1.本实用新型属于加工设备领域,更具体地说,涉及一种颗粒物的磨削装置。
背景技术:
2.在生产行业中,需要将大颗粒或成团的原料经过磨削装置将其磨削分离至一定的细度,因此磨削装置是生产中广泛应用的重要设备之一。
3.市面上的磨削装置往往只设置有一个进料口,需要加工的颗粒物质通过进料口进入到加工区域被加工;由于只有一个进料口,一个磨削装置加工时只能进行一种加工精度;例如磨米时,米粒从进料口进入后只能进行粗加工或精加工,而不能同时进行粗加工和精加工,加工方式单一,加工效率不高。
4.并且使用市面上的磨削装置对颗粒物进行磨削时,磨削组件与辊桶之间的距离是固定不可调节的,即该种磨削装置的加工尺寸不可调,导致一种磨削装置只能对对应尺寸的颗粒物进行加工,适用范围小;当要对不同尺寸的颗粒物进行加工时,需要定制磨削组件与辊桶之间不同距离的磨削装置进行加工,加工成本大。
技术实现要素:
5.本实用新型要解决的技术问题在于提供一种颗粒物的磨削装置,它实现了两个进料口同时对需要加工的颗粒物进行加工,且两个进料口独立互不干扰,并且每个进料口内的加工精度可以调节,可以选用不同精度的加工方式,加工效率高。
6.本实用新型的一种颗粒物的磨削装置,包括
7.辊桶,具有自转能力,外周设有多个磨削颗粒物用的磨削通道,不同磨削通道独立设置;以及
8.磨削组件,数量与磨削通道相同,分别设置于对应的磨削通道内,磨削组件与辊桶外壁之间具有可调的间隙以磨削颗粒物,不同磨削组件的所述间隙独立调节。
9.作为本实用新型的进一步改进,磨削组件包括用于磨削颗粒物的弧板、用于驱动弧板靠近或远离辊桶的驱动组件;弧板由刚性材料制成,弧板至少在面向辊桶外壁的一面涂覆有金刚砂。
10.作为本实用新型的进一步改进,驱动组件驱动磨削组件的形式为磨削组件整体均匀地远离或靠近辊桶,或为磨削组件两端独立地远离或靠近辊桶。
11.作为本实用新型的进一步改进,驱动组件包括推杆;推杆一端固定连接于弧板远离辊桶的端面,推杆另一端与外设的驱动电机输出端连接,以受驱动电机驱动带动弧板运动。
12.作为本实用新型的进一步改进,驱动组件包括滑板和凸轮,滑板靠近弧板的一端与弧板固定连接或抵接,滑板与磨削通道在辊桶径向方向上滑动连接;滑板内部开设有调整腔;凸轮设置于调整腔内,凸轮以小部的轴心为转动轴并与磨削通道固定连接,且凸轮的转动轴与调整腔的轴心平行并偏心设置;凸轮的转动轴到调整腔内壁的最大距离等于凸轮
的转动轴到大部的端面的距离,以使凸轮的大部的端面与调整腔的内壁始终保持抵接抵接,以使凸轮自转时,凸轮的大部推动滑板往靠近或远离辊桶的方向运动。
13.作为本实用新型的进一步改进,每个磨削组件内,驱动组件的数量为两个,两个驱动组件分别设置于弧板靠近磨削通道入口的一端和弧板靠近磨削通道出口的一端,驱动组件靠近弧板的一端与弧板固定连接或抵接。
14.作为本实用新型的进一步改进,磨削通道的进料方向偏向于辊桶自转方向。
15.作为本实用新型的进一步改进,辊桶为水平设置;辊桶大外径表面镀有金刚砂;辊桶外设有保护罩;保护罩与辊桶两端均转动连接。
16.作为本实用新型的进一步改进,弧板靠近辊桶的端面为弧面,所述弧面的弧度与辊桶外壁的弧度相同。
17.作为本实用新型的进一步改进,滑板与弧板之间设置有回位杆,回位杆的一端与弧板固定连接,回位杆的另一端与滑板靠近弧板的一端固定连接;回位杆具有弹性,凸轮的大部与调整腔的上底面抵接时,回位杆处于自由状态。
18.相比于现有技术,本实用新型的有益效果在于:它实现了两个进料口同时对需要加工的颗粒物进行加工,且两个进料口独立互不干扰,可以选用不同精度的加工方式,例如进料口一粗加工和进料口二粗加工、进料口一粗加工和进料口二精加工等,加工能力强,加工效率高;
