,通过反硝化菌将亚硝氮和硝氮转化为氮气(n2)。
3.近年来,厌氧氨氧化工艺突破了传统生物脱氮工艺中的基本理论概念,自养厌氧氨氧化菌在厌氧条件下,以氨为电子供体,以亚硝酸盐为电子受体,将氨氧化成氮气,具有节省曝气、无需有机碳源、剩余污泥量少等优势,近年来城镇污水处理厂缺(厌)氧池中发现厌氧氨氧化作用的存在,说明污水处理厂缺(厌)氧池中低氨氮浓度条件下也具备发生厌氧氨氧化的条件。
[0004][0005]
降低外加碳源消耗,同时提高氨氮去除率,提升缺氧池厌氧氨氧化作用成为强化脱氮的方法之一。但目前缺氧池中污泥并不具备富集厌氧氨氧化菌的作用,而传统悬浮载体对厌氧氨氧化菌的生长和繁殖没有促进作用,导致厌氧氨氧化发生程度不高,脱氮能力欠佳。
[0006]
微生物赖以生存的场所——生物载体的研制与开发是固定床或移动床生物膜反应工艺发展的重要环节。但是,目前国内生产的生物载体大多将高分子材料直接加工成型,因此,所生产的生物载体存在挂膜速度慢、生物亲和性差、生物膜易脱落、氨氮的去除效率低等缺陷。专利cn103420490b提供了一种能够提高载体表面的生物亲和性、对有机物和氨氮的去除效率高以及生产方法简便的表面亲电型生物载体,该生物载体以聚乙烯或聚丙烯为高分子基料,还包括亲电功能料;由于所述亲电功能料带有正电性,使得生物载体表面带有不同程度的正电荷,与带有负电性的微生物具有很好的生物亲和性,缩短了挂膜周期且不易脱落、生物载体表面微生物量大;能够在水中为自养型硝化菌和异养型反硝化菌提供良好的生长环境。虽然该生物载体提高了亲电性,利于微生物附着,但该生物载体不涉及对厌氧氨氧化菌生长和繁殖的促进作用,导致其并不适用厌氧氨氧化工艺,脱氮能力有限。
[0007]
基于此,如何使生物载体具备厌氧氨氧化菌快速富集性能,同时提高其亲水性、悬浮稳定性等综合性能,以实现缺氧池更好的脱氮效果,成为本领域亟待解决的技术问题。
技术实现要素:
[0008]
针对上述现有技术中存在的缺陷,本发明的目的在于提供一种缺氧池强化脱氮悬浮填料及其制备方法。通过对传统悬浮生物载体进行设计和改进,使之具备厌氧氨氧化菌快速富集性能,并具有更好的亲水性和悬浮稳定性等综合性能,以实现缺氧池更好的脱氮效果。
[0009]
具体的,本发明提供了一种缺氧池强化脱氮悬浮填料,所述悬浮填料为活性生物填料,按照重量份数计,包括如下原料组分:
[0010]
聚乙烯100份
[0011]
硫-β-环糊精包合物5-10份
[0012]
分子筛活化粉5-10份
[0013]
辅料3-8份;
[0014]
所述分子筛活化粉、硫-β-环糊精包合物、辅料的粒径均小于200目;
[0015]
所述原料组分经熔融挤出成型,得到内部具有多个空腔的填料。
[0016]
优选的,所述聚乙烯为高密度聚乙烯。聚乙烯,特别是高密度聚乙烯的使用,为本发明的填料提供了良好的机械、加工性能,以及相对较低的密度,有利于形成稳定的悬浮填料。其中的高密度聚乙烯优选采用高密度聚乙烯纯原料,在降低成本的基础上,也可以适当添加回收料,但其重量不应超过高密度聚乙烯总重量的5%。
[0017]
进一步的,所述辅料包括硬脂酸、聚乙烯蜡和金属粉,所述金属粉为四氧化三铁粉、氧化铁粉、还原铁粉、碳酸锰粉的一种或几种。
[0018]
硬脂酸改善包合物母料亲水性向憎水性过渡,提高包合物母料与聚乙烯之间的亲和性,其用量优选1-3重量份。
[0019]
聚乙烯蜡与聚乙烯相容性好,在聚乙烯加工中起到助溶剂及润滑剂作用,能够改善熔体流动性、脱模性等加工性能,以及提高填料耐磨性、稳定性等综合高性能,其用量优选1-3重量份。
[0020]
所述金属粉用量优选1-3重量份。金属离子对厌氧氨氧化有不同程度的促进作用,fe
2
可以作为fe-s蛋白及血红素蛋白的辅酶因子参与到厌氧氨氧化菌的电子传递过程中,促进nh
4 -n到n2的转变,并能够促进厌氧氨氧化菌的新陈代谢。mn
2
