1.本实用新型涉及齿轮加工刀具,具体涉及一种超大模数高效的可转位齿轮滚刀。
背景技术:
2.目前,可转位齿轮滚刀的应用已经非常普遍,其中模数m10到m25的可转位齿轮滚刀的法向齿形的搭接形式基本采用左右两侧刀片搭接的形式,刀体的直径在φ240~φ320之间,齿顶刀片和齿侧刀片都加工齿轮的齿根部分,基本可以保证滚刀的圆周切削齿轮齿根处的有效加工刀片在12片以上,由于左右两侧齿侧刀片的长度会随着模数的增大而增长,所以在模数大于m25的时候,齿侧刀片的长度一般要大于80mm,这对于硬质合金的制造来说难度非常之大,而且制造稳定性不理想,废品率很高,成本浪费非常严重,不利于刀具的推广应用,因此设计齿形的时候就需要把齿侧刀片和齿顶刀片分开,即只有齿顶刀片加工齿轮的齿根圆弧部分,齿侧刀片加工齿轮的齿侧部分,在齿根处对齿轮表面的粗糙度要求不高的情况下是可行的,但是随着风电技术的快速发展,对齿轮齿根表面处粗糙度的要求越来越高,现有的大模数滚刀刀体的直径要做的很大才能满足要求,基本直径要大于φ500,这样成本会非常高,而且这样有的用户的齿轮加工设备安装也会受限,况且在同等条件下由于加工齿轮齿根部分刀片数量少,加工效率也大大降低。因此,急需开发一款满足要求的性价比高的超大模数的可转位的高效齿轮滚刀,这样加工后的齿轮的根部表面粗糙度会大大提高,有利于风电齿轮箱的强度提升,大大助力风电行业的发展,同时刀具的生产加工成本和用户的使用成本都会大幅度降低。
技术实现要素:
3.本实用新型为了解决在刀体直径不变或变化不大的条件下解决超大模数滚刀的刀体圆周有效刀片数量少,被加工齿轮齿根的表面粗糙度低,已不能满足风电技术的飞速发展和装机容量的不断扩大对齿轮根部的表面粗糙度的要求的问题,提供了一种超大模数高效的可转位齿轮滚刀,解决该问题的具体技术方案如下:
4.本实用新型的一种超大模数高效的可转位齿轮滚刀,由螺旋刀体、可转位硬质合金齿侧刀片、可转位硬质合金齿顶小刀片、可转位硬质合金齿顶大刀片和齿顶刀片压紧螺钉组成,可转位硬质合金齿顶小刀片设在可转位硬质合金齿侧刀片的头部位置,可转位硬质合金齿顶小刀片与可转位硬质合金齿侧刀片共用一个刀槽,刀槽内开有螺孔,可转位硬质合金齿顶小刀片上开有螺钉间隙孔,可转位硬质合金齿顶小刀片由齿顶刀片压紧螺钉经刀片螺钉间隙孔与刀槽内的螺孔将其固定在螺旋刀体上,可转位硬质合金齿侧刀片和可转位硬质合金齿顶小刀片与可转位硬质合金齿顶大刀片均匀布置在螺旋刀体的圆周两侧的顶部,可转位硬质合金齿侧刀片、可转位硬质合金齿顶小刀片和可转位硬质合金齿顶大刀片构成可转位齿轮滚刀的法向齿形。
5.本实用新型的一种超大模数高效的可转位齿轮滚刀,采用可转位硬质合金齿顶小刀片设在可转位硬质合金齿侧刀片的头部上,小可转位硬质合金齿顶刀片与可转位硬质合
金齿侧刀片共用一个刀槽,根据展成原理可知,可转位硬质合金齿顶小刀片与可转位硬质合金齿顶大刀片共同作用增加了加工齿根处刀片的数量,使得加工齿根圆弧处的有效刀片≥12片,能有效提高齿根处的表面粗糙度,加工效率高,此设计与传统设计相比不仅保证了可转位硬质合金齿侧刀片在不增加长度的情况下,增加了可转位硬质合金齿顶刀片的数量,又将刀体的直径控制在φ320~φ360之间,达到了风电领域发展对齿轮根部强度的要求,同时也降低了用户的使用成本和刀具厂的制造成本。