19.通过驱动组件独立调节靠近进料口一一侧的弧板与辊桶之间的间隙和靠近出料口二一侧的弧板与辊桶之间的间隙,使得同一个磨削通道内可同时进行粗加工和精加工,也可只进行粗加工或只进行精加工,使得磨削颗粒的选择更多,加工能力和加工效率更强,同时也可根据磨削颗粒的大小灵活改变靠近进料口一一侧的弧板与辊桶之间的间隙,适用范围广;
20.另外可通过改变靠近进料口一一侧的弧板与辊桶之间的间隙改变进料速度,通过改变靠近出料口二一侧的弧板与辊桶之间的间隙改变出料速度,使用方便,且进出料灵活;
21.磨削组件与辊桶之间的加工距离和加工精度可以调节,适用于不同尺寸的颗粒物的磨削加工,适用范围广,当需要加工不同尺寸的颗粒物时,加工方便且加工成本低;
22.辊桶水平设置,使弧板对待磨颗粒加工时施加的压力相同,施力均匀,使加工完成后的已磨颗粒品质相近,保证了良品率;
23.每个磨削通道均开设有两个出料口,使已磨颗粒的排出和运输速度快。
附图说明
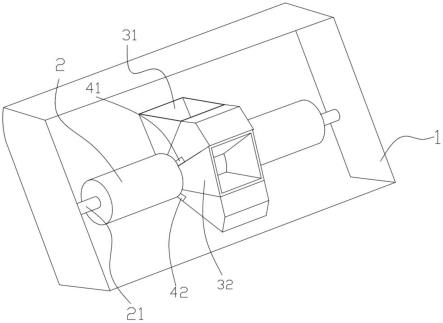
24.图1为本实用新型的轴测图;
25.图2为本实用新型的侧面结构示意图;
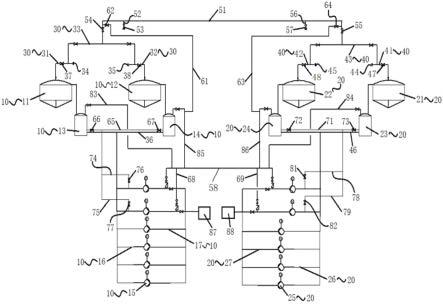
26.图3为本实用新型的剖面结构示意图;
27.图4为本实用新型的工作时的剖面结构示意图;
28.图5为本实用新型在具体实施例二工作时的一个剖面结构示意图;
29.图6为本实用新型在具体实施例二工作时的一个剖面结构示意图;
30.图7为本实用新型在具体实施例二工作时的一个剖面结构示意图;
31.图8为本实用新型在具体实施例二工作时的一个剖面结构示意图;
32.图9为本实用新型在具体实施例二中凸轮和调整腔连接的结构示意图。
33.图中标号说明:
34.1保护罩、2辊桶、21辊桶轴、31进料口一、32进料口二、41出料口一、42出料口二、411出料溜板、4弧板、51待磨颗粒、52已磨颗粒、6推杆、7出料口调整凸轮、8进料口调整凸轮、91滑板一、92滑板二。
具体实施方式
35.具体实施例一:请参阅图1-4的一种颗粒物的磨削装置,用于将待磨颗粒51磨削成已磨颗粒52,包括辊桶2和磨削组件。
36.辊桶2的形状为圆柱体,辊桶2水平设置,以使辊桶2表面的颗粒受到压力时受力均匀,受到的压力相同;
37.辊桶2内部设置有辊桶轴21,辊桶轴21与辊桶2同轴心设置;辊桶轴21转动带动辊桶2同方向转动。
38.辊桶2外周围设有保护罩1,保护罩1由刚性材料制成,保护罩1与辊桶轴21的两端均转动连接;保护罩1内部开设有腔室,所述腔室容纳辊桶2和其他组件,以避免辊桶2和其他组件被撞击后受损。
39.辊桶2上端设置有进料口一31;进料口一31上端开放,待磨颗粒51从进料口一31的上端添加;进料口一31的下端与辊桶2滑动连接,辊桶2转动时,进料口一31的下底面与辊桶2的表面紧贴,以防止从进料口一31上端进入的待磨颗粒51漏出;
40.进料口一31沿辊桶2转动方向的一侧设置有磨削通道一,磨削通道一的下端与辊桶2滑动连接,辊桶2转动时,磨削通道一的下底面与辊桶2的表面紧贴;磨削通道一靠近进料口一31一侧开设有磨削腔入口,磨削腔入口连通进料口一31和磨削通道一,以使待磨颗粒51通过磨削腔入口进入磨削通道一;
41.磨削组件固定设置于磨削通道一内,磨削组件包括弧板4和推杆6;
42.推杆6由刚性材料制成,推杆6远离辊桶2的一端与数控电机固定连接,数控电机控制推杆6靠近辊桶2的一端朝靠近或远离辊桶2的方向运动;