为酶的激活剂,可以通过提高酶活性来促进厌氧氨氧化菌的代谢。fe
3
作为厌氧氨氧化代谢中的电子受体,可以促进厌氧氨氧化菌富集。当填料负载上述金属离子,可以明显促进厌氧氨氧化菌的代谢,提高其酶活性,从而提高脱氮效果。
[0021]
进一步的,所述硫-β-环糊精包合物,通过如下方法制备:
[0022]
1)取β-环糊精加入1.5-3倍量的水混合,研匀得到混合物;
[0023]
2)向所述混合物中加入溶有硫粉的二硫化碳有机溶剂,充分研磨至成糊状物,35-45℃干燥;
[0024]
3)用二硫化碳将多余硫粉洗净,再次干燥;
[0025]
4)经气流粉碎机粉碎获得硫-β-环糊精包合物。
[0026]
优选的,制备所述硫-β-环糊精包合物中所使用的硫粉为纯度99%以上的硫粉。与现有技术的差别在于,本发明的填料中,硫的作用并非仅提供硫自养反硝化,而是在最初阶段以硫自养反硝化菌作用下将硝酸盐氮还原为亚硝酸盐氮,促进厌氧氨氧化产生及富集厌
氧氨氧化菌,厌氧氨氧化菌将亚硝酸盐氮和氨氮转化为氮气。在挂膜初始阶段,通过硫自养反硝化的促进作用提升厌氧氨氧化菌的挂膜速度,使得脱氮过程更为高效。
[0027]
硫-β-环糊精包合物,优选其与高密度聚乙烯预先制备成母料,该母料具有优良的亲水性能,可以提高产品整体的亲水性,对悬浮载体增强微生物附着能力、以及缩短挂膜时间等效果提供了条件。
[0028]
更优选的,所述硫-β-环糊精包合物与部分高密度聚乙烯先熔融混炼破碎,得到硫-β-环糊精包合物聚乙烯母料,具体方法如下:
[0029]
将聚乙烯30-40份加入塑炼机,在175
±
3℃的温度下熔融;再加入硫-β-环糊精包合物5-10份,混炼6-8分钟,下片并破碎成微米级颗粒母料。
[0030]
选择硫-β-环糊精包合物的含量和使用方式,一方面为聚乙烯产品提供足够的亲水性;另一方面,使其包合的硫粉可以被硫自养反硝化菌附着及利用。
[0031]
特别有利的,环糊精和硫粉等组分被消耗的过程中,也将导致填料表面粗糙度提升,易于微生物附着。
[0032]
进一步的,所述分子筛活化粉为4a分子筛活化粉,特别优选碱改性4a分子筛活化粉,其通过如下方法制备:
[0033]
1)将4a分子筛活化粉浸泡在蒸馏水中,超声处理1-3h,过滤,于100-110℃烘干;
[0034]
2)将烘干的4a分子筛活化粉浸泡在浓度为1-2mol/l的naoh溶液中,加热温度为70-90℃,处理时间为5-8h;
[0035]
3)在500-700w微波功率下作用1-3min,过滤;
[0036]
4)反复用蒸馏水洗涤所述分子筛活化粉,待滤出液呈中性后,于100-110℃烘干;粉碎成所述碱改性4a分子筛活化粉。
[0037]
分子筛活化粉能够增加填料吸附氨氮的性能,其含量为5-10重量份,优选8-10重量份。当含量过低则吸附氨氮的总量过低,不利于高效脱氮的实现,而含量过高又将导致产品变脆,损耗性增大。并且通过上述方法处理之后,本发明的分子筛活化粉纯度提升,吸附效率显著提高。
[0038]
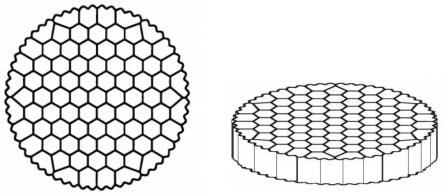
本发明的活性生物悬浮填料大体呈筒状结构,内部具有多个空腔,优选采用圆筒状,直径10-50mm,高度2-15mm,壁厚0.33-0.55mm,根据内部构造设计的不同,其有效比表面积可自由设计,优选大于1000m2/m3,更优选大于1200m2/m3。权衡加工难易程度及成本等因素,所述填料可设计为沿其径向向外设有多条辐射翅片连接至圆筒内壁,且所述圆筒的内部还包括多个连接相邻辐射翅片的加强筋。进一步的,所述圆筒的外壁上具有多个向外延伸的凸起。上述设计仅为举例,并非穷举或对本发明的限制,实际生产中,根据模具及工艺条件,多种具有较大有效比表面积的结构和设计都可应用于本发明的填料构型。
[0039]
