1.本发明涉及微波吸收材料技术领域,具体涉及一种全开孔耐水型微波吸收材料及其制造工艺。
背景技术:
2.微波吸收材料片广泛用于电子产品领域,电子产品日益向智能化、集成化、轻薄化、多功能化等方向发展,随着电路板集成度的增加和数据传输速度的提升,芯片等电子器件的发热量越来越大,且电路板上的元器件往往会对相邻部件产生电磁干扰,导致电子产品电量使用过快、操作失灵、运行缓慢等,因此往往会在电子元器件上施加吸波材料片。
3.针对现有技术存在以下问题:
4.1、现有的全开孔耐水型微波吸收材料,对微波的吸收效率较低,会有一部分微波穿过全开孔耐水型微波吸收材料对其他的电子器件造成影响;
5.2、现有的在对全开孔耐水型微波吸收材料进行弯曲时,经常出现全开孔耐水型微波吸收材料开裂的问题,从而导致全开孔耐水型微波吸收材料损坏;
6.3、现有的全开孔耐水型微波吸收材料在生产过程中工艺流出复杂,从而大大降低了全开孔耐水型微波吸收材料的生产效率,提高了全开孔耐水型微波吸收材料生产所需原料的损耗。
技术实现要素:
7.本发明提供一种全开孔耐水型微波吸收材料及其制造工艺,以解决上述背景技术中提出的问题。
8.为解决上述技术问题,本发明所采用的技术方案是:
9.第一方面,本发明提供了一种全开孔耐水型微波吸收材料,包括第一微波吸收锥体层,所述第一微波吸收锥体层的下表面固定连接有第一微波吸收板层,所述第一微波吸收板层的下表面固定连接有第一微波发射板层,所述第一微波发射板层的下表面固定连接有导流加固板层,所述导流加固板层的下表面固定连接有第二微波发射板层,所述第二微波发射板层的下表面固定连接有第二微波吸收板层,所述第二微波吸收板层的下表面固定连接有第二微波吸收锥体层。
10.本发明技术方案的进一步改进在于:所述导流加固板层包括加固板层,所述加固板层的背面与第二微波发射板层的上表面固定连接,所述加固板层正面的水平方向开设有圆形导流孔,所述加固板层正面的竖直方向开设有六边形导流孔。
11.采用上述技术方案,该方案中的加固板层、六边形导流孔、圆形导流孔之间的相互配合,对全开孔耐水型微波吸收材料的内部进行加固,防止在对全开孔耐水型微波吸收材料进行弯曲时导致全开孔耐水型微波吸收材料出现开裂的问题,对进入到全开孔耐水型微波吸收材料内部的水进行导流,从而提高全开孔耐水型微波吸收材料的排水效果,避免水进入到全开孔耐水型微波吸收材料中,长时间无法干燥。
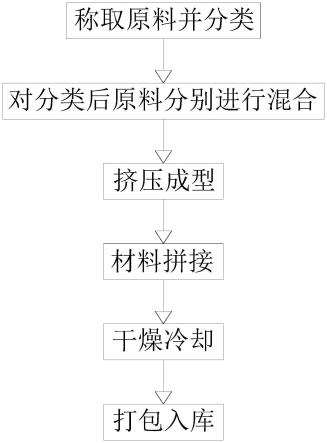
12.第二方面,本发明还提供了一种全开孔耐水型微波吸收材料的制造工艺,该全开孔耐水型微波吸收材料的制造工艺,包括以下步骤:
13.步骤一:称取原料并分类;
14.步骤二:对分类后原料分别进行混合;
15.步骤三:挤压成型;
16.步骤四:材料拼接;
17.步骤五:干燥冷却;
18.步骤六:打包入库。
19.本发明技术方案的进一步改进在于:所述步骤一包括:将称取后的原料进行分类堆放,分别为:
20.a1、微波吸收类原料:便于对微波进行吸收的材料,同时也是全开孔耐水型微波吸收材料制造所需的主要材料;
21.a2、微波反射类原料:便于对穿过微波吸收材料并未被吸收的部分微波进行发射,从而使微波吸收材料对微波进行二次吸收;
22.a3、加固类原料:对全开孔耐水型微波吸收材料的中部进行加固的材料,避免在对全开孔耐水型微波吸收材料进行弯曲时发生断裂的情况。