43.弧板4靠近辊桶2的端面喷覆有金刚砂,以使弧板4靠近辊桶2的端面光洁度高,提高磨削质量和效率;弧板4远离辊桶2的端面与推杆6靠近辊桶2的一端固定连接,以使弧板4能够在推杆6的控制下往靠近或远离辊桶2的方向运动;弧板4靠近辊桶2的端面为弧面,所述弧面的弧度与辊桶2外壁的弧度相同,且所述弧面平行于辊桶2的表面设置,以使弧板4与辊桶2之间的距离可以无限减小,以使磨削组件能够磨削的待磨颗粒51的颗粒大小选择更多,粗加工和精加工均可进行,适用范围广;弧板4靠近进料口一31一侧与磨削通道一的内壁贴合连接,以使从磨削腔入口进入的待磨颗粒51只能通过弧板4与辊桶2之间的间隙进入磨削通道一;
44.磨削通道一远离进料口一31一侧开设有出料口一41,出料口一41数量为两个,两个出料口一41分别开设于磨削通道一在辊桶2轴向方向上的两侧,以使出料方向与辊桶2的轴线方向相同,两个出料口一41同时将已磨颗粒52排出并运输至指定位置,运输效率高。
45.磨削通道一远离进料口一31的一侧固定设置有进料口二32,进料口二32独立于磨削通道一、进料口一31设置,进料口32与磨削通道一、进料口一31不连通,进料口二32的结
构与进料口一31的结构相同;
46.进料口二32远离磨削通道一的一侧设置有磨削通道二,磨削通道二与磨削通道一的结构相同,磨削通道二的内部设置与磨削通道一的内部设置相同;磨削通道二远离进料口二32的一侧开设有出料口二42,出料口二42数量为两个,两个出料口二42分别开设于磨削通道二在辊桶2轴向方向上的两侧;
47.进料口一31与磨削通道一的连接结构、进料口二32与磨削通道二的连接结构相同。
48.工作原理:当使用一种磨削装置磨米时,启动辊桶轴21,控制辊桶2转动,分别从进料口一31和进料口二32添加同时添加未加工的米粒;
49.此时根据加工方式为粗加工还是精加工,数控组件6的输出端控制弧板4朝靠近或远离辊桶2的方向运动,以调节弧板4与辊桶2之间的间隙;
50.当磨削通道一内需要的是粗加工后的米粒,数控组件6的输出端控制弧板4与辊桶2之间的间隙为粗加工的间隙,进料口一31内的未加工的米粒通过磨削腔入口进入弧板4与辊桶2之间的间隙内,未加工的米粒受到弧板4的磨削后进入磨削通道一,再从两个出料口一41往两侧排出;
51.当磨削通道二内需要的是精加工后的米粒,数控组件66的输出端控制弧板4与辊桶2之间的间隙为精加工的间隙,进料口二32内的未加工的米粒通过磨削腔入口进入弧板4与辊桶2之间的间隙内,未加工的米粒受到弧板4的磨削后进入磨削通道二,再从两个出料口二42往两侧排出;
52.由于进料口二32独立于磨削通道一、进料口一31设置,进料口二32内添加的未加工的米粒的加工与进料口一31内添加的未加工的米粒的加工互不干扰,两者分别独立进行,因此本技术的一种磨削装置的加工方式有:
53.进料口一31粗加工,进料口二32粗加工;
54.进料口一31粗加工,进料口二32精加工;
55.进料口一31精加工,进料口二32精加工;
56.进料口一31精加工,进料口二32粗加工;
57.加工方式有以上等多种选择,使用时可根据需要灵活调节,加工能力强,加工效率高。
58.具体实施例二:与具体实施例一不同的是,磨削组件包括弧板4、滑板一91和滑板二92;
59.辊桶2的外表面镀有金刚砂。
60.滑板一91设置于弧板4远离辊桶2的一侧,滑板一91设置于弧板4靠近进料口一31的一侧,滑板一91与弧板4固定连接或抵接;滑板一91设置于磨削通道一内部,滑板一91与磨削通道一在上下方向上滑动连接;
61.滑板一91内部开设有进料口调整腔,进料口调整腔内设置有进料口调整凸轮8,进料口调整凸轮8的小部的外壁与进料口调整腔内壁之间存在间隙,进料口调整凸轮8小部的轴心与磨削通道一固定连接,以使进料口调整凸轮8能够绕小部的轴心自转;进料口调整凸轮8的转动轴与进料口调整腔的轴心平行且偏心设置,进料口调整凸轮8的转动轴到进料口调整腔内壁的最大距离等于进料口调整凸轮8的转动轴到大部的端面的距离,以使进料口