此外,为了进一步提高有效比表面积从而提升脱氮效率,本发明在熔融挤出成型过程中通过加入适量发泡剂,在挤出成型过程中同时得到具有发泡多孔结构的填料,其有效比表面积能够比相同宏观构型的填料提高至少20%,采用这种宏观与微观结构相结合,使得本发明的悬浮填料的有效比表面积在能够自由设计的基础上,能够容易的获得大于1200m2/m3,优选大于1400m2/m3的有效比表面积。因而,本发明通过宏观空腔结构设计和微观多孔结构设计相结合,能够有效提升、及按需设计所需填料的有效比表面积,使本发明的悬浮填料能够适应多种应用环境。
[0040]
填料脱氮效率不仅受到有效比表面积的影响,还与填料表面活性非常相关。为了进一步提高活性生物悬浮填料的表面活性,优选对填料产品附加进行表面处理,作为表面处理,可选用例如等离子体处理、电晕处理、辉光放电处理、溅射处理。优选等离子体处理和电晕处理,可以向填料表面导入足够量的极性基团。
[0041]
关于实施等离子体处理的方式和装置,可列举:采用高频感应方式、电容耦合型电极方式、电晕放电电极-等离子体喷射方式、平行平板型、远程等离子体型、大气压等离子体型、icp型高密度等离子体型的装置。控制产生的电子的能量在1-10ev,处理时间1-30分钟,优选2-10分钟。综合导入极性集团种类及处理有效性,优选在含有选自氩气、氦气和氧气的至少1种的气氛下,对所述填料进行等离子体处理。
[0042]
电晕处理,放电电压控制在9500v/m
2-18000v/m2。
[0043]
经过上述表面处理,填料表面负载大量的活性基团,易于微生物附着。
[0044]
针对上述悬浮填料,本发明相应提供了一种缺氧池强化脱氮悬浮填料的制备方法,包括如下步骤:
[0045]
s1:混炼:将聚乙烯30-40份加入塑炼机,在175
±
3℃的温度下熔融;再加入硫-β-环糊精包合物5-10份,混炼6-8分钟,下片并破碎成微米级颗粒母料;
[0046]
s2:物料共混:将所述母料、剩余的聚乙烯、分子筛活化粉、辅料通过高速搅拌机混合,得混合料;
[0047]
s3:造粒:将所述混合料通过螺杆挤出机挤出造粒;
[0048]
s4:挤出成型:将步骤s3所得的粒料经螺杆挤出机熔融挤出,冷却定型,切料收集。
[0049]
本发明的原料通过混炼、造粒及螺杆挤出机挤出成型。一方面有利于硫-β-环糊精包合物与聚乙烯充分融合,提高母料亲水性;辅料硬脂酸作为表面改性剂有利于提高含硫-β-环糊精包合物的母料在填料中的分散均匀性,改善亲水性母料与疏水性聚乙烯之间的亲和性。
[0050]
优选的,在步骤s2中,高速搅拌机转速200-400rpm,温度为100-120℃。步骤s4中,螺杆挤出机的熔融料筒温度为150-170℃。
[0051]
进一步的,步骤s4中,螺杆挤出机采用五段独立控温:第一段145-155℃,第二段160-170℃,第三段165-175℃,第四段160-170℃,第五段155-165℃;挤出后立即水冷定型。采用“两头低,中间高”的分段控温方式,使物料在前段充分熔融混合,以及在后段降温挤出,防止挤出胀大变形,更有利制备结构精细和稳定的产品。
[0052]
另一方面,本发明为了制备发泡多孔结构的填料,优选在所述步骤s4中,将步骤s3所得的粒料和发泡剂一同加入螺杆挤出机,所述发泡剂用量为聚乙烯重量的0.1-1%,优选0.2-0.4%。发泡剂可选择本领域常用的,符合熔融挤出条件的类型,例如偶氮二甲酰胺(adca)、碳酸氢钠等;发泡剂用量需根据填料使用环境严格控制,用量过低难以形成有效的表面孔隙,不能起到发泡致孔的效果;用量过高,可能破坏整体结构,降低机械性能,不利于填料的长期稳定使用。
[0053]
本发明的悬浮填料能够有效性促进厌氧氨氧化菌的生长和繁殖,具有优异的生物活性,特别适合缺氧池强化脱氮。此外,基于本发明悬浮填料优异的结构设计和物料组份,其也可被用于其他水体的净化处理,用途广泛,价值巨大。
[0054]
本发明的优点具体在于:
[0055]
1)本发明的缺氧池强化脱氮悬浮填料在物料组成和配比上具有较好的协同作用和实际效果:
[0056]
首先,采用聚乙烯,特别是高密度聚乙烯(密度为0.940-0.960g/cm3)为基料,为填料的悬浮性提供了基本条件,且高密度聚乙烯综合性能优异,能够满足填料生产、使用、运输等多方面的需要;此外,在填料中加入硫-β-环糊精包合物,能够解决高密度聚乙烯基料亲水性差的缺陷,从物料组分上提高填料的亲水性,有利于挂膜速率的提高。
[0057]
其次,使用碱改性4a分子筛活化粉,增加了填料吸附氨氮性能。加入硫-β-环糊精包合物,其包合的硫粉在硫自养反硝化菌作用下将硝酸盐氮还原为亚硝酸盐氮,厌氧氨氧化菌将亚硝酸盐氮和氨氮转化为氮气。在挂膜初始通过硫自养反硝化的促进作用提升厌氧氨氧化菌的挂膜速度。同时,通过添加金属粉,填料上负载金属离子可促进厌氧氨氧化菌的代谢,提高其酶活性,从而提高脱氮效果。
[0058]
另一方面,由于在基料中加入了上述多种功能组分,为了保证填料的加工性能和成型产品质量,本发明优选添加辅料聚乙烯蜡,用以调节组分之间的相容性,改善加工性能,还有利于增加填料的耐磨性、稳定性等综合性能。
[0059]
2)本发明采用混炼、造粒及螺杆挤出机挤出成型,有效实现硫-β-环糊精包合物对聚乙烯的改性从而提高填料亲水性;此外,通过加入发泡剂得到发泡多孔填料,通过宏观空腔结构设计和微观多孔结构设计相结合,提高和调控填料的有效比表面积,使本发明的悬浮填料能够适应多种应用环境。
[0060]
3)本发明提供的活性生物悬浮填料具有良好的厌氧氨氧化菌富集效果,脱氮效率高、结构稳定,且填料制备方法简单、成本低、环境适应性好、使用周期长,具有广阔的应用前景。
附图说明
[0061]
图1示出本发明第一组实施方式填料横截面的结构示意图;
[0062]
图2示出本发明第二组实施方式填料横截面的结构示意图;
[0063]
图3示出本发明第三组实施方式填料横截面的结构示意图。
具体实施方式
[0064]
为了使本发明的目的、技术方案和优点更加清楚,下面将对本发明作进一步地详细描述。
[0065]
缺氧池强化脱氮悬浮填料,其为活性生物填料,按重量份数计,包括如下原料组分:
[0066]
聚乙烯100份
[0067]
硫-β-环糊精包合物5-10份
[0068]
分子筛活化粉5-10份
[0069]
辅料3-8份;
[0070]
所述分子筛活化粉、硫-β-环糊精包合物、辅料的粒径均小于200目;
[0071]
所述原料组分经熔融挤出成型,得到内部具有多个空腔的填料。
[0072]
为了制备所述缺氧池强化脱氮悬浮填料,本发明采用如下制备方法,具体包括以
下步骤:
[0073]
步骤一、碱改性4a分子筛活化粉的制备:
[0074]
1)将4a分子筛活化粉浸泡在蒸馏水中,超声处理1-3h,过滤,于100-110℃烘干;
[0075]
2)将烘干的4a分子筛活化粉浸泡在浓度为1-2mol/l的naoh溶液中,加热温度为70-90℃,处理时间为5-8h;
[0076]
3)在500-700w微波功率下作用1-3min,过滤;
[0077]
4)反复用蒸馏水洗涤所述分子筛活化粉,待滤出液呈中性后,于100-110℃烘干;粉碎成所述碱改性4a分子筛活化粉,其粒径小于200目。
[0078]
步骤二、硫-β-环糊精包合物的制备:
[0079]
1)取β-环糊精加入1.5-3倍量的水混合,研匀得到混合物;
[0080]
2)向所述混合物中加入溶有硫粉的二硫化碳有机溶剂,充分研磨至成糊状物,35-45℃干燥;硫粉的纯度在99%以上;
[0081]
3)用二硫化碳将多余硫粉洗净,再次干燥;
[0082]
4)经气流粉碎机粉碎获得硫-β-环糊精包合物。
[0083]
步骤三、混炼、造粒及挤出成型:
[0084]
s1:混炼:将聚乙烯30-40份加入塑炼机,在175
±
