1.本实用新型涉及汽车零部件生产技术领域,具体涉及一种用于遮阳板表皮标签的烫印装置。
背景技术:
2.遮阳板,是设置在驾驶位、副驾驶位前上方,用于遮挡刺眼阳光的零部件。在遮阳板的背部表面,一般会设置标签,上面写有“warning”等字样,提示使用者在使用过程中需要注意的一些问题。这种标签,现在一般通过人工方式,将其黏贴在遮阳板外皮上。这种方式效率较低,而且通过胶水黏连,时间久了之后标签容易脱落。
3.因此,本领域急需一种加工容易且黏连性能良好的加工装置。
技术实现要素:
4.本实用新型的目的就是为了克服上述现有技术存在的缺陷而提供用于遮阳板表皮标签的烫印装置。
5.为了实现本实用新型之目的,本技术提供以下技术方案。
6.在第一方面中,本技术提供一种用于遮阳板表皮标签的烫印装置,所述装置包括:
7.工作台:所述工作台上设有与遮阳板表皮形状相匹配的放置槽;
8.标签输送单元:包括放卷轴、收卷轴以及胶带,所述胶带的两端分别收卷在放卷轴和收卷轴上,且在胶带上均匀且间隔设有标签,所述标签的上表面与胶带粘连,位于放卷轴和收卷轴之间的胶带位于工作台上方;
9.热压单元:设置在胶带的上方,包括热压板和升降机构,所述热压板内设有加热器。
10.工作时,将遮阳板表皮放置在工作台上,当带有标签的胶带移动至工作台上方,然后升降机构带动热压板下降,将标签和胶带往下压,直至标签与遮阳板表皮接触,然后热压板中的加热器工作,使得标签与胶带分离,同时标签另一侧受热熔融,贴合在遮阳板表皮,3~5s之后,热压板上抬,标签就粘附在遮阳板表面,完成标签的烫印。
11.在第一方面的一种实施方式中,所述工作台中设有x向轨道,所述x向轨道上滑动设置第一滑动台,所述第一滑动台上设有y向轨道,所述y向轨道上滑动设置第二滑动台,所述第二滑动台的上表面设有放置槽,所述x向轨道和y向轨道的方向相互垂直。由于标签输送单元的位置不能随意变动,因此为了便于放置及收取遮阳板表皮时不会与胶带发生碰撞,本技术通过设置x向轨道和y向轨道,使得遮阳板表皮能够移动,待其远离胶带之后,再放置或收取遮阳板表皮。
12.在第一方面的一种实施方式中,所述标签的另一侧表面涂覆热熔胶。热熔胶在受热熔融后粘附在遮阳板表皮上,待其冷却后,具有良好的固定性,不易脱落。
13.在第一方面的一种实施方式中,所述装置设有机械手臂,所述机械手臂用于将遮阳板表皮放置到所述放置槽内。本技术通过机械手臂放置或收取遮阳板表皮,效率更高。
14.在第一方面的一种实施方式中,所述机械手臂的顶端设有吸气机构。
15.在第一方面的一种实施方式中,所述装置设有检测单元,所述检测单元设置在所述工作台的上方。本技术设置检测单元,是为了检测烫印的表现是否存在污的情况,也可检测其固定位置是否合理。
16.在第一方面的一种实施方式中,所述检测单元为ccd相机。
17.在第一方面的一种实施方式中,所述装置设有控制器,所述控制器与标签输送单元和热压单元连接,并用于控制两者的运行。另外,该控制器也可与机械手臂信号连接,控制机械手臂的运行。
18.与现有技术相比,本实用新型的有益效果在于:
19.(1)该装置可自动完成标签的烫印,自动化程度高,生产效率高;
20.(2)烫印质量好,标签不易脱落。
附图说明
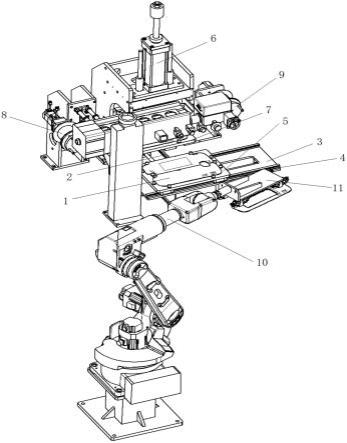
21.图1为本技术烫印装置的整体结构示意图;
22.图2为本装置烫印前各零部件位置示意图;
23.图3为本装置烫印时各零部件的位置示意图。
24.在附图中,1为遮阳板表皮,2为x向轨道,3为第一滑动台,4为y向轨道,5为第二滑动台,6为升降机构,7为热压板,8为放卷轴,9为收卷轴,10为机械手臂,11为吸气机构,12为胶带,13为标签。
具体实施方式
25.除非另作定义,在本说明书和权利要求书中使用的技术术语或者科学术语应当为本实用新型所属技术领域内具有一般技能的人士所理解的通常意义。本文中列举的所有的从最低值到最高值之间的数值,是指当最低值和最高值之间相差两个单位以上时,最低值与最高值之间以一个单位为增量得到的所有数值。
26.以下将描述本实用新型的具体实施方式,需要指出的是,在这些实施方式的具体描述过程中,为了进行简明扼要的描述,本说明书不可能对实际的实施方式的所有特征均作详尽的描述。在不偏离本实用新型的精神和范围的情况下,本领域技术人员可以对本实用新型的实施方式进行修改和替换,所得实施方式也在本实用新型的保护范围之内。