调整凸轮8的大部的端面与进料口调整腔的内壁始终保持抵接;
62.自由状态下,进料口调整凸轮8的大部的端面与进料口调整腔的上底面抵接,此时进料口调整凸轮8的转动轴到进料口调整腔的下底面的距离小于进料口调整凸轮8的转动轴到大部的端面的距离,以使进料口调整凸轮8绕转动轴转动,进料口调整凸轮8的大部往靠近辊轴2方向转动时,进料口调整凸轮8的大部压迫滑板一91往靠近辊轴2的方向运动,此时弧板4与辊桶2之间的间隙逐渐减小;
63.当进料口调整凸轮8的大部转动至进料口调整腔的下部时,弧板4与辊桶2之间的间隙最小,此时进料口调整凸轮8的转动轴到进料口调整腔的上底面的距离小于进料口调整凸轮8的转动轴到大部的端面的距离;此时继续转动进料口调整凸轮8,进料口调整凸轮8的大部往远离辊桶2的方向转动时,进料口调整凸轮8的大部将滑板一91往上顶,以使弧板4往远离辊桶2的方向运动,弧板4与辊桶2之间的间隙逐渐变大。
64.滑板二92设置于弧板4远离辊桶2的一侧,滑板二92设置于弧板4靠近出料口一41的一侧,滑板二92与弧板4固定连接或抵接;滑板二92设置于磨削通道一内部,滑板二92与磨削通道一在上下方向上滑动连接;
65.滑板二92内部开设有出料口调整腔,出料口调整腔内设置有出料口调整凸轮7,出料口调整凸轮7的小部的外壁与出料口调整腔内壁之间存在间隙,出料口调整凸轮7小部的轴心与磨削通道一固定连接,以使出料口调整凸轮7能够绕小部的轴心自转;出料口调整凸轮7的转动轴与出料口调整腔的轴心平行且偏心设置,出料口调整凸轮7的转动轴到出料口调整腔内壁的最大距离等于出料口调整凸轮7的转动轴到大部的端面的距离,以使出料口调整凸轮7的大部的端面与出料口调整腔的内壁始终保持抵接;
66.自由状态下,出料口调整凸轮7的大部的端面与出料口调整腔的上底面抵接,此时出料口调整凸轮7的转动轴到出料口调整腔的下底面的距离小于出料口调整凸轮7的转动轴到大部的端面的距离,以使出料口调整凸轮7绕转动轴转动,出料口调整凸轮7的大部往靠近辊轴2方向转动时,出料口调整凸轮7的大部压迫滑板二92往靠近辊轴2的方向运动,此时弧板4与辊桶2之间的间隙逐渐减小;
67.当出料口调整凸轮7的大部转动至出料口调整腔的下部时,弧板4与辊桶2之间的间隙最小,此时出料口调整凸轮7的转动轴到出料口调整腔的上底面的距离小于出料口调整凸轮7的转动轴到大部的端面的距离;此时继续转动出料口调整凸轮7,出料口调整凸轮7的大部往远离辊桶2的方向转动时,出料口调整凸轮7的大部将滑板二92往上顶,以使弧板4往远离辊桶2的方向运动,弧板4与辊桶2之间的间隙逐渐变大。
68.需要说明的是,进料口调整凸轮8与进料口调整腔的连接、出料口调整凸轮7与出料口调整腔的连接均如图9所示;在进料口调整凸轮8与进料口调整腔的连接结构中,点a为进料口调整凸轮8的小部的轴心,点b为进料口调整腔的轴心,点c位进料口调整凸轮8的大部的轴心;在出料口调整凸轮7与出料口调整腔的连接结构中,点a为出料口调整凸轮7的小部的轴心,点b为出料口整腔的轴心,点c位出料口调整凸轮7的大部的轴心;点a与点b偏心且平行设置。
69.需要说明的是,工作时可通过调整进料口调整凸轮8的转动角度,调整靠近进料口一31一侧的弧板4与辊桶2之间的间隙;可通过调整出料口调整凸轮7的转动角度,调整靠近出料口二41一侧的弧板4与辊桶2之间的间隙。
70.需要说明的是,由于滑板一91与滑板二92之间相互独立,互不干扰,因此进料口调整凸轮8对弧板4与辊桶2之间的距离的调整、出料口调整凸轮7对弧板4与辊桶2之间的距离的调整相互独立,互不干扰。
