1.本技术涉及电子烟,具体涉及一种降温部及加热不燃烧烟弹。
背景技术:
2.随着科技发展,使用加热不燃烧烟弹的用户越来越多,加热不燃烧烟弹在抽吸时,通常会由于气溶胶流动分散,导致用于抽吸的气溶胶浓度不高。
技术实现要素:
3.第一方面,本技术实施方式提供了一种降温部,所述降温部包括相背设置的第一端及第二端,所述降温部具有第一收容空间及通气孔,所述第一收容空间设于所述第一端,且所述第一收容空间的开口位于所述第一端背离所述第二端的端面,所述通气孔的开口位于所述第二端背离所述第一端的端面,且所述通气孔与所述第一收容空间相连通。
4.其中,所述通气孔的数量为一个或多个,所述通气孔的内径d1:0.6mm≤d1≤1mm。
5.其中,所述降温部还具有周向设置的多个通气槽,所述多个通气槽在所述第一端指向所述第二端的方向上贯穿所述降温部,且所述多个通气槽沿所述降温部的周向均匀分布。
6.其中,所述通气槽的最大宽度w:0.8mm≤w≤1.2mm,所述通气槽的深度h:0.5mm≤h≤0.6mm。
7.其中,所述一个或多个通气孔在预设截面方向上的截面面积s1与所述多个通气槽在预设截面方向上的截面面积s2的和与所述降温部在预设截面方向上的截面面积s0的比为:10%≤(s1 s2)/s0≤30%,其中,所述预设截面方向与所述第一端指向第二端的方向垂直。
8.其中,所述降温部的长度l1大于所述降温部的外径d2,且l1:8mm≤l1≤10mm,d2:6.5mm≤d2≤6.8mm。
9.其中,所述降温部还具有第二收容空间,所述第二收容空间设于所述第二端,且所述第二收容空间的开口位于所述第二端背离所述第一端的端面,所述第二收容空间通过所述通气孔与所述第一收容空间相连通。
10.其中,所述降温部还具有倒角,所述倒角设于所述第一端,且所述倒角在所述降温部的径向方向上的长度l2:0.6mm≤l2≤0.8mm。
11.其中,所述降温部的材料包括聚醚醚酮、聚亚苯基砜树脂、聚氮杂环丙烷、聚酰胺、聚甲醛或者硅胶中至少一种。
12.第二方面,本技术实施方式还提供了一种加热不燃烧烟弹,所述加热不燃烧烟弹包括:
13.管体,所述管体具有相背设置的远唇端及近唇端;
14.封口部,所述封口部用于密封所述远唇端;
15.发烟部,所述发烟部收容于所述管体,且所述发烟部邻近所述远唇端设置;
16.如第一方面所述的降温部,所述降温部收容于所述管体,且邻近所述发烟部设置,所述第一端相对于所述第二端靠近所述发烟部设置,所述降温部的外径大于所述管体的内径;以及
17.过滤部,所述过滤部收容于所述管体,且设置于所述近唇端,所述过滤部与所述降温部间隔设置形成收容腔。
18.本技术提供了一种降温部,所述降温部包括相背设置的第一端及第二端。所述降温部具有第一收容空间及通气孔。所述第一收容空间设于所述第一端,且所述第一收容空间的开口位于所述第一端背离所述第二端的端面。所述通气孔的开口位于所述第二端背离所述第一端的端面,且所述通气孔与所述第一收容空间相连通。所述降温部设置于加热不燃烧烟弹中时,所述第一收容空间能够为所述发烟部提供了活动空间,从而避免烟具中的加热部件插入所述发烟部挤压所述发烟部而使得所述发烟部内部间隙变小,以保证所述加热不燃烧烟弹的吸阻适宜。因此,本技术提供的降温部能够防止加热不燃烧烟弹插入烟具之后发烟部内部间隙变小而导致吸阻过大。
附图说明
19.为了更清楚地说明本技术实施例的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本技术一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