23.采用上述技术方案,便于对原料进行分类加工,从而提高的全开孔耐水型微波吸收材料生产效率。
24.本发明技术方案的进一步改进在于:所述步骤二包括:对称取分类后的原料进行分别混合,使原料与原料之间混合均匀,混合时间均为0.5-1h。
25.采用上述技术方案,对原料进行分类均匀的缓和,提高全开孔耐水型微波吸收材料对微波的吸收效率。
26.本发明技术方案的进一步改进在于:所述步骤三包括:对混合均匀后的原料进行挤压成型,分别将原料挤压成:
27.b1、带有锥体的板材:利用模具将混合均匀后的微波吸收类原料进行挤压成带有椎体的板材;
28.b2、平整的板材:利用模具将混合均匀后的微波发射原料进行挤压成表面相对平整的板材;
29.b3、带有导流孔的板材:利用模具将混合均匀后的加固类原料进行挤压成带有导流孔的板材。
30.采用上述技术方案,便于对原料进行加工,降低全开孔耐水型微波吸收材料生产加工时的技术要求水平,便于对全开孔耐水型微波吸收材料进行加工。
31.本发明技术方案的进一步改进在于:所述步骤四包括:利用粘接材料将挤压形后的原料进行依次拼接使其形成全开孔耐水型微波吸收材料雏形。
32.采用上述技术方案,提高全开孔耐水型微波吸收材料生产后的合格率,从而降低全开孔耐水型微波吸收材料生产所需的成本。
33.本发明技术方案的进一步改进在于:所述步骤五包括:
34.c1、利用加热设备对全开孔耐水型微波吸收材料雏形进行加热先处理,去除全开孔耐水型微波吸收材料雏形中的水分,使全开孔耐水型微波吸收材料雏形中的原料与原料
之间相互吸附,形成全开孔耐水型微波吸收材料,加热温度为55-75度,加热时间的2-3h;
35.c2、利用冷却设备对全开孔耐水型微波吸收材料进行降温处理,使其温度降低到20-25度,冷却时间为1-1.5h。
36.采用上述技术方案,对全开孔耐水型微波吸收材料雏形内部的分子结构之间相互吸附,使其成型。
37.本发明技术方案的进一步改进在于:所述步骤六包括:对加工完成后的全开孔耐水型微波吸收材料进行检测后,对开孔耐水型微波吸收材料进行打包,然后,将开孔耐水型微波吸收材料放置到仓库中对开孔耐水型微波吸收材料进行储存。
38.采用上述技术方案,对加工完后的全开孔耐水型微波吸收材料合格率进行判断,从而达到对全开孔耐水型微波吸收材料生产后的质量进行把控的效果。
39.由于采用了上述技术方案,本发明相对现有技术来说,取得的技术进步是:
40.1、本发明提供一种全开孔耐水型微波吸收材料及其制造工艺,采用第一微波吸收锥体层、第一微波吸收板层、第一微波发射板层、第二微波发射板层、第二微波吸收板层、第二微波吸收锥体层之间的相互配合,通过第一微波吸收板层和第二微波吸收板层的作用,对进入到全开孔耐水型微波吸收材料中的大部分微波进行吸收,同时,利用第一微波吸收锥体层和第二微波吸收锥体层的作用,减少微波与全开孔耐水型微波吸收材料进行冲击后的折射,并利用第一微波发射板层和第二微波发射板层的作用,对穿过第一微波吸收板层和第二微波吸收板层的外壁进行发射,使微波吸收材料对微波再次进行吸收,从而达到提高了全开孔耐水型微波吸收材料对的吸收效率,降低微波对周围缓冲造成的影响,避免电子器件之间产生的微波对其他电子器件产生的微波造成干扰的问题。