27.实施例
28.下面将对本实用新型的实施例作详细说明,本实施例在以本实用新型技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
29.实施例1
30.一种用于遮阳板表皮标签的烫印装置,其结构如图1所示,该烫印装置包括机械手臂10、工作台、标签13输送单元、热压单元等,具体如下:
31.工作台包括一个x向轨道2,在x向轨道2上滑动设置第一滑动台3,在第一滑动台3上设置y向轨道4,在y向轨道4上设置第二滑动台5,第二滑动台5的中央设有放置槽,遮阳板表皮1可放置在该放置槽内并保持固定。通过x向轨道2和y向轨道4,可以使得遮阳板表皮1
可以在水平面内移动,并在烫印时到达标签13的正下方。
32.标签13输送单元包括一个放卷轴8、一个收卷轴9以及收卷在两者之间的胶带12,放卷轴8和收卷轴9均设有转动电机,并在转动电机的驱动下转动。在胶带12的一个侧面(展开后位于胶带12的底面)间隔式地固定有标签13,在标签13的另一个侧面(展开后位于标签13的底面)涂有一层热熔胶。
33.热压单元包括一个升降机构6和一块热压板7,在热压板7内部设置加热器,升降机构6可以带动热压板7进行竖直方向的升降,烫印时,热压板7位于遮阳板表皮1和标签13的正上方。
34.此外,该装置还设有机械手臂10、plc控制器以及ccd相机(图上未显示plc控制器和ccd相机),在机械手臂10的顶端设有吸气机构11,plc控制器用于控制各零部件的运行,ccd相机用于检测烫印质量。
35.该装置的具体工作过程如下:
36.plc控制器控制机械手臂10移动至摆放遮阳板表皮1的货架上部,吸气机构11运行并产生负压,吸取最表面的一片遮阳板表皮1,然后机械手臂10移动,并将该遮阳板表皮1放置在放置槽中,吸气机构11停止运行,遮阳板表皮1留在放置槽中。
37.然后plc控制器控制第一滑动台3和第二滑动台5移动(两者均设有驱动器,如直线电机、气缸或其他驱动器,能驱使第一滑动台3及第二滑动台5沿着各自的轨道移动,plc控制器主要是控制这些驱动器的运行,此为现有技术,本技术不做详细介绍),直至遮阳板表皮1来到标签13正下方,此时各零部件的位置如图2所示。
38.再然后,plc控制器控制升降机构6运行,带动热压板7下降,热压板7下降的过程中与胶带12接触,并带动胶带12下降,此时,一片标签13正好位于热压板7的正下方。胶带12下降的过程中,收卷轴9和放卷轴8会在胶带12的作用下转动(即其对应的转动电机不工作)。当标签13与遮阳板表皮1接触时,各零部件的位置如图3所示,此时,plc控制器控制升降机构6停止运行,位于热压板7内部的加热器开始运行,使得热熔胶熔融,且标签13与胶带12之间在温度较高时失去粘性,相互分离,而熔融的热熔胶,使得标签13与遮阳板表皮1之间产生粘性并固定。3~5s后,plc控制器控制升降机构6上升,同时,收卷轴9和放卷轴8对应的转动机构运行,使得胶带12上升至水平,且下一张标签13移动至热压板7的正下方。同时,ccd相机对遮阳板表皮1进行拍照,检测其烫印质量,若有缺损、位置偏移太大等情况,则发出信号给plc控制器,停止整个装置的运行或发出警报。
39.最后,plc控制器控制第一滑动台3及第二滑动台5反向移动,带着烫印好标签13的遮阳板表皮1回到初始位置,然后控制机械手臂10运行,通过吸气机构11吸取该遮阳板表皮1,并将其运送至成品货架上进行存放。依次循环,每一张遮阳板表皮1的烫印,所需时间大约为15s左右,生产效率高于现有生产工艺。
40.上述对实施例的描述是为了便于本技术领域的普通技术人员能理解和应用本技术。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其它实施例中而不必付出创造性的劳动。因此,本技术不限于这里的实施例,本领域技术人员根据本技术披露的内容,在不脱离本技术范围和精神的情况下做出的改进和修改都在本技术的范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。