20.图1为本技术一实施方式提供的降温部的结构示意图。
21.图2为图1实施方式提供的降温部一实施方式沿线a-a的剖面示意图。
22.图3本技术又一实施方式提供的降温部的结构示意图。
23.图4为图3实施方式提供的降温部沿线b-b的剖面示意图。
24.图5为本技术又一实施方式提供的降温部的结构示意图。
25.图6为图5实施方式提供的降温部沿线c-c的剖面示意图。
26.图7为本技术一实施方式提供的加热不燃烧烟弹的结构示意图。
27.图8为图7实施方式提供的加热不燃烧烟弹的立体分解示意图。
28.图9为图7实施方式提供的加热不燃烧烟弹沿线d-d的剖面示意图。
29.图10为图9实施方式提供的加热不燃烧烟弹在第一状态下的结构示意图。
30.图11为图9实施方式提供的加热不燃烧烟弹在第二状态下的结构示意图。
31.附图标号:加热不燃烧烟弹1;降温部10;管体20;封口部30;发烟部40;过滤部50;收容腔60;第一端11;第二端12;第一收容空间13;通气孔14;通气槽15;第二收容空间16;倒角17;远唇端21;近唇端22。
具体实施方式
32.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有付出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
33.本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别
不同对象,而不是用于描述特定顺序。此外,术语“包括”和“具有”以及它们任何变形,意图在于覆盖不排他的包含。例如包含了一系列步骤或单元的过程、方法、系统、产品或设备没有限定于已列出的步骤或单元,而是可选地还包括没有列出的步骤或单元,或可选地还包括对于这些过程、方法、产品或设备固有的其他步骤或单元。
34.在本文中提及“实施例”或“实施方式”意味着,结合实施例或实施方式描述的特定特征、结构或特性可以包含在本技术的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其它实施例相结合。
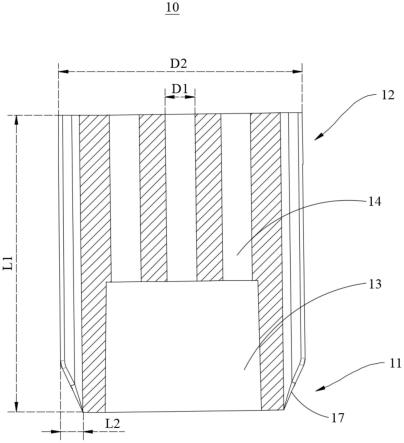
35.本技术实施方式提供了一种降温部10。请参照图1及图2,图1为本技术一实施方式提供的降温部的结构示意图;图2为图1实施方式提供的降温部一实施方式沿线a-a的剖面示意图。在本实施方式中,所述降温部10包括相背设置的第一端11及第二端12。所述降温部10具有第一收容空间13及通气孔14。所述第一收容空间13设于所述第一端11,且所述第一收容空间13的开口位于所述第一端11背离所述第二端12的端面。所述通气孔14的开口位于所述第二端12背离所述第一端11的端面,且所述通气孔14与所述第一收容空间13相连通。
36.在本实施方式中,所述降温部10应用于加热不燃烧烟弹1中,所述降温部10利用降温材料制备,用于对高温的气溶胶进行降温。所述降温部10具有第一收容空间13,且所述第一收容空间13的开口位于所述第一端11背离所述第二端12的端面。当所述降温部10设置于所述加热不燃烧烟弹1中时,所述降温部10的第一收容空间13朝向所述发烟部40设置,以用于为所述发烟部40提供活动空间,以防止所述发烟部40受挤压时,所述发烟部40密度变大,从而导致所述发烟部40内部气隙变小,从而增大了所述加热不燃烧烟弹1的吸阻,影响用户使用。