附图说明
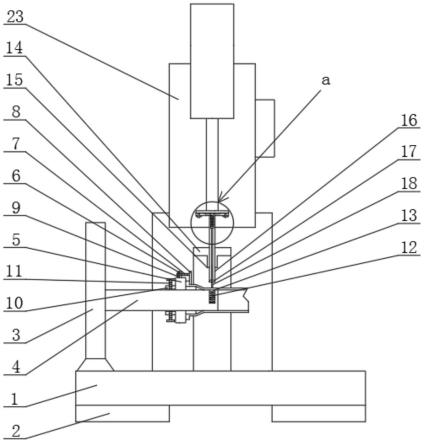
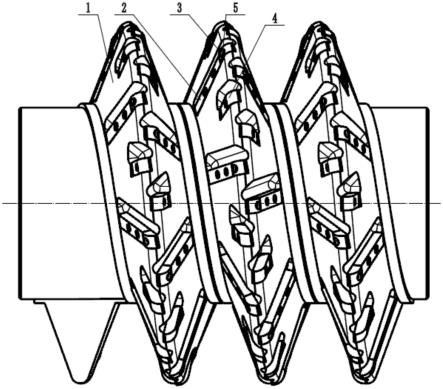
6.图1为本实用新型的主视图,图2是图1的左视图,图3是可转位硬质合金齿侧刀片与可转位硬质合金齿顶小刀片和可转位硬质合金齿顶大刀片构成的法向齿形图,图4是可转位硬质合金齿顶小刀片的主视图,图5是图4的俯视图,图6是可转位硬质合金齿侧刀片的主视图,图7是图6的俯视图,图8是可转位硬质合金齿顶大刀片的主视图,图9是图8的俯视图,图10是滚刀的3d视图,图11为可转位硬质合金齿顶小刀片和可转位硬质合金齿侧刀片的装配主视图,图12为图11的俯视图。图中2-1为可转位硬质合金齿侧刀片的螺钉间隙孔,4-1为可转位硬质合金齿顶大刀片的螺钉间隙孔。
具体实施方式
7.具体实施方式一:结合图1至图10描述本实施方式。本实施方式由螺旋刀体1、可转位硬质合金齿侧刀片2、可转位硬质合金齿顶小刀片3、可转位硬质合金齿顶大刀片4和齿顶刀片压紧螺钉5组成,可转位硬质合金齿顶小刀片3设在可转位硬质合金齿侧刀片2的头部位置,可转位硬质合金齿顶小刀片3与可转位硬质合金齿侧刀片2共用一个刀槽,刀槽内开有螺孔,可转位硬质合金齿顶小刀片3上开有螺钉间隙孔3-1,可转位硬质合金齿顶小刀片3由齿顶刀片压紧螺钉5经刀片螺钉间隙孔3-1与刀槽内的螺孔将其固定在螺旋刀体1上,可转位硬质合金齿侧刀片2和可转位硬质合金齿顶小刀片3与可转位硬质合金齿顶大刀片4均匀布置在螺旋刀体1的圆周两侧的顶部,可转位硬质合金齿侧刀片2和可转位硬质合金齿顶小刀片3与可转位硬质合金齿顶大刀片4构成可转位齿轮滚刀的法向齿形。
8.具体实施方式二:结合图1、图2、图3和图10描述本实施方式。本实施方式所述的将可转位硬质合金齿顶小刀片3设计成与可转位硬质合金齿顶大刀片4的圆弧处相同的小刀片的两转位形式,小尺寸齿顶刀片的生产和制造已很成熟,成本也非常容易控制在很合理的范围。
9.具体实施方式三:结合图11、图12描述本实施方式。本实施方式所述的可转位硬质合金齿顶小刀片3的左端与可转位硬质合金齿侧刀片2的右端贴合对齐,可转位硬质合金齿顶小刀片3的另外两个定位面分别贴合在刀槽的底面和侧面。
10.具体实施方式四:结合图1、图2、图3和图10描述本实施方式。结合本实施方式所述的可转位硬质合金齿顶小刀片3和可转位硬质合金齿大顶刀片4共同加工齿轮的齿根部分,使刀体圆周布置有效刀片的数量≥12片。
11.具体实施方式四:结合图3描述本实施方式。本实施方式所述的可转位硬质合金刀片的排列形式适用于法向模数大于mn25以上的齿轮加工。
12.具体实施方式五:结合图1至图3描述本实施方式。本实施方式所述的可转位硬质
合金齿顶小刀片3、可转位硬质合金齿顶大刀片4和可转位硬质合金齿侧刀片2构成可转位齿轮滚刀的法向齿形。
13.具体实施方式六:结合图1、图2描述本实施方式。本实施方式所述的可转位硬质合金齿顶小刀片3和可转位硬质合金齿侧刀片2与可转位硬质合金齿顶大刀片4在刀体的圆周交错布置。
14.具体实施方式七:结合图1、图2描述本实施方式。本实施方式所述的螺旋刀体1为整体结构,采用内孔与端面定位,轴向键槽和螺旋端头辅助定位。