3℃的温度下熔融;再加入硫-β-环糊精包合物5-10份,混炼6-8分钟,下片并破碎成微米级颗粒母料;
[0085]
s2:物料共混:将所述母料、剩余的聚乙烯、分子筛活化粉、辅料通过高速搅拌机混合,得混合料;优选的,所述分子筛活化粉、硫-β-环糊精包合物、辅料的粒径均小于200目;辅料优选包括1-3份硬脂酸、1-3份聚乙烯蜡和1-3份金属粉,所述金属粉为四氧化三铁粉、氧化铁粉、还原铁粉、碳酸锰粉的一种或几种;高速搅拌机转速200-400rpm,温度为100-120℃;
[0086]
s3:造粒:将所述混合料通过螺杆挤出机挤出造粒;该螺杆挤出机的料筒温度为150-170℃;
[0087]
s4:挤出成型:将步骤s3所得的粒料经螺杆挤出机熔融挤出,冷却定型,切料收集。优选的,该螺杆挤出机采用五段独立控温:第一段145-155℃,第二段160-170℃,第三段165-185℃,第四段160-170℃,第五段155-165℃;挤出后立即水冷定型。
[0088]
通过上述方法,制备出内部具有多个空腔的氧池强化脱氮悬浮填料。
[0089]
当要制备发泡多孔填料时,上述步骤s4为:挤出成型:将步骤s3所得的粒料及发泡剂一同加入挤出机,熔融后经螺杆挤出机挤出,冷却定型,切料收集。其中,所述发泡剂可选本领域常用的发泡剂,例如偶氮二甲酰胺(adca)、碳酸氢钠等,其用量为聚乙烯重量的0.1-1%。
[0090]
通过上述方法,制备出的悬浮填料的有效比表面积能够比相同宏观构型的填料提高至少20%,能够容易的获得大于1200m2/m3,优选大于1400m2/m3的有效比表面积。
[0091]
为了更为清楚地说明本发明的目的、技术方案和技术效果,下面将结合实施例、对比例及附图对本发明作进一步地详细描述。
[0092]
本发明的实施例部分主要分为三组实施方式进行对比:
[0093]
第一组实施方式,实施例1-2、对比例1,宏观结构参见图1;
[0094]
第二组实施方式,实施例3-4、对比例2,宏观结构参见图2;
[0095]
第三组实施方式,实施例5-7,宏观结构参见图3;
[0096]
需要说明,图1-3中所示仅是部分填料产品横截面的结构示意图,并不构成对本发明产品具体结构的限制,本发明填料具有多种构型,例如横截面形状可选用圆形、方形、多边形等,具体构型及相应的有效比表面积都是能够根据应用环境和需求可以设计和调控的。
[0097]
实施例1
[0098]
缺氧池强化脱氮悬浮填料,按重量份计,包括如下原料组分:
[0099]
高密度聚乙烯100份
[0100]
硫-β-环糊精包合物5份
[0101]
碱改性4a分子筛活化粉10份
[0102]
硬脂酸1份
[0103]
碳酸锰粉2份
[0104]
聚乙烯蜡2份。
[0105]
其制备方法整体包括以下步骤:
[0106]
步骤一、碱改性4a分子筛活化粉的制备:
[0107]
1)将4a分子筛活化粉浸泡在蒸馏水中,超声处理1h,过滤,于105℃烘干;
[0108]
2)将烘干的4a分子筛活化粉浸泡在浓度为1.5mol/l的naoh溶液中,加热温度为80℃,处理时间为6h;
[0109]
3)在600w微波功率下作用2min,过滤;
[0110]
4)反复用蒸馏水洗涤所述分子筛活化粉,待滤出液呈中性后,于105℃烘干;粉碎成所述碱改性4a分子筛活化粉,其粒径小于200目。
[0111]
步骤二、硫-β-环糊精包合物的制备:
[0112]
1)取β-环糊精加入2倍量的水混合,研匀得到混合物;
[0113]
2)向所述混合物中加入溶有硫粉的二硫化碳有机溶剂,充分研磨至成糊状物,40℃干燥;硫粉的纯度在99%以上;
[0114]
3)用二硫化碳将多余硫粉洗净,再次干燥;
[0115]
4)经气流粉碎机粉碎获得硫-β-环糊精包合物。
[0116]
步骤三、混炼、造粒及挤出成型:
[0117]
s1:混炼:将高密度聚乙烯30份加入塑炼机,在175
±