具体地,当对所述加热不燃烧烟弹1进行加热时,需要将所述加热不燃烧烟弹1插入烟具中,以使得烟具中的加热部件(例如,加热针或加热片等)插入所述发烟部40中,由于所述加热部件具有一定的体积,会对所述发烟部40造成挤压,所述发烟部40会受到挤压而部分进入所述第一收容空间13,部分填充或全部填满所述第一收容空间13,从而避免了所述气溶胶生成基质因受挤压而导致吸阻过大。具体地,所述第一收容空间13的体积为30mm3~35mm3,优选地为44mm3~48.5mm3,以使得所述第一收容空间13为所述发烟部40提供了足够的活动空间,从而避免所述发烟部40受到挤压而使得内部间隙变小。
37.在本实施方式中,所述降温部10还具有通气孔14,所述通气孔14与所述第一收容空间13相连通,且所述通气孔14的开口位于所述第二端12背离所述第一端11的端面。所述通气孔14用于增加所述降温部10的透气性,有利于气溶胶通过所述降温部10。此外,所述通气孔14配合所述第一收容空间13,所述第一收容空间13还有利于将气溶胶导向所述通气孔14,以增加所述气溶胶聚集流动性。
38.本技术提供了一种降温部10,所述降温部10包括相背设置的第一端11及第二端12。所述降温部10具有第一收容空间13及通气孔14。所述第一收容空间13设于所述第一端11,且所述第一收容空间13的开口位于所述第一端11背离所述第二端12的端面。所述通气孔14的开口位于所述第二端12背离所述第一端11的端面,且所述通气孔14与所述第一收容空间13相连通。所述降温部10设置于加热不燃烧烟弹1中时,所述第一收容空间13能够为所述发烟部40提供了活动空间,从而避免烟具中的加热部件插入所述发烟部40挤压所述发烟
部40而使得所述发烟部40内部间隙变小,以保证所述加热不燃烧烟弹1的吸阻适宜。因此,本技术提供的降温部10能够防止加热不燃烧烟弹1插入烟具之后发烟部40内部间隙变小而导致吸阻过大。
39.请再次参照图2,在本实施方式中,所述通气孔14的数量为一个或多个,所述通气孔14的内径d1:0.6mm≤d1≤1mm。
40.在本实施方式中,所述通气孔14的数量为一个或多个,所述一个或多个通气孔14用于增加所述降温部10的透气性。当所述降温部10设置于加热不燃烧烟弹1时,所述降温部10邻近发烟部40设置,所述降温部10还用于阻挡所述发烟部40通过所述降温部10进入所述加热不燃烧烟弹1中的其它结构中,以防止影响所述加热不燃烧烟弹1的使用。因此,每个所述通孔的内径不宜过大。
41.具体地,当所述发烟部40包含颗粒状的气溶胶生成基质,即发烟颗粒时,每个所述通气孔14的内径尺寸小于单个发烟颗粒的外径,以防止所述发烟颗粒通过所述通气孔14掉落至所述加热不燃烧烟弹1中的其它结构中,从而影响所述加热不燃烧烟弹1的使用。每个所述通气孔14的内径d1为:0.6mm≤d1≤1mm。
42.请参照图3及图4,图3本技术又一实施方式提供的降温部的结构示意图;图4为图3实施方式提供的降温部沿线b-b的剖面示意图。在本实施方式中,所述降温部10还具有周向设置的多个通气槽15,所述多个通气槽15在所述第一端11指向所述第二端12的方向上贯穿所述降温部10,且所述多个通气槽15沿所述降温部10的周向均匀分布。
43.在本实施方式中,所述降温部10周侧具有均匀分布的多个通气槽15,所述多个通气槽15用于增加所述降温部10的透气性,以使得所述发烟部40受热产生的气溶胶更好地通过所述降温部10。具体地,当所述降温部10设置于加热不燃烧烟弹1时,所述多个通气槽15与所述加热不燃烧烟弹1的管体20的内壁形成通道,以使得所述气溶胶经过所述通道通过。
44.请再次参照图4,在本实施方式中,所述通气槽15的最大宽度w:0.8mm≤w≤1.2mm,所述通气槽15的深度h:0.5mm≤h≤0.6mm。