41.2、本发明提供一种全开孔耐水型微波吸收材料及其制造工艺,采用加固板层、六边形导流孔、圆形导流孔之间的相互配合,通过加固板层的作用,对全开孔耐水型微波吸收材料的内部进行加固,防止在对全开孔耐水型微波吸收材料进行弯曲时导致全开孔耐水型微波吸收材料出现开裂的问题,从而导致全开孔耐水型微波吸收材料无法正常使用,并利用六边形导流孔和圆形导流孔的作用,对进入到全开孔耐水型微波吸收材料内部的水进行导流,从而提高全开孔耐水型微波吸收材料的排水效果,避免水进入到全开孔耐水型微波吸收材料中,长时间无法干燥,使全开孔耐水型微波吸收材料对微波的吸收效果造成影响的问题。
42.3、本发明提供一种全开孔耐水型微波吸收材料及其制造工艺,通过分类加工的方法,便于对全开孔耐水型微波吸收材料进行生产时进行流水线加工的方法,提高对全开孔耐水型微波吸收材料生产的效率,大大降低了全开孔耐水型微波吸收材料生产所需的时间,同时避免避原有复杂的工艺流程造成原料的浪费,通过合理的分配工劳动力大大提高了工作人员的加工效果,大大降低对全开孔耐水型微波吸收材料生产加工的成本。
附图说明
43.图1为本发明的全开孔耐水型微波吸收材料的结构示意图;
44.图2为本发明导流加固板层的剖视结构示意图;
45.图3为本发明的工艺流程示意图。
46.图中:1、第一微波吸收锥体层;2、第一微波吸收板层;3、第一微波发射板层;4、导
流加固板层;41、加固板层;42、六边形导流孔;43、圆形导流孔;5、第二微波发射板层;6、第二微波吸收板层;7、第二微波吸收锥体层。
具体实施方式
47.下面结合实施例对本发明做进一步详细说明:
48.实施例1
49.第一方面,如图1-2所示,本发明提供了一种全开孔耐水型微波吸收材料,包括第一微波吸收锥体层1,第一微波吸收锥体层1的下表面固定连接有第一微波吸收板层2,第一微波吸收板层2的下表面固定连接有第一微波发射板层3,第一微波发射板层3的下表面固定连接有导流加固板层4,导流加固板层4的下表面固定连接有第二微波发射板层5,第二微波发射板层5的下表面固定连接有第二微波吸收板层6,第二微波吸收板层6的下表面固定连接有第二微波吸收锥体层7。
50.在本实施例中,通过第一微波吸收板层2和第二微波吸收板层6的作用,对进入到全开孔耐水型微波吸收材料中的大部分微波进行吸收,同时,利用第一微波吸收锥体层1和第二微波吸收锥体层7的作用,减少微波与全开孔耐水型微波吸收材料进行冲击后的折射,并利用第一微波发射板层3和第二微波发射板层5的作用,对穿过第一微波吸收板层2和第二微波吸收板层6的外壁进行发射,使微波吸收材料对微波再次进行吸收,从而达到提高了全开孔耐水型微波吸收材料对的吸收效率,降低微波对周围缓冲造成的影响,避免电子器件之间产生的微波对其他电子器件产生的微波造成干扰。
51.实施例2
52.如图1-2所示,在实施例1的基础上,本发明提供一种技术方案:优选的,导流加固板层4包括加固板层41,加固板层41的背面与第二微波发射板层5的上表面固定连接,加固板层41正面的水平方向开设有圆形导流孔43,加固板层41正面的竖直方向开设有六边形导流孔42。