3℃的温度下熔融;再加入硫-β-环糊精包合物5份,混炼6分钟,下片并破碎成微米级颗粒母料;
[0118]
s2:物料共混:将所述母料、剩余的70份高密度聚乙烯、分子筛活化粉、硬脂酸、碳酸锰粉、聚乙烯蜡通过高速搅拌机混合,得混合料;所述分子筛活化粉、硫-β-环糊精包合物、辅料的粒径均小于200目;高速搅拌机转速300rpm,温度为100-120℃;
[0119]
s3:造粒:将所述混合料通过螺杆挤出机挤出造粒;该螺杆挤出机的料筒温度为150-170℃;
[0120]
s4:挤出成型:将步骤s3所得的粒料经螺杆挤出机熔融挤出,该螺杆挤出机采用五段独立控温:第一段150℃,第二段165℃,第三段175℃,第四段165℃,第五段160℃;挤出后立即水冷定型,切料收集。
[0121]
通过上述方法,制备出本发明第一组实施方式的内部具有多个空腔的填料,其有
效比表面积约450m2/m3,参见图1。
[0122]
实施例2
[0123]
本实施例与实施例1的填料组成相同,主要区别在于制备方法中挤出成型时加入发泡剂得到了发泡多孔填料,包括如下步骤:
[0124]
s1:混炼:将高密度聚乙烯30份加入塑炼机,在175
±
3℃的温度下熔融;再加入硫-β-环糊精包合物5份,混炼6分钟,下片并破碎成微米级颗粒母料;
[0125]
s2:物料共混:将所述母料、剩余的70份高密度聚乙烯、分子筛活化粉、硬脂酸、碳酸锰粉、聚乙烯蜡通过高速搅拌机混合,得混合料;所述分子筛活化粉、硫-β-环糊精包合物、辅料的粒径均小于200目;高速搅拌机转速300rpm,温度为100-120℃;
[0126]
s3:造粒:将所述混合料通过螺杆挤出机挤出造粒;该螺杆挤出机的料筒温度为150-170℃;
[0127]
s4:挤出成型:将步骤s3所得的粒料、及0.25重量份偶氮二甲酰胺(adca)一同加入螺杆挤出机,熔融挤出,该螺杆挤出机设置五路加热装置并对料筒的温度进行分区独立控制,分区温度如下:150℃,165℃,175℃,165℃,和160℃。挤出成型后立即水冷,并切割成需要长度。
[0128]
通过上述方法,制备出内部具有多个空腔的发泡多孔填料,其有效比表面积约600m2/m3。
[0129]
实施例3
[0130]
本实施例与实施例1的填料组成及制备方法相同,主要区别在于挤出成型的模具不同,制备出本发明第二组实施方式的内部具有多个空腔的填料,其有效比表面积约800m2/m3,参见图2。
[0131]
实施例4
[0132]
本实施例与实施例3填料组成相同,主要区别在于制备方法中挤出成型时加入发泡剂得到了发泡多孔填料,包括如下步骤:
[0133]
s1:混炼:将高密度聚乙烯30份加入塑炼机,在175
±
3℃的温度下熔融;再加入硫-β-环糊精包合物5份,混炼6分钟,下片并破碎成微米级颗粒母料;
[0134]
s2:物料共混:将所述母料、剩余的70份高密度聚乙烯、分子筛活化粉、硬脂酸、碳酸锰粉、聚乙烯蜡通过高速搅拌机混合,得混合料;所述分子筛活化粉、硫-β-环糊精包合物、辅料的粒径均小于200目;高速搅拌机转速300rpm,温度为100-120℃;
[0135]
s3:造粒:将所述混合料通过螺杆挤出机挤出造粒;该螺杆挤出机的料筒温度为150-170℃;
[0136]
s4:挤出成型:将步骤s3所得的粒料、及0.25重量份偶氮二甲酰胺(adca)一同加入螺杆挤出机,熔融挤出,该螺杆挤出机设置五路加热装置并对料筒的温度进行分区独立控制,分区温度如下:150℃,165℃,175℃,165℃,和160℃。挤出成型后立即水冷,并切割成需要长度。
[0137]
通过上述方法,制备出内部具有多个空腔的发泡多孔填料,其有效比表面积约1000m2/m3。
[0138]
实施例5
[0139]
一种缺氧池强化脱氮悬浮填料,按重量份数计,包括如下原料组分:
[0140]
高密度聚乙烯100份
[0141]