45.在本实施方式中,当所述降温部10设置于加热不燃烧烟弹1中,所述加热不燃烧烟弹1中发烟部40包含颗粒状的气溶胶生成基质,即发烟颗粒时,每个所述通气槽15的内径尺寸小于单个发烟颗粒的外径,以防止所述发烟颗粒通过所述通气槽15掉落至所述加热不燃烧烟弹1中的其它结构中,从而影响所述加热不燃烧烟弹1的使用。具体地,所述通气槽15在预设截面方向上的最大宽度w为:0.8mm≤w≤1.2mm,所述通气槽15的深度h为:0.5mm≤h≤0.6mm。其中,所述预设截面方向垂直于所述第一端11指向所述第二端12的方向。其中所述通气槽15的最大宽度是指所述降温部10在所述预设截面中,形成所述通气槽15的两个侧壁上到所述降温部10的截面中心的距离相同的两点间距离中的最大值。
46.请再次参照图4,在本实施方式中,所述一个或多个通气孔14在预设截面方向上的截面面积s1与所述多个通气槽15在预设截面方向上的截面面积s2的和与所述降温部10在预设截面方向上的截面面积s0的比为:10%≤(s1 s2)/s0≤30%,其中,所述预设截面方向与所述第一端11指向第二端12的方向垂直。
47.在本实施方式中,所述多个通气槽15、所述一个或多个通气孔14及所述第一降温部10在预设截面方向上的截面如图4所示。所述多个通气槽15及所述一个或多个通气孔14需要适合的尺寸以使得所述降温部10设置于加热不燃烧烟弹1中时,所述加热不燃烧烟弹1
具有适宜的吸阻。如若所述多个通气槽15及所述一个或多个通气孔14的尺寸过大,则所述加热不燃烧烟弹1的吸阻过小,影响用户吸食体验。如若所述多个通气槽15及所述一个或多个通气孔14的尺寸过小,则所述加热不燃烧烟弹1的吸阻过大,同样会影响用户吸食体验,且所述多个通气槽15及所述一个或多个通气孔14的尺寸过小还会使得所述加热不燃烧烟弹1吸食气溶胶的浓度过低。因此所述多个通气槽15及所述一个或多个通气孔14需要适合的尺寸,具体地,所述多个通气槽15在预设截面方向上的截面面积s1与所述一个或多个通气孔14的在预设截面方向上的截面面积s2的和与所述第一降温部10在预设截面方向上的截面面积s0的比为:10%≤(s1 s2)/s0≤30%。其中,所述预设截面方向与所述第一端11指向第二端12的方向垂直。其中,s1为所有的通气槽15在所述预设截面方向上的截面面积之和,s2为所有的通气孔14在所述预设截面方向上的截面面积之和。
48.请再次参照图2,在本实施方式中,所述降温部10的长度l1大于所述降温部10的外径d2,且l1:8mm≤l1≤10mm,d2:6.5mm≤d2≤6.8mm。
49.在本实施方式中,所述降温部10的长度l1大于所述降温部10的外径d2,以便于所述降温部10在装填进入所述加热不燃烧烟弹1的管体20之前,对所述降温部10的装填方向的识别。如若所述降温部10的长度l1小于或等于所述降温部10的外径d2,在对所述降温部10上料运输时,难以控制所述降温部10的长度方向与运输方向一致,或者需要增设方向识别机构来识别所述降温部10的方向,降低了所述加热不燃烧烟弹1的制备效率,且容易导致所述降温部10的装填出错,具体表现为所述降温部10两端朝向所述管体20的内壁装填进入所述管体20。因此,所述降温部10的长度l1需要大于所述降温部10的外径d2,具体地,l1:8mm≤l1≤10mm,d2:6.5mm≤d2≤6.8mm。