15.可转位硬质合金齿侧刀片2与可转位硬质合金齿顶小刀片3的安装顺序为:先安装可转位硬质合金齿侧刀片2,再安装可转位硬质合金齿顶小刀片3,拆卸的顺序相反。
16.以上实施例仅是示例性的,并不局限本实用新型,应当指出对于本领域的技术人员来说,在本实用新型所提供的技术方案的启示下,所做出的其它等同的多种变化、修改、替换和变型,均应视为本实用新型的保护范围。
技术特征:
1.一种超大模数高效的可转位齿轮滚刀,它由螺旋刀体、可转位硬质合金齿侧刀片、可转位硬质合金齿顶小刀片、可转位硬质合金齿顶大刀片和齿顶刀片压紧螺钉组成,其特征在于:可转位硬质合金齿顶小刀片设在可转位硬质合金齿侧刀片头部位置,可转位硬质合金齿顶小刀片与可转位硬质合金齿侧刀片共用一个刀槽,刀槽内开有螺孔,可转位硬质合金齿顶小刀片上开有螺钉间隙孔,可转位硬质合金齿顶小刀片由齿顶刀片压紧螺钉经刀片螺钉间隙孔与刀槽内的螺孔将其固定在螺旋刀体上,可转位硬质合金齿侧刀片和可转位硬质合金齿顶小刀片与可转位硬质合金齿顶大刀片均匀布置在螺旋刀体的圆周两侧的顶部,可转位硬质合金齿侧刀片和可转位硬质合金齿顶小刀片与可转位硬质合金齿顶大刀片构成可转位齿轮滚刀的法向齿形。2.根据权利要求1所述的一种超大模数高效的可转位齿轮滚刀,其特征在于:将所述的可转位硬质合金齿顶小刀片设计成与可转位硬质合金齿顶大刀片的圆弧处相同的小刀片的两转位形式。3.根据权利要求1所述的一种超大模数高效的可转位齿轮滚刀,其特征在于:所述的可转位硬质合金齿顶小刀片的左端与可转位硬质合金齿侧刀片的右端贴合对齐,可转位硬质合金齿顶小刀片的另外两个定位面分别贴合在刀槽的底面和侧面。4.根据权利要求1所述的一种超大模数高效的可转位齿轮滚刀,其特征在于:所述的可转位硬质合金齿顶小刀片和可转位硬质合金齿顶大刀片在螺旋刀体圆周布置的有效刀片数量≥12片。5.根据权利要求1所述的一种超大模数高效的可转位齿轮滚刀,其特征在于:所述的可转位硬质合金刀片的排列形式适用于法向模数大于mn25的齿轮工件。6.根据权利要求1所述的一种超大模数高效的可转位齿轮滚刀,其特征在于:所述的可转位硬质合金齿顶小刀片和可转位硬质合金齿侧刀片与可转位硬质合金齿顶大刀片在刀体的圆周交错布置。7.根据权利要求1所述的一种超大模数高效的可转位齿轮滚刀,其特征在于:所述的螺旋刀体为整体结构,采用内孔与端面定位,轴向键槽和螺旋端头辅助定位。
技术总结
一种超大模数高效的可转位齿轮滚刀,它涉及齿轮加工刀具。它解决了传统超大模数可转位齿轮滚刀在相同直径的情况下圆周有效齿数小于12片的难题。本实用新型的可转位硬质合金齿顶小刀片设在可转位硬质合金齿侧刀片头部位置,可转位硬质合金齿顶小刀片与可转位硬质合金齿侧刀片共用一个刀槽。本实用新型在相同直径或直径变动不大的情况下,刀体圆周有效刀片数量≥12片,解决了生产加长合金刀片和滚刀直径需要增加很大等成本高的问题,节省了滚刀的制造成本的优点。制造成本的优点。制造成本的优点。
技术研发人员:杨永德 黄鑫
受保护的技术使用者:哈尔滨山纳工具制造有限公司
技术研发日:2022.10.10
技术公布日:2022/12/13
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。