硫-β-环糊精包合物10份
[0142]
碱改性4a分子筛活化粉5份
[0143]
硬脂酸1份
[0144]
四氧化三铁2份
[0145]
聚乙烯蜡2份。
[0146]
其制备方法整体包括以下步骤:
[0147]
步骤一、碱改性4a分子筛活化粉的制备:
[0148]
1)将4a分子筛活化粉浸泡在蒸馏水中,超声处理1h,过滤,于105℃烘干;
[0149]
2)将烘干的4a分子筛活化粉浸泡在浓度为1.5mol/l的naoh溶液中,加热温度为80℃,处理时间为6h;
[0150]
3)在600w微波功率下作用2min,过滤;
[0151]
4)反复用蒸馏水洗涤所述分子筛活化粉,待滤出液呈中性后,于105℃烘干;粉碎成所述碱改性4a分子筛活化粉,其粒径小于200目。
[0152]
步骤二、硫-β-环糊精包合物的制备:
[0153]
1)取β-环糊精加入2倍量的水混合,研匀得到混合物;
[0154]
2)向所述混合物中加入溶有硫粉的二硫化碳有机溶剂,充分研磨至成糊状物,40℃干燥;硫粉的纯度在99%以上;
[0155]
3)用二硫化碳将多余硫粉洗净,再次干燥;
[0156]
4)经气流粉碎机粉碎获得硫-β-环糊精包合物。
[0157]
步骤三、混炼、造粒及挤出成型:
[0158]
s1:混炼:将高密度聚乙烯40份加入塑炼机,在175
±
3℃的温度下熔融;再加入硫-β-环糊精包合物10份,混炼8分钟,下片并破碎成微米级颗粒母料;
[0159]
s2:物料共混:将所述母料、剩余的60份高密度聚乙烯、分子筛活化粉、硬脂酸、四氧化三铁、聚乙烯蜡通过高速搅拌机混合,得混合料;所述分子筛活化粉、硫-β-环糊精包合物、辅料的粒径均小于200目;高速搅拌机转速300rpm,温度为100-120℃;
[0160]
s3:造粒:将所述混合料通过螺杆挤出机挤出造粒;该螺杆挤出机的料筒温度为150-170℃;
[0161]
s4:挤出成型:将步骤s3所得的粒料经螺杆挤出机熔融挤出,该螺杆挤出机采用五段独立控温:第一段150℃,第二段165℃,第三段175℃,第四段165℃,第五段160℃;挤出后立即水冷定型,切料收集。
[0162]
通过上述方法,制备出本发明第三组实施方式的内部具有多个空腔的填料,其具有约1200m2/m3有效比表面积,参见图3。
[0163]
实施例6
[0164]
本实施例与实施例5填料组成相同,主要区别在于制备方法中挤出成型时加入发泡剂得到了发泡多孔填料,包括如下步骤:
[0165]
s1:混炼:将高密度聚乙烯40份加入塑炼机,在175
±
3℃的温度下熔融;再加入硫-β-环糊精包合物10份,混炼8分钟,下片并破碎成微米级颗粒母料;
[0166]
s2:物料共混:将所述母料、剩余的60份高密度聚乙烯、分子筛活化粉、硬脂酸、四
氧化三铁、聚乙烯蜡通过高速搅拌机混合,得混合料;所述分子筛活化粉、硫-β-环糊精包合物、辅料的粒径均小于200目;高速搅拌机转速300rpm,温度为100-120℃;
[0167]
s3:造粒:将所述混合料通过螺杆挤出机挤出造粒;该螺杆挤出机的料筒温度为150-170℃;
[0168]
s4:挤出成型:将步骤s3所得的粒料、及0.25重量份偶氮二甲酰胺(adca)一同加入螺杆挤出机,熔融挤出,该螺杆挤出机设置五路加热装置并对料筒的温度进行分区独立控制,分区温度如下:150℃,165℃,175℃,165℃,和160℃。挤出成型后立即水冷,并切割成需要长度。
[0169]
通过上述方法,制备出本发明的内部具有多个空腔的发泡多孔悬浮填料,其具有大于1400m2/m3有效比表面积。
[0170]
实施例7
[0171]
本实施例与实施例6的填料组成及制备方法相同,区别在于对填料进行了等离子体表面处理,在氧气气氛下,控制产生的电子的能量在8ev,处理时间5分钟。
[0172]
对比例1
[0173]