50.请参照图5及图6,图5为本技术又一实施方式提供的降温部的结构示意图;图6为图5实施方式提供的降温部沿线c-c的剖面示意图。在本实施方式中,所述降温部10还具有第二收容空间16,所述第二收容空间16设于所述第二端12,且所述第二收容空间16的开口位于所述第二端12背离所述第一端11的端面,所述第二收容空间16通过所述通气孔14与所述第一收容空间13相连通。
51.在本实施方式中,所述第二收容空间16与所述第一收容空间13尺寸相同或不同,所述第二收容空间16的体积为30mm3~35mm3,优选地为44mm3~48.5mm3。在所述降温部10装填进入加热不燃烧烟弹1的管体20时,无需区分所述降温部10的第一收容空间13及所述第二收容空间16的朝向,可以提高所述加热不燃烧烟弹1的制备效率。此外,当所述第一收容空间13与所述第二收容空间16相同时,可以使得所述降温部10的结构厚度均匀,避免所述降温部10在制作时收缩变形,有利于控制所述降温部10各部分的尺寸。
52.请再次参照图2,在本实施方式中,所述降温部10还具有倒角17,所述倒角17设于所述第一端11,且所述倒角17在所述降温部10的径向方向上的长度l2:0.6mm≤l2≤0.8mm。
53.在本实施方式中,所述降温部10的两端具有倒角17,以减小所述降温部10在所述倒角17处的外径。在制备加热不燃烧烟弹1时,需要将所述降温部10装填进入所述加热不燃烧烟弹1的管体20,所述倒角17可以起到导向辅助装填作用。如若所述降温部10无倒角17,或者所述降温部10在所述倒角17处的外径大于或等于所述管体20的内径,则在所述降温部10装填进入所述管体20时,所述降温部10会挤压所述管体20的端部,从而对所述管体20造成损伤。因此,所述降温部10在所述倒角17处的外径小于所述管体20的内径,能够避免在所
述降温部10装填进入所述管体20时,对所述管体20的端部造成损伤。具体地,所述倒角17在所述降温部10的径向方向的长度l2为:0.6mm≤l2≤1mm,所述倒角17的角度不作限定,例如30
°
、45
°
、60
°
、75
°
等。
54.此外,在一实施方式中,所述降温部10的材料包括聚醚醚酮(poly(ether-ether-ketone),peek)、聚亚苯基砜树脂(polyphenylene sulfone resins,ppsu)、聚氮杂环丙烷(poly(ethylene imine),pei)、聚酰胺(polyamide,pa)、聚甲醛(polyformaldehyde,pom)或者硅胶中至少一种。
55.在本实施方式中,所述降温部10的材料为食用级塑胶或硅胶等,且具有良好的耐热效果,具体地,所述降温部10的耐温温度为270℃~400℃。加热不燃烧烟弹1中发烟部40在受热时产生的气溶胶经过所述降温部10时,所述降温部10能够通过吸收所述气溶胶的热量,从而起到良好的降温效果。具体地,所述降温部10的材料可以但不限于为peek、ppsu、pei、pa、pom或者硅胶中的一种或多种。当所述降温部10的材料为塑胶类材料时,所述降温部10通过注塑成型的工艺进行制作。当所述降温部10的材料为硅胶材料时,所述降温部10通过热压成型的工艺进行制作。
56.本技术实施方式还提供了一种加热不燃烧烟弹1。请一并参照图7、图8、图9、图10及图11,图7为本技术一实施方式提供的加热不燃烧烟弹的结构示意图;图8为图7实施方式提供的加热不燃烧烟弹的立体分解示意图;图9为图7实施方式提供的加热不燃烧烟弹沿线d-d的剖面示意图;图10为图9实施方式提供的加热不燃烧烟弹在第一状态下的结构示意图;图11为图9实施方式提供的加热不燃烧烟弹在第二状态下的结构示意图。在本实施方式中,所述加热不燃烧烟弹1包括管体20、封口部30、发烟部40、过滤部50及如前述任意一实施方式所述的降温部10。