53.在本实施例中,通过加固板层41的作用,对全开孔耐水型微波吸收材料的内部进行加固,防止在对全开孔耐水型微波吸收材料进行弯曲时导致全开孔耐水型微波吸收材料出现开裂,从而导致全开孔耐水型微波吸收材料无法正常使用,并利用六边形导流孔42和圆形导流孔43的作用,对进入到全开孔耐水型微波吸收材料内部的水进行导流,从而提高全开孔耐水型微波吸收材料的排水效果,避免水进入到全开孔耐水型微波吸收材料中,长时间无法干燥,使全开孔耐水型微波吸收材料对微波的吸收效果造成影响。
54.实施例3
55.第二方面,如图3所示,本发明还提供了一种全开孔耐水型微波吸收材料的制造工艺,该全开孔耐水型微波吸收材料的制造工艺,包括以下步骤:
56.步骤一:称取原料并分类;
57.步骤二:对分类后原料分别进行混合;
58.步骤三:挤压成型;
59.步骤四:材料拼接;
60.步骤五:干燥冷却;
61.步骤六:打包入库。
62.其中步骤一包括:将称取后的原料进行分类堆放,分别为:
63.a1、微波吸收类原料:便于对微波进行吸收的材料,同时也是全开孔耐水型微波吸收材料制造所需的主要材料;
64.a2、微波反射类原料:便于对穿过微波吸收材料并未被吸收的部分微波进行发射,从而使微波吸收材料对微波进行二次吸收;
65.a3、加固类原料:对全开孔耐水型微波吸收材料的中部进行加固的材料,避免在对全开孔耐水型微波吸收材料进行弯曲时发生断裂的情况。
66.其中步骤二包括:对称取分类后的原料进行分别混合,使原料与原料之间混合均匀,混合时间均为0.5-1h。
67.其中步骤三包括:对混合均匀后的原料进行挤压成型,分别将原料挤压成:
68.b1、带有锥体的板材:利用模具将混合均匀后的微波吸收类原料进行挤压成带有椎体的板材;
69.b2、平整的板材:利用模具将混合均匀后的微波发射原料进行挤压成表面相对平整的板材;
70.b3、带有导流孔的板材:利用模具将混合均匀后的加固类原料进行挤压成带有导流孔的板材。
71.其中步骤四包括:利用粘接材料将挤压形后的原料进行依次拼接使其形成全开孔耐水型微波吸收材料雏形。
72.其中步骤五包括:
73.c1、利用加热设备对全开孔耐水型微波吸收材料雏形进行加热先处理,去除全开孔耐水型微波吸收材料雏形中的水分,使全开孔耐水型微波吸收材料雏形中的原料与原料之间相互吸附,形成全开孔耐水型微波吸收材料,加热温度为55-75度,加热时间的2-3h;
74.c2、利用冷却设备对全开孔耐水型微波吸收材料进行降温处理,使其温度降低到20-25度,冷却时间为1-1.5h。
75.其中步骤六包括:对加工完成后的全开孔耐水型微波吸收材料进行检测后,对开孔耐水型微波吸收材料进行打包,然后,将开孔耐水型微波吸收材料放置到仓库中对开孔耐水型微波吸收材料进行储存。
76.在本实施例中,通过分类加工的方法,便于对全开孔耐水型微波吸收材料进行生产时进行流水线加工的方法,提高对全开孔耐水型微波吸收材料生产的效率,大大降低了全开孔耐水型微波吸收材料生产所需的时间,同时避免避原有复杂的工艺流程造成原料的浪费,通过合理的分配工劳动力大大提高了工作人员的加工效果,大大降低对全开孔耐水型微波吸收材料生产加工的成本。
77.上文一般性的对本发明做了详尽的描述,但在本发明基础上,可以对之做一些修改或改进,这对于技术领域的一般技术人员是显而易见的。因此,在不脱离本发明思想精神的修改或改进,均在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。