1.本发明涉及眼镜,特别涉及一种具有治疗和矫正近视功能的多焦点菲涅尔眼镜及其制作方法件。
背景技术:
2.目前,普通近视眼镜在矫正的时候,只针对
±5°
视场范围内的物体进行最清晰的矫正,矫正后的光线投射到视网膜中心。但是随着视角的变化,物象投射到视网膜上的区域也不同,远离中心的视网膜所接收到的光线焦点不在视网膜上,如图2所示。这会刺激视网膜向后发展,导致眼轴增长,近视进一步加深。
技术实现要素:
3.为了克服现有技术中存在的缺点和不足,本发明的目的在于提供一种具有治疗和矫正近视功能的多焦点菲涅尔眼镜及其制作方法件。本发明的主要目的就是在完成普通眼镜对
±5°
视场范围内的物体成像进行矫正的同时,解决普通近视眼镜刺激视网膜向后发展的问题,以达到治疗和矫正结合的多功能特性
4.本发明的目的通过下述技术方案实现:一种具有治疗和矫正近视功能的多焦点菲涅尔眼镜,包括平面材料,所述平面材料上设有内圈曲面、外圈曲面和中间过度曲面,所述内圈曲面上间隔设有多个内圈环状结构,所述外圈曲面上间隔设有多个外圈环状结构,所述中间过度曲面上间隔设有多个中间环状结构,所述内圈曲面能够对近视进行矫正,所述外圈曲面能够对近视进行治疗,所述内圈曲面、所述外圈曲面和所述中间过度曲面的面形参数和屈光能力均不同,所述内圈曲面的曲率半径大于所述中间过度曲面的曲率半径,所述外圈曲面的曲率半径小于所述中间过度曲面的曲率半径。
5.作为本发明具有治疗和矫正近视功能的多焦点菲涅尔眼镜及其制作方法的一种改进,所述内圈环状结构、所述外圈环状结构和中间环状结构均由多个等厚的截面从内向外呈环状分布于所述平面材料上形成,所述截面是由普通透镜的曲面面形拆分而成。
6.作为本发明具有治疗和矫正近视功能的多焦点菲涅尔眼镜及其制作方法的一种改进,所述内圈环状结构上的截面面形与所述外圈环状结构上的截面面形不同。
7.作为本发明具有治疗和矫正近视功能的多焦点菲涅尔眼镜及其制作方法的一种改进,所述内圈环状结构、所述外圈环状结构和中间环状结构的高度小于5微米。
8.作为本发明具有治疗和矫正近视功能的多焦点菲涅尔眼镜及其制作方法的一种改进,相邻的两个所述内圈环状结构之间的最小间距不超过10微米,相邻的两个所述外圈环状结构之间的最小间距不超过10微米,相邻的两个所述中间环状结构的最小间距不超过10微米。
9.作为本发明具有治疗和矫正近视功能的多焦点菲涅尔眼镜及其制作方法的一种改进,所述平面材料的厚度不超过5微米,所述平面材料为有机玻璃。
10.作为本发明具有治疗和矫正近视功能的多焦点菲涅尔眼镜及其制作方法的一种
改进,所述普通透镜为凹透镜,所述凹透镜面形采用偶次非球面。
11.本发明的另一目的是提供一种多焦点菲涅尔眼镜的制作方法,包括以下步骤:
12.s1:涂胶,将光刻胶旋涂于硅片上,
13.s2:前烘干,将硅片置于加热板上对光刻胶进行软烘,使得光刻胶具备一定的硬度;
14.s3:曝光,使用激光直写设备对光刻胶进行曝光,通过调整曝光功率能够控制曝光深度;
15.s4:显影,曝光结束后,对光刻胶进行显影,显影后得到透镜的环状结构;环状结构分布在硅片的三个不同的区域,三个不同的区域分别是内圈区域、中间过度区域和外圈区域,内圈区域、中间过度区域和外圈区域的曲率半径均不相同;
16.s5:后烘干,将步骤s4的产品进行硬烘干,得到用于纳米压印的透镜模具;
17.s6:转印,运用纳米压印设备,将模具上的透镜结构转移至有机玻璃(pmma)上,脱模后即得到透镜。
18.作为本发明多焦点菲涅尔眼镜及其制作方法的一种改进,所述步骤s1所述光刻胶选择s1818光刻胶,二阶段旋涂,涂胶完成后的光刻胶膜厚度为2.5微米,步骤s3中的激光曝光剂量1276μj/mm2,曝光分辨率300nm,扫描速度200mm/s,步骤s4中的显影采用喷淋显影,根据光刻胶膜厚2.5微米选择显影时间为35s。