所述管体20具有相背设置的远唇端21及近唇端22。所述封口部30用于密封所述远唇端21。所述发烟部40收容于所述管体20,且所述发烟部40邻近所述远唇端21设置。所述降温部10收容于所述管体20,且邻近所述发烟部40设置。所述第一端11相对于所述第二端12靠近所述发烟部40设置,所述降温部10的外径大于所述管体20的内径。所述过滤部50收容于所述管体20,且设置于所述近唇端22,所述过滤部50与所述降温部10间隔设置形成收容腔60。
57.在本实施方式中,所述管体20具有收容作用。具体地,所述管体20用于收容发烟部40、降温部10及过滤部50。所述管体20为食用级材料,可以但不限于为50-200g/
㎡
的白卡纸或50-200g/
㎡
的牛皮纸中一种或多种。在一实施方式中,所述管体20通过将食用级材料平卷制成。具体地,所述管体20通过将食用级材料平卷2~3层制成。在另一实施方式中,所述管体20通过将食用级材料斜卷制成。具体地,所述管体20通过将食用级材料斜卷2~3层制成。具体地,所述管体20的长度l0为:42mm≤l0≤46mm,所述管体20的内径d0:6.4mm≤d0≤6.65mm,外径d00:6.9mm≤d00≤7.1mm。其中,所述管体20的远唇端21相对于用户使用时为远唇端21,所述近唇端22相对于所述用户使用时为近唇端22。
58.在本实施方式中,所述封口部30用于密封所述管体20的远唇端21,以防止所述发烟部40从所述远唇端21掉落。所述封口部30为食用级材料,可以但不限于为10-50g/
㎡
丝棉纸、10-50g/
㎡
高透气性纸或45-105g/
㎡
的牛油纸中一种或多种。具体地,通过先将食用级材料通过粘结剂粘附至所述管体20靠近所述远唇端21的端面,再沿所述管体20的外轮廓对所述食用级材料进行切割形成所述封口部30。其中,可以但不限于通过模具冲切、刀模冲切
或者激光切割等方式进行切割形成所述封口部30。
59.在本实施方式中,所述发烟部40包括气溶胶生成基质(比如发烟颗粒或发烟片中的至少一种)。所述气溶胶生成基质的材质包括烟草,或非烟草的植物草本单元。当气溶胶生成基质包括非烟草的植物草本单元时,所述气溶胶生成基质不产生焦油、尼古丁等有害物质,此外,植物草本单元加热不会燃烧不会污染周边环境,不会对周边人造成影响,保障抽吸加热不燃烧烟弹1的人及周边人的身体健康。此外,当所述气溶胶生成基质中的植物草本单元包括中药(比如,人参,天麻)成分的材质时,可使得抽吸所述加热不燃烧烟弹1具有较好的保健功能。此外,所述发烟部40收容于所述管体20形成的装填长度l3为:13mm≤l3≤18mm。
60.在本实施方式中,所述降温部10收容于所述管体20,且邻近所述发烟部40设置。所述降温部10用于将所述发烟部40受热产生的气溶胶进行降温。在一实施方式中,所述降温部10与所述发烟部40间隔设置。在另一实施方式中,所述降温部10抵接所述发烟部40。
61.此外,所述第一端11相对于所述第二端12靠近所述发烟部40设置,即所述第一收容空间13相对于所述第二端12靠近所述发烟部40设置,以使得所述第一收容空间13为所述发烟部40提供活动空间,以使得所述发烟部40可进入所述第一收容空间13。具体地,当对所述加热不燃烧烟弹1进行加热时,需要将所述加热不燃烧烟弹1插入烟具中,以使得烟具中的加热部件(例如,加热针或加热片等)插入所述发烟部40中,由于所述加热部件具有一定的体积,会对所述发烟部40造成挤压,所述发烟部40会受到挤压而部分进入所述第一收容空间13,部分填充或全部填满所述第一收容空间13,从而避免了所述气溶胶生成基质因受挤压而导致吸阻过大。具体地,所述第一收容空间13的体积为30mm3~35mm3,优选地为44mm3~48.5mm3,以使得所述第一收容空间13为所述发烟部40提供了足够的活动空间,从而避免所述发烟部40受到挤压而使得内部间隙变小。