71.弧板4与滑板一91、滑板二92之间均设置有回位杆,回位杆数量为多根,每根回位杆一端与弧板4固定连接,另一端与滑板一91或滑板二92靠近弧板4的一侧固定连接;回位杆具有弹性,当滑板一91或滑板二92往靠近辊桶2的方向运动时,回位杆被压缩;当滑板一91或滑板二92往远离辊桶2的方向运动时,回位杆带动弧板4往远离辊桶2的方向运动,弧板4与辊桶2之间的间隙变大。
72.出料口一41沿辊桶2切线方向固定设置有出料溜板411,出料溜板411由刚性材料制成,以使经过加工的已磨颗粒52通过出料溜板411运至指定位置,加快了已磨颗粒52的出料速度。
73.工作原理:当仅需要对待磨颗粒51进行粗加工时,可同时通过转动进料口调整凸轮8和出料口调整凸轮7,以使弧板4与辊桶2之间的间隙适用于待磨颗粒51的粗加工,此时靠近进料口一31一侧的弧板4与辊桶2之间的间隙和靠近出料口二41一侧的弧板4与辊桶2之间的间隙均较大,待磨颗粒51在弧板4与辊桶2之间完成磨削;
74.当需要先对待磨颗粒51进行粗加工再进行精加工时,可将进料口调整凸轮8转动一定角度,以使靠近进料口一31一侧的弧板4与辊桶2之间的间隙适用于粗加工;并将出料口调整凸轮7转动一定角度,以使靠近出料口二41一侧的弧板4与辊桶2之间的间隙适用于精加工,此时待磨颗粒51进入磨削通道以后,弧板4先后完成对待磨颗粒51粗加工和精加工,完成磨削的已磨颗粒52从出料口一41输出;
75.当需要对待磨颗粒51进行精加工且要求加工精细时,可将进料口调整凸轮8转动一定角度,以使靠近进料口一31一侧的弧板4与辊桶2之间的间隙适用于精加工;并将出料口调整凸轮7转动一定角度,以使靠近出料口二41一侧的弧板4与辊桶2之间的间隙变大,此时磨削通道内的容纳体积变大,大量的待磨颗粒进入弧板4与辊轴2之间,以使弧板4对待磨颗粒的加工更加精细;
76.当需要对待磨颗粒51进行精加工且要求出料速度慢时,可将进料口调整凸轮8转动一定角度,以使靠近进料口一31一侧的弧板4与辊桶2之间的间隙适用于精加工;并将出料口调整凸轮7转动一定角度,以使靠近出料口二41一侧的弧板4与辊桶2之间的间隙变小,以使完成精加工的已磨颗粒52能够从出料口一41以较慢的速度运出。
77.具体实施例三:与具体实施例一、具体实施例二不同的是,辊桶2竖直设置或倾斜设置,此时同样可以通过进料口一31向磨削通道一进料、通过进料口二向磨削通道二进料;通过推杆6控制弧板4与辊桶2之间的距离对待磨颗粒51进行加工;
78.与具体实施例一和具体实施例二相比,本实施例中,弧板4在对待磨颗粒51进行加工时,弧板4靠近辊桶2的端面对待磨颗粒51施加的压力不均匀,且由于贯通2竖直或倾斜设置,待磨颗粒51在进入磨削腔入口后受到重力左右会在一侧堆积,导致弧板4对部分待磨颗粒磨削不成分,因此本实施例的磨削效果劣于具体实施例一的磨削效果。
79.具体实施例四:与具体实施例一不同的是,推杆6远离辊桶2的一端与外设的电机的输出端固定连接,外设的电机工作时,控制推杆6靠近辊桶2的一端朝靠近或远离辊桶2的方向运动。
80.具体实施例五:与具体实施例一、具体实施例二、具体实施例三和具体实施例四不同的是,磨削通道的数量至少为三个,至少三个磨削通道独立设置于辊桶2的外周;且每个磨削通道的进料口均设置于沿辊桶2转动方向相反的一侧,以使每个磨削通道的进料方向偏向于辊桶2的自转方向。
81.本实施例中,多个磨削通道同时并且独立对待磨颗粒51进行加工,加工速度更快,效率更高;并且可以对待磨颗粒51同时进行多种加工精度的磨削加工,加工能力更强,使用灵活。
82.具体实施例六:在具体实施例一、具体实施例二、具体实施例三、具体实施例四和具体实施例五的基础上,一种颗粒物的磨削装置除了能对米进行磨削加工外,还可以对小麦、黑麦、荞麦、燕麦、高粱等需要脱壳去皮处理的颗粒物进行加工,适用范围大。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。