19.作为本发明多焦点菲涅尔眼镜及其制作方法的一种改进,所述前烘干的加热板温度110℃,前烘干的时间为1min,所述后烘干的加热板温度110℃,后烘干的时间为30s,步骤s6中的转印采用机玻璃(pmma)作为转印底材,能够直接成形透镜,方便大规模制造。
20.本发明的有益效果在于:本发明将治疗和矫正功能集成到一个菲涅尔镜片中的设计理念及设计原理,利用菲涅尔透镜的特殊环状结构,将普通透镜曲面分离成多个等厚截面,能够极大降低镜片的厚度,特别是对于高度近视患者来说,该眼镜能够极大增加佩戴舒适度。另外,菲涅尔透镜能够拆分多种曲面于同一平面的不同区域上,实现内圈矫正,外圈治疗,使得一个眼镜不仅能够满足近视患者日常视力需求,而且能够使近视度数停止增长甚至下降。同时,通过激光直写和纳米压印技术的高精度特点实现透镜的制作,能够很好的改善菲涅尔镜片使视觉锐度下降的问题。
附图说明
21.图1为普通眼镜光迹追踪示意图;
22.图2为普通眼镜分别投射0
°
,7.5
°
,15
°
和25
°
光线时,视网膜上的光斑大小及形状。可以看到,角度越大,视网膜上的光斑半径越大,慧差也越明显;
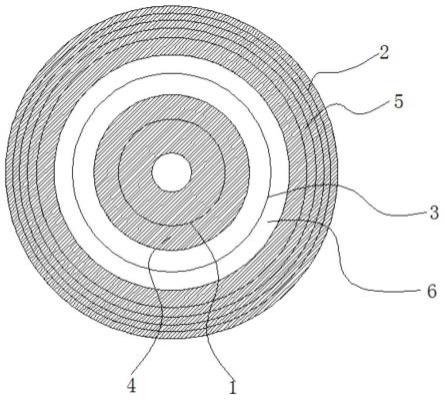
23.图3为多功能菲涅尔透镜实施例;
24.图4为本发明镜片光迹追踪示意图;
25.图5为多功能镜片分别投射0
°
,7.5
°
,15
°
和25
°
光线时,视网膜上的光斑大小及形状。与普通眼镜相比,光斑半径变小,慧差改善明显;
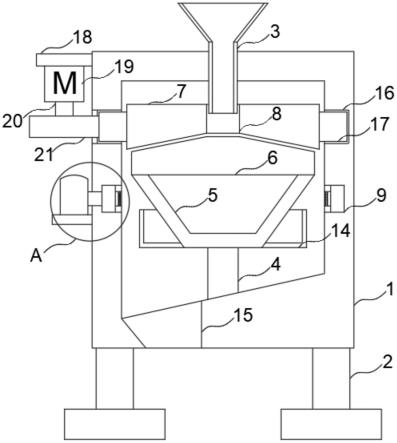
26.图6为基于高精度激光直写和纳米压印技术的多功能镜片制造方法示意图;
27.附图标记为:
具体实施方式
28.下面将结合本发明实施例中的附图对本发明实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
29.需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
30.另外,在本发明中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围内。
31.如图3-图5所示,一种具有治疗和矫正近视功能的多焦点菲涅尔眼镜,包括平面材料,平面材料上设有内圈曲面1、外圈曲面2和中间过度曲面3,内圈曲面1上间隔设有多个内圈环状结构4,外圈曲面2上间隔设有多个外圈环状结构5,中间过度曲面3上间隔设有多个中间环状结构6,内圈曲面1能够对近视进行矫正,外圈曲面2能够对近视进行治疗,内圈曲面1、外圈曲面2和中间过度曲面3的面形参数和屈光能力均不同,内圈曲面1的曲率半径大于中间过度曲面3的曲率半径,外圈曲面2的曲率半径小于中间过度曲面3的曲率半径。采用从内向外分布三个不同的环状区域,分别为内圈的矫正视力区,中间的过渡区和外圈的治疗视力区,不同区域的面形参数不同,屈光能力也不同,内圈负责矫正视力,外圈负责治疗近视。整个镜片从内向外分布三个不同的环状区域,分别为内圈的矫正视力区,中间的过渡区和外圈的治疗视力区,不同区域的面形参数不同,屈光能力也不同,内圈负责矫正视力,将
±5°
视场内的光线投射至视网膜上,其曲率半径最大,外圈负责治疗近视,将大于7.5
°
视角的光线投射至视网膜上,或视网膜前方,以抑制视网膜向后发展,刺激其向前发展,达到治疗近视的目的,其曲率半径最小,过渡区域将
±5°
至
±
7.5
°
的光线投射至视网膜上,增加视觉舒适度,曲率半径介于矫正区和治疗区之间。镜片光迹追踪如图4所示,视网膜上的光斑效果如图5所示。