62.在本实施方式中,当所述加热不燃烧烟弹1制备完成时,所述加热不燃烧烟弹1处于第一状态(请参见图10),所述发烟部40全部处于所述第一收容空间13外部。当所述加热不燃烧烟弹1插入烟具中时,所述加热不燃烧烟弹1处于第二状态(请参见图11),所述发烟部40部分进入所述第一收容空间13中,部分填充或全部充满所述第一收容空间13。需要说明的是,图10中以所述发烟部40部分进入所述第一收容空间13并部分填充所述第一收容空间13进行示意,并未对所述发烟部40进入所述第一收容空间13的多少进行限定。需要说明的是,所述加热不燃烧烟弹1在制备过程中,也有可能由于加工误差或者加工工序间的运输等原因导致所述发烟部40部分进入所述第一收容空间13,以使得所述加热不燃烧烟弹1处于第二状态。需要说明的是,所述加热不燃烧烟弹1未插入所述烟具时,也可能由于运输或者外力碰撞等原因导致所述发烟部40部分进入所述第一收容空间13,以使得所述加热不燃烧烟弹1处于第二状态。因此,所述第一状态仅表示所述发烟部40处于所述第一收容空间13外部,所述第二状态仅表示所述发烟部40部分进入所述第一收容空间13,可以理解地,所述第一状态及所述第二状态并未对所述加热不燃烧的使用状态进行限定。
63.在本实施方式中,所述降温部10的外径d2大于所述管体20的内径d0,因此所述降温部10与所述管体20形成过盈配合,使得所述降温部10能够固定于所述管体20,从而使得所述降温部10能够设置于所述管体20的预设位置,且保持相对位置不变,以对所述管体20形成支撑。具体地,所述降温部10的外径d2为:6.5mm≤d2≤6.8mm,所述管体20的内径d0:
6.4mm≤d0≤6.65mm。
64.在本实施方式中,所述过滤部50收容于所述管体20且设置于所述近唇端22,所述过滤部50为食用级的多孔蓬松材料,例如聚乳酸(polylactic acid,pla)等。具体地,所述过滤部50通过挤塑成型的工艺制备而成。此外,所述过滤部50与所述降温部10间隔设置形成收容腔60,所述收容腔60用于容纳所述发烟部40受热产生的气溶胶。所述发烟部40受热产生的气溶胶经过所述降温部10降温后流入所述收容腔60,并聚集于所述收容腔60,最后所述气溶胶经由所述过滤部50被用户吸食。由于所述气溶胶可以在所述收容腔60中聚集,以形成一定浓度的气溶胶,从而可以提高经过所述过滤部50的气溶胶浓度,即提高了用户吸食气溶胶的浓度。
65.本技术提供的加热不燃烧烟弹1在插入烟具中时,所述烟具中的加热部件会插入所述发烟部40,并对所述发烟部40造成挤压,所述发烟部40受到挤压后会部分进入所述第一收容空间13中,从而避免了所述发烟部40因受到挤压而使得所述发烟部40内部间隙减小而增大了所述加热不燃烧烟弹1的吸阻。因此,本技术提供的加热不燃烧烟弹1能够防止插入烟具之后发烟部40内部间隙变小而导致吸阻过大。
66.尽管上面已经示出和描述了本技术的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本技术的限制,本领域的普通技术人员在本技术的范围内可以对上述实施例进行变化、修改、替换和变型,这些改进和润饰也视为本技术的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。