与实施例1-2同类型、未改性聚乙烯填料,参见图1,有效比表面积约450m2/m3。
[0174]
对比例2
[0175]
与实施例3-4同类型、未改性聚乙烯填料,参见图2,有效比表面积约800m2/m3。
[0176]
测试结果及分析
[0177]
硝化活性测试:
[0178]
以相同规格型号的实施例1-2和对比例1、实施例3-4和对比例2、以及实施例5-7的填料分别在低温(13℃左右)条件下挂膜,填料填充率为50%,保持do控制在2~5mg/l,初始氨氮浓度50mg/l,20d后硝化活性测试结果见表1。
[0179]
厌氧氨氧化菌富集性能测试:
[0180]
以相同规格型号的实施例1-2和对比例1、实施例3-4和对比例2、以及实施例5-7的填料在处理生活污水的aoo中试条件下投入缺氧池运行,6个月后对填料中厌氧氨氧化菌进行检测,结果见表1。
[0181]
表1本发明实施例和对比例的测试结果
[0182][0183]
通过对比实验可见,在第一组和第二组实施方式的同组内,实施例的悬浮填料与对应的相同规格型号的普通填料相比,在硝化活性和厌氧氨氧化菌的富集效果方面具有明显的优势。同组实施例填料的硝化活性为对比例普通填料硝化活性的3倍以上;在产生和富集厌氧氨氧化菌方面更为明显,对比例的普通填料几乎没有产生和富集能力,而本发明的悬浮填料展现出较好的生物活性,这主要得益于本发明填料的组成成分及其配比的选择。使用碱改性4a分子筛活化粉,增加了填料吸附氨氮性能;硫-β-环糊精包合物所包合的硫粉
在硫自养反硝化菌作用下将硝酸盐氮还原为亚硝酸盐氮,厌氧氨氧化菌将亚硝酸盐氮和氨氮转化为氮气。在挂膜初始通过硫自养反硝化的促进作用提升厌氧氨氧化菌的挂膜速度。同时,填料上负载的金属离子可促进厌氧氨氧化菌的代谢,提高其酶活性,从而提高脱氮效果。
[0184]
在此高脱氮组分的组合之外,采用高密度聚乙烯为基料、在填料中加入硫-β-环糊精包合物以及聚乙烯蜡,为填料在物理性能、亲水性及加工性能等方面提供了必要的辅助支撑,保证上述脱氮效果的充分、高效发挥。
[0185]
第一组和第二组实施方式之间对比可见,即从图1到图2,随着实施例1、3,或者实施例2、4的填料构型改变,对应填料的有效比表面积提高,受有效比表面积影响较大的硝化活性显示出明显增加,厌氧氨氧化菌比例保持在较高水平,厌氧氨氧化菌的富集效果较好;并且同组内,兼具内部空腔和发泡多孔结构的实施例2、4的填料的有效比表面积,以及硝化活性和厌氧氨氧化菌的富集效果都更优于对应的实施例1、3,可见,采用发泡剂致孔以提升填料有效比表面积的方式有利于提高脱氮效果。
[0186]
第三组实施方式的实施例5-7通过构型的调整,显著的增加了有效比表面积,但其硝化活性和厌氧氨氧化菌的富集效果仅比第二组实施方式的实施例稍有提高,主要原因在于其组分中碱改性4a分子筛活化粉用量相对较少,即氨氮吸附剂用量较少。因而,根据实际应用需要,选择合适的组分含量,配合高效的填料构型,是得到高脱氮效果的综合方式。
[0187]
此外,实施例7是在实施例6的基础上增加了填料的表面处理,上述表面处理能够增强填料表面活性,在测试初期能够观察到其填料挂膜速度较快,但对测试整体硝化活性和厌氧氨氧化菌的富集效果作用并不明显,其测试结果与实施例6相近。
[0188]
综上所述,本发明的活性生物悬浮填料具备厌氧氨氧化菌快速富集性能,同时具有优秀的悬浮、亲水性等综合性能,能够稳定的实现缺氧池更好的脱氮效果,并且加工简便高效、构型选择灵活、环境适应性强、便于推广应用,具有巨大的经济价值和环保价值。
[0189]
以上介绍了本发明的较佳实施方式,旨在使得本发明的精神更加清楚和便于理解,并不是为了限制本发明,凡在本发明的精神和原则之内,所做的修改、替换、改进,均应包含在本发明所附的权利要求概括的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。