32.优选的,内圈环状结构4、外圈环状结构5和中间环状结构6均由多个等厚的截面从内向外呈环状分布于平面材料上形成,截面是由普通透镜的曲面面形拆分而成。多功能眼镜的镜片采用菲涅尔透镜的环状结构,将凹透镜镜面拆分成等厚的截面,并从内向外分布于平面上,这样能够大大降低镜片厚度,提高佩戴舒适度。
33.优选的,内圈环状结构4上的截面面形与外圈环状结构2上的截面面形不同。
34.优选的,内圈环状结构4、外圈环状结构5和中间环状结构6的高度小于5微米。为了改善菲涅尔透镜本身环带凹槽影响光线传输,降低视觉锐度的问题,将环带高度降低至5微米以内,可以极大改善这一问题。
35.优选的,相邻的两个内圈环状结构4之间的最小间距不超过10微米,相邻的两个外圈环状结构5之间的最小间距不超过10微米,相邻的两个中间环状结构6的最小间距不超过
10微米。
36.优选的,平面材料的厚度不超过5微米,平面材料为有机玻璃。
37.优选的,普通透镜为凹透镜,凹透镜面形采用偶次非球面。
38.如图6所示,一种多焦点菲涅尔眼镜的制作方法,采用高精度激光直写技术和纳米压印技术结合的制造方法,来保证微米-纳米级镜片结构的制造精度。包括以下步骤:
39.s1:涂胶,将光刻胶旋涂于硅片上,光刻胶选择s1818光刻胶,二阶段旋涂,涂胶完成后的光刻胶膜厚度为2.5微米;
40.s2:前烘干,将硅片置于加热板上对光刻胶进行软烘,使得光刻胶具备一定的硬度;前烘干的加热板温度110℃,前烘干的时间为1min;
41.s3:曝光,使用激光直写设备对光刻胶进行曝光,通过调整曝光功率能够控制曝光深度;激光曝光剂量1276μj/mm2,曝光分辨率300nm,扫描速度200mm/s;利用激光直写技术的变剂量曝光,将设计的镜片三维环带结构光刻到光刻胶膜层;激光直写是制作衍射光学元件的主要技术之一,可在光刻胶的表面直接写入多台阶、连续位相浮雕微结构。激光直写是利用强度可变的激光束对基片表面的抗蚀材料实施变剂量曝光,显影后在抗蚀层表面形成所要求的浮雕轮廓。激光直写系统的基本工作原理是由计算机控制高精度激光束扫描,在光刻胶上直接曝光写出所设计的任意图形,从而把设计图形直接转移到掩模上。
42.s4:显影,曝光结束后,对光刻胶进行显影,显影后得到透镜的环状结构;环状结构分布在硅片的三个不同的区域,三个不同的区域分别是内圈区域、中间过度区域和外圈区域,内圈区域、中间过度区域和外圈区域的曲率半径均不相同;显影采用喷淋显影,根据光刻胶膜厚2.5微米选择显影时间为35s;
43.s5:后烘干,将步骤s4的产品进行硬烘干,得到用于纳米压印的透镜模具;后烘干的加热板温度110℃,后烘干的时间为30s;
44.s6:转印,运用纳米压印设备,将模具上的透镜结构转移至有机玻璃(pmma)上,脱模后即得到透镜。转印采用有机玻璃(pmma)作为转印底材,能够直接成形透镜,方便大规模制造。纳米压印技术是一种新型的微纳加工技术。该技术通过机械转移的手段,达到了超高的分辨率。由于纳米压印技术的加工过程不使用可见光或紫外光加工图案,而是使用机械手段进行图案转移,这种方法能达到很高的分辨率。最高分辨率可达2纳米。此外,模板可以反复使用,无疑大大降低了加工成本,也有效缩短了加工时间。因此,纳米压印技术具有超高分辨率、易量产、低成本、一致性高的技术优点。
45.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和结构的